Enfriamiento indirecto de una herramienta de corte.
Un dispositivo para enfriar indirectamente un elemento de herramienta de corte que se monta en un soporte deherramienta de corte,
teniendo el elemento de herramienta de corte (12) al menos un borde de herramienta de corte(18), comprendiendo el dispositivo:
un intercambiador de calor (19) montado en el extremo del soporte de herramienta de corte (13) entre elelemento de herramienta de corte (12) y el soporte de herramienta de corte (13), teniendo el intercambiador decalor (19) una superficie externa y una superficie interna; y una fuente de refrigerante para el suministro derefrigerante por debajo de la temperatura ambiente a la superficie interna del intercambiador de calor (19); por loque la superficie externa del intercambiador de calor (19) está en relación de intercambio de calor con elelemento de herramienta de corte (12) y el refrigerante que se suministra a la superficie interna delintercambiador de calor (19) elimina el calor del intercambiador de calor (19) para enfriar el elemento (12),caracterizado por
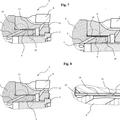
un colector (22) del intercambiador de calor y una placa de cubierta (38) que comprende el intercambiador de calor(19), por lo que cuando la placa de cubierta (38) está montada en el colector (22) del intercambiador de calor, seforma una cavidad (26) en el interior del intercambiador de calor (19).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2010/029950.
Solicitante: CREARE INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 16 Great Hollow Road Hanover, NH 03755 ESTADOS UNIDOS DE AMERICA.
Inventor/es: ROZZI,JAY CHRISTOPHER, CHEN,WEIBO, ARCHIBALD,EVERETT EDGAR JR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte con un dispositivo especial para su enfriamiento.
- B23B27/16 B23B 27/00 […] › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
- B23C5/28 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Características relacionadas con la lubrificación o la refrigeración.
- B23Q11/10 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
PDF original: ES-2437445_T3.pdf
Fragmento de la descripción:
Enfriamiento indirecto de una herramienta de corte
Campo El dispositivo descrito, de acuerdo con el preámbulo de la reivindicación 1, es un sistema de enfriamiento indirecto para la interfaz de la herramienta-viruta que utiliza un intercambiador de calor de micro-canales instalado en el soporte de la herramienta para extraer una porción de la energía térmica generada durante el mecanizado.
Antecedentes Tal dispositivo que comprende un sistema de enfriamiento indirecto es generalmente conocido por el documento EP 0 842 722 A1, por el documento EP 1 637 257 A1, por el documento EP 1 199 126 A1, por el documento US
4.757, 307 y por el documento US 5.799.553. Los fluidos de corte se han utilizado en los procesos de mecanizado durante muchos años para aumentar la lubricidad mediante la pulverización del líquido refrigerante en la zona de mecanizado directamente en la herramienta de corte y la pieza. Esto tiene el efecto de disminuir la fricción entre la viruta y la herramienta, que a su vez disminuye la temperatura de la herramienta, aumenta la vida útil de la herramienta, y mejora la calidad de la pieza. Estos beneficios vienen con algunos inconvenientes. En las operaciones de mecanizado de alto volumen, al menos 16 % del coste de mecanizado está asociado con la obtención, mantenimiento y eliminación de los fluidos de corte. Este coste no tiene en cuenta los riesgos para la salud a los se exponen los trabajadores al utilizar estos fluidos. El contacto con los fluidos de corte o sus vapores pueden causar enfermedades tales como la dermatitis y enfermedades respiratorias. Algunos aditivos en los fluidos de corte pueden ser cancerígenos.
En los últimos años, a causa de estos problemas, la industria del mecanizado de alto volumen se ha movido hacia el mecanizado en seco para reducir o eliminar el uso de fluidos de corte. Sin embargo, el mecanizado en seco aumenta el consumo de combustibles fósiles y de energía porque se necesitan máquinas más grandes y potentes para procesar el material menos resbaladizo. El mecanizado en seco aumenta también los costes por parte al
consumir más herramientas de corte y requiriendo más tiempo de mecanizado. El problema se agrava cuando el mecanizado de titanio y de otros materiales de baja conductividad térmica ya que el calor producido en la interfaz de herramienta-viruta no se realiza fácilmente lejos de la interfaz por el propio material. Adicionalmente, el mecanizado en seco no es factible para sitios comerciales relativamente pequeños, en los que el capital para nuevas máquinas a menudo no está disponible.
Esfuerzos de investigación y las patentes anteriores se han centrado en enfriar interna o externamente el soporte de herramienta de corte, pulverizando nitrógeno líquido en la zona de mecanizado, utilizando refrigerantes de alta presión, y en la integración de un depósito similar a una tapa en la parte superior del inserto de herramienta de corte que se enfría con nitrógeno líquido.
El enfriamiento interno y externo de la herramienta de corte se ha probado experimentalmente utilizando tubos de calor. Se ha logrado algún grado de enfriamiento, pero la eficiencia de transferencia de calor del diseño es muy baja. No se hicieron mediciones de la reducción del desgaste en el flanco de la herramienta de corte, posiblemente debido al bajo rendimiento del sistema en la mesa de trabajo.
Pulverizar un chorro de nitrógeno líquido en la zona de mecanizado ha demostrado ser un medio eficaz para enfriar la herramienta de corte, pero una gran cantidad de nitrógeno líquido se utiliza en el proceso debido a la relativamente baja eficiencia de transferencia de calor de este enfoque. Esto aumenta el impacto medioambiental del chorro de nitrógeno líquido por dos razones. En primer lugar, se requiere un sistema de ventilación para eliminar las 50 grandes cantidades de vapor de nitrógeno creadas durante el proceso de enfriamiento. En segundo lugar, la energía eléctrica necesaria para producir la gran cantidad de nitrógeno líquido utilizada por este método de enfriamiento requiere de más combustibles fósiles y, correspondientemente, aumenta la contaminación.
El uso de chorros de refrigerantes de alta presión para reducir el desgaste de la herramienta se ha investigado 55 también. Un enfoque de este tipo puede disminuir efectivamente el desgaste de la herramienta, pero tiene varios inconvenientes. En primer lugar, los chorros de líquido refrigerante a presión requieren el uso de un gran compresor que consume energía eléctrica, lo que aumenta el coste y el impacto medioambiental del proceso. En segundo lugar, los chorros se deben aplicar en ubicaciones particulares en el inserto de herramienta de corte. Esto requiere un posicionamiento preciso y repetible del chorro de pequeño diámetro, alta presión en relación con el inserto de 60 herramienta de corte. Este enfoque no es factible en un ambiente de producción, en el que la sobrecarga asociada con la gestión del chorro de líquido a alta presión aumenta rápidamente el tiempo de mecanizado y los costes. En tercer lugar, los chorros de alta presión requieren caudales de líquido que son de una a tres órdenes de magnitud mayores al enfriamiento indirecto de la interfaz de la herramienta-viruta como se describe en el presente documento. Este hecho aumenta drásticamente el coste y el impacto ambiental del uso de chorros de alta presión.
Otro enfoque consiste en la integración de un depósito similar a una tapa enfriado con nitrógeno líquido en la parte superior del inserto de herramienta de corte, y se ha demostrado que esto disminuye el desgaste de la herramienta. Esta disposición tiene una eficiencia de transferencia de calor relativamente baja, sin embargo, y como consecuencia los caudales necesarios hay de dos a tres órdenes de magnitud mayores que el método que se da a 5 conocer en el presente documento. Debido a que el depósito está situado en la parte superior del inserto de herramienta de corte, el dispositivo es difícil de utilizar en un ambiente de producción. Con el fin de incidir o cambiar el inserto, el operario tiene que quitar y volver a colocar el depósito, que está a temperaturas criogénicas. Estas operaciones requieren una formación especial, aumentando los costes, y aumenta los riesgos para la salud de los operarios. Por estas razones, es poco probable que un sistema de este tipo se utilice en un ambiente de producción.
Sumario Como se describe a continuación, una herramienta de corte se enfría indirectamente utilizando caudales muy pequeños de un refrigerante criogénico tal como, nitrógeno líquido como un fluido de trabajo. Como se utiliza en el 15 presente documento, el término criogénico o criógeno se refiere a un líquido, tal como nitrógeno líquido, que hierve a una temperatura por debajo de aproximadamente 110K (-160 ºC) y se utiliza para obtener temperaturas muy bajas. La principal ventaja de utilizar un líquido criogénico en esta aplicación es el uso del calor latente de vaporización del criógeno como un medio para eliminar el calor de la interfaz de herramienta-viruta. En contraposición a la transferencia de calor sensible, donde cualquier ganancia de calor por un fluido monofásico se acompaña de un 20 aumento de temperatura, la transferencia de calor latente utiliza el cambio de fase isotérmica de un líquido saturado a vapor como un medio para absorber el calor. Este enfoque elimina los problemas ambientales y de salud ocupacional planteados por los fluidos de corte tradicionales, y permite que talleres de máquinas pequeños y grandes eliminen el uso de fluidos de corte ambientalmente hostiles, potencialmente tóxicos, y costosos. Además, el enfriamiento indirecto utiliza un caudal para el fluido de trabajo que es varios órdenes de magnitud menores que los métodos de enfriamiento directos, tales como el choque del chorro de refrigerante de mecanizado o del nitrógeno líquido u otros criógenos utilizados en la técnica anterior. El enfriamiento indirecto disminuye el impacto medioambiental de las operaciones de mecanizado, mientras que al mismo tiempo, disminuye los costes de producción.
El enfriamiento indirecto utiliza un intercambiador de calor de micro-canales que se coloca detrás del elemento de corte y utiliza nitrógeno líquido como el fluido de trabajo. En comparación con los tubos de calor, el enfriamiento indirecto tiene una eficiencia de transferencia de calor muy elevada, y proporciona un menor desgaste de la herramienta y menores costos de producción de piezas.
En comparación con la pulverización de nitrógeno en la zona de enfriamiento, el enfriamiento indirecto del elemento de corte utiliza de dos a tres órdenes de magnitud menos que el nitrógeno debido a su alta eficiencia de transferencia... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para enfriar indirectamente un elemento de herramienta de corte que se monta en un soporte de herramienta de corte, teniendo el elemento de herramienta de corte (12) al menos un borde de herramienta de corte 5 (18) , comprendiendo el dispositivo:
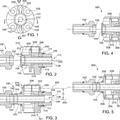
un intercambiador de calor (19) montado en el extremo del soporte de herramienta de corte (13) entre el elemento de herramienta de corte (12) y el soporte de herramienta de corte (13) , teniendo el intercambiador de calor (19) una superficie externa y una superficie interna; y una fuente de refrigerante para el suministro de refrigerante por debajo de la temperatura ambiente a la superficie interna del intercambiador de calor (19) ; por lo que la superficie externa del intercambiador de calor (19) está en relación de intercambio de calor con el elemento de herramienta de corte (12) y el refrigerante que se suministra a la superficie interna del intercambiador de calor (19) elimina el calor del intercambiador de calor (19) para enfriar el elemento (12) ,
caracterizado por un colector (22) del intercambiador de calor y una placa de cubierta (38) que comprende el intercambiador de calor (19) , por lo que cuando la placa de cubierta (38) está montada en el colector (22) del intercambiador de calor, se forma una cavidad (26) en el interior del intercambiador de calor (19) .
2. El dispositivo de la reivindicación 1 que comprende además:
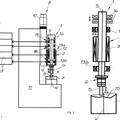
un tubo de entrada de refrigerante (52) acoplado a una primera abertura (33) en el intercambiador de calor (19) y un tubo de salida de refrigerante (53) acoplado a una segunda abertura (34) en el intercambiador de calor (19) , acoplando el tubo de entrada de refrigerante (52) una fuente de refrigerante a la cavidad (26) del intercambiador
de calor (19) .
3. El dispositivo de la reivindicación 2 que comprende además:
una pluralidad de aletas de transferencia de calor (40) situadas en la cavidad (26) del intercambiador de calor (19) , por lo que las aletas de transferencia de calor (40) mejoran la capacidad del intercambiador de calor (19) para eliminar el calor desde el elemento (12) .
4. El dispositivo de la reivindicación 3, en el que el elemento de herramienta de corte (12) es un inserto de
herramienta de corte. 35
5. El dispositivo de la reivindicación 3, en el que el elemento de herramienta de corte (12) está soldado o de otra manera fijado permanentemente al soporte de herramienta de corte (13) .
6. El dispositivo de la reivindicación 3, en el que el elemento de herramienta de corte (12) está integrado con el soporte de herramienta de corte (13) .
7. El dispositivo de la reivindicación 3 que comprende además:
una zona de entrada de refrigerante (43) en la cavidad (26) , incluyendo la zona de entrada de refrigerante (43) la 45 abertura (33) para el tubo de entrada de refrigerante (52) y estando adyacente al por lo menos un borde de corte
(18) del elemento (12) , por lo que el refrigerante que entra en la cavidad (26) entra primero en la zona de entrada de refrigerante (43) para proporcionar el máximo enfriamiento para el al menos un borde de herramienta de corte
(18) del elemento (12) .
8. El dispositivo de la reivindicación 7 que comprende además:
una pluralidad de canales (41) formados entre las aletas de transferencia de calor paralelas (40) , por lo que el refrigerante en la cavidad (26) fluye desde la primera abertura (33) hasta la zona de entrada de refrigerante (43) y a través de los canales (41) entre las aletas de transferencia de calor (40) para proporcionar enfriamiento al
elemento (12) .
9. El dispositivo de la reivindicación 8 que comprende además:
una zona de salida de refrigerante (44) formada en la cavidad (26) en el lado opuesto de la cavidad (26) desde la zona de entrada de refrigerante (43) , por lo que el refrigerante entra en la cavidad (26) en un lado del intercambiador de calor (19) , y se dirige a través de los canales (41) formados entre las aletas de transferencia de calor paralelas (40) hasta la zona de salida de refrigerante (44) en el lado opuesto de la cavidad (26) .
10. El dispositivo de la reivindicación 9, en los que los lados de las aletas de transferencia de calor (40) son
perpendiculares al por lo menos un borde de herramienta de corte (18) y los extremos de las aletas de transferencia de calor (40) están a un ángulo con respecto al por lo menos un borde de herramienta de corte (18) de modo que la zona de entrada de refrigerante (43) tiene la forma de un triángulo con la entrada del tubo de entrada de refrigerante (52) estando situada en el triángulo.
11. El dispositivo de la reivindicación 1 que comprende además:
un aislante térmico (21) situado en el extremo de la herramienta de corte (10) entre el cuerpo de herramienta de corte y el intercambiador de calor (19) , por el que el intercambio de calor entre el cuerpo de herramienta de corte y el intercambiador de calor (19) se reduce.
12. El dispositivo de la reivindicación 1 que comprende además:
un conductor térmico (23) situado entre el intercambiador de calor (19) y el elemento (12) , por el que el intercambio de calor entre el elemento (12) y el intercambiador de calor (19) se aumenta.
13. El dispositivo de la reivindicación 9 que comprende además:
nitrógeno líquido que comprende el refrigerante, por el cual el nitrógeno líquido entra en la zona de entrada de refrigerante (43) desde el tubo de entrada de refrigerante (52) , pasa a través de los canales (41) entre las aletas de transferencia de calor (40) y entra en la zona de salida de refrigerante (44) antes de salir de la cavidad (26)
del intercambiador de calor (19) por medio del tubo de salida de refrigerante (53) .
14. El dispositivo de la reivindicación 13, en el que el nitrógeno líquido en el intercambiador de calor (19) utiliza el calor latente de vaporización del nitrógeno líquido para eliminar el calor del elemento (12) .
15. El dispositivo de la reivindicación 1 que comprende además:
nitrógeno líquido que comprende el refrigerante que es suministrado a la superficie interna del intercambiador de calor (19) , por lo que el nitrógeno líquido en el intercambiador de calor (19) utiliza el calor latente de vaporización del nitrógeno líquido para eliminar el calor del elemento de herramienta de corte (12) .
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]