HERRAMIENTA DE FRESADO EN FORMA DE DISCO.
Procedimiento para la fabricación de una rueda dentada a partir de una pieza en bruto de rueda dentada,
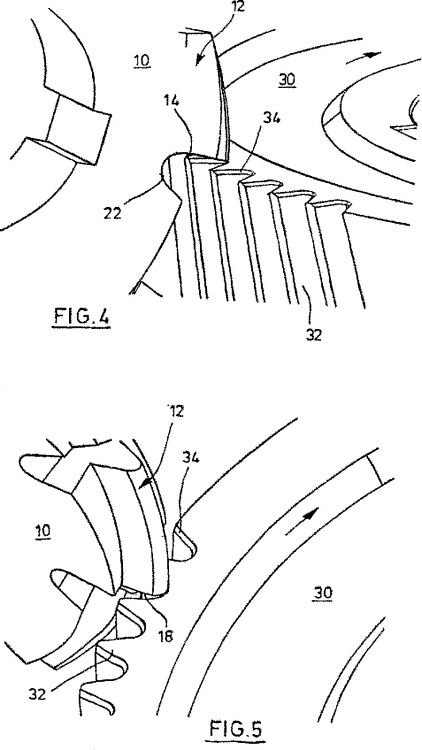
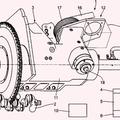
en el que la pieza en bruto (2) de rueda dentada, sujetada en una máquina herramienta y accionada de manera giratoria, se mecaniza con una fresa (8) de generación dispuesta en un árbol (6) de herramienta accionado de manera giratoria y la rueda dentada en bruto (30) fabricada se desbarba a continuación mediante una herramienta desbarbadora (10) accionada de manera giratoria al achaflanarse los cantos frontales de las ranuras (32) entre dientes, presentando el número de revoluciones de la herramienta desbarbadora (10) y de la rueda dentada en bruto (30) una relación constante, realizándose el desbarbado en la rueda dentada en bruto (30) , sujetada sin cambio en la máquina herramienta, en una pasada continua con ayuda de la herramienta desbarbadora, disponiéndose la herramienta desbarbadora de manera resistente al giro en el árbol (6) de la fresa (8) de generación y mecanizándose sucesivamente los cantos frontales de las ranuras entre dientes en forma de un procedimiento de fresado de generación y moviéndose el árbol (6) de un ajuste de fresado de generación a un ajuste de desbarbado, caracterizado porque el desbarbado se ejecuta con una herramienta desbarbadora (10) similar a una fresa de disco que presenta en la circunferencia dientes cortantes (12) y ranuras (22) de sujeción con un desarrollo helicoidal a distancias circunferenciales iguales, teniendo los cantos cortantes (12) una disposición multipaso con un diente (12) por paso respectivamente
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07016617.
Solicitante: FETTE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GRABAUER STRASSE 24 21493 SCHWARZENBEK ALEMANIA.
Inventor/es: ENGFER,ACHIM.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Agosto de 2007.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B23C5/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Fresas en forma de disco.
- B23C5/28 B23C 5/00 […] › Características relacionadas con la lubrificación o la refrigeración.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Herramienta de fresado en forma de disco.
La invención se refiere a un procedimiento para la fabricación de una rueda dentada según la reivindicación 1, a un dispositivo para la fabricación de una rueda dentada según la reivindicación 4 y a una herramienta desbarbadora para el desbarbado de una pieza en bruto de rueda dentada según la reivindicación 8.
Es conocido producir ruedas dentadas con ayuda de las llamadas fresas de generación. Las fresas de generación tienen un tornillo sin fin como cuerpo geométrico de salida. Si éste se provee de ranuras de sujeción, se obtienen dientes fresados que se vuelven cortantes mediante el llamado destalonado. Después del dentado de piezas de trabajo en forma de rueda dentada, los cantos frontales de las ranuras entre dientes y de las cabezas de dientes están afilados, en especial en el lado por el que sale la herramienta fresadora. Es conocido eliminar las rebabas de forma manual. Es conocido además realizar el desbarbado mediante lijado, fresado de forma o rodillos de presión.
Del documento DE19902035 se conoce un procedimiento para el desbarbado de los cantos frontales de las ranuras entre dientes de piezas de trabajo en forma de rueda dentada, en el que el eje de giro de la herramienta se acciona a una distancia radial fija respecto al eje de giro de la pieza de trabajo y a una distancia axial fija respecto al lado frontal de la pieza de trabajo con una relación constante de números de revoluciones en relación con la pieza de trabajo accionada continuamente de manera giratoria, configurando una placa de cuchilla, situada sobre el eje de la herramienta, filos para achaflanar el canto de base de ranura con un ángulo predeterminado de achaflanado de base, achaflanar un primer canto de flanco de ranura con un ángulo predeterminado de achaflanado de flanco y achaflanar un segundo canto de flanco de ranura, opuesto al primero, con un ángulo predeterminado de achaflanado de flanco. En este caso, el achaflanado no se realiza de manera continua, sino discontinua en un procedimiento individual.
Estos dispositivos conocidos tienen en común que se accionan en un dispositivo separado de la máquina fresadora de generación. El proceso de fabricación de una rueda dentada consiste normalmente en tornear primero una pieza en bruto que se mecaniza a continuación en una máquina herramienta con una herramienta fresadora de generación. Después del fresado de generación se realiza el desbarbado en un dispositivo separado y para el acabado de precisión se realiza a continuación el rascado que se puede llevar a cabo a su vez en la misma máquina herramienta al ejecutarse el proceso de fresado de generación.
Los procedimientos conocidos presentan desventajas considerables. Un dispositivo separado para el desbarbado aumenta naturalmente el costo de equipamiento. El costo de fabricación se origina debido al traslado de la rueda dentada fresada en bruto hacia el dispositivo de desbarbado, lo que requiere un cierto tiempo de transporte y reequipamiento. La desventaja del procedimiento conocido radica también en que necesita un tiempo de pasada relativamente grande.
Del documento JP59182020A de la Oficina Japonesa de Patentes (Patent Abstracts of Japan) es conocido disponer una fresa de generación para conformar la rueda dentada en un árbol con una fresa de generación y desbarbado con el fin de fabricar una pieza en bruto de rueda dentada. Los dos procesos de mecanizado se realizan sucesivamente por diente o por grupo de dientes hasta finalizar el mecanizado de toda la circunferencia de la rueda dentada.
Del documento US-A-2597129 se conoce una herramienta similar a una fresa de disco que presenta dos pasos y por cada paso, una pluralidad de dientes. Durante el mecanizado, los dientes de un paso engranan sucesivamente en un diente o un espacio entre dientes de la rueda dentada y provocan un chaflán en una zona frontal de los dientes.
La invención tiene el objetivo de realizar el desbarbado de una pieza en bruto de rueda dentada con un costo claramente menor de fabricación y equipamiento.
Este objetivo se consigue mediante las características de las reivindicaciones 1, 4 y 8.
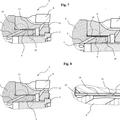
En el procedimiento según la invención, el desbarbado se realiza en la rueda dentada en bruto, sujetada sin cambio en la máquina herramienta, en una pasada continua con ayuda de una herramienta desbarbadora que es similar a una fresa de disco y presenta dientes cortantes, así como se dispone de manera resistente al giro en el árbol de la fresa de generación. La herramienta desbarbadora presenta por cada paso un diente, mediante lo que durante el movimiento giratorio sincronizado de la herramienta desbarbadora y la rueda dentada respectivamente, un diente interactúa con un espacio entre dientes de la rueda dentada. Como ya se sabe, el árbol de herramienta se puede ajustar en el espacio. Después del proceso de fresado de generación se regula el árbol de herramienta de modo que la herramienta desbarbadora se puede engranar en los cantos frontales de las ranuras entre dientes al girar con el árbol para mecanizar sucesivamente los cantos frontales de las ranuras entre dientes conforme al procedimiento de fresado de generación.
El procedimiento según la invención presenta ventajas considerables. Para el desbarbado se necesita una herramienta desbarbadora separada, pero ésta se inserta en la misma máquina herramienta, en la que se ejecuta también el procedimiento de fresado de generación. Por tanto, se reduce drásticamente el costo de equipamiento respecto a procedimientos convencionales. El costo de fabricación disminuye también de manera considerable. Los tiempos de transporte, los tiempos de instalación y los tiempos de reequipamiento para el proceso de desbarbado después de finalizar el proceso de fresado de generación se suprimen en gran medida, ahorrándose así considerablemente el tiempo de fabricación. Como el desbarbado se realiza continuamente durante la pasada, el tiempo de pasada para el desbarbado de una rueda dentada es claramente menor que en procedimientos convencionales, necesitándose por cada diente, como ya se mencionó, sólo un diente de desbarbado del diente de desbarbado. Por tanto, el desbarbado se realiza en el menor tiempo posible.
Tampoco es necesario trasladar la pieza de trabajo para desbarbar la rueda dentada en ambos lados. Según una configuración de la invención, la rueda dentada en bruto puede permanecer sujetada, más bien, en su posición al mecanizarse primero los cantos frontales en un lado de la rueda dentada en bruto y a continuación los cantos frontales en el lado opuesto. En un caso, la herramienta desbarbadora avanza hacia los cantos frontales y en el otro caso, desde las ranuras entre dientes a partir de los cantos frontales.
El procedimiento según la invención posibilita también el achaflanado en dos o más etapas al hacerse avanzar la herramienta desbarbadora antes de cada pasada en un valor predefinido. Esto permite seleccionar casi de manera arbitraria el tamaño del chaflán.
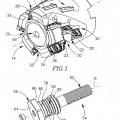
El dispositivo, según la invención, de la reivindicación 4 prevé medios para la sujeción y el accionamiento giratorio de una pieza dentada en bruto y un árbol de herramienta ajustable de manera giratoria en el espacio. Estos están realizados de forma similar a una fresa de disco con dientes cortantes y ranuras de sujeción dispuestos a distancias circunferenciales iguales con un desarrollo helicoidal, teniendo los dientes cortantes una disposición multipaso con un diente por paso respectivamente. Según una configuración de la invención, la herramienta desbarbadora es una herramienta separada que se dispone por separado de manera resistente al giro en el árbol de herramienta. Alternativamente se puede unir también de manera giratoria con la herramienta fresadora de generación, por ejemplo, mediante mordazas conformadas en los extremos enfrentados de la herramienta fresadora de generación y desbarbadora. Por último, según otra configuración de la invención, la herramienta desbarbadora puede estar configurada también en forma de una sola pieza con la fresa de generación.
La herramienta desbarbadora según la reivindicación 8 es similar a una fresa de disco y presenta en la circunferencia dientes cortantes y ranuras de sujeción a distancias circunferenciales iguales. Los dientes cortantes tienen en dirección circunferencial un desarrollo en forma de línea helicoidal. Los cantos cortantes configurados en el lado, delantero en dirección de giro, de los dientes están situados en un círculo común. La herramienta desbarbadora es...
Reivindicaciones:
1. Procedimiento para la fabricación de una rueda dentada a partir de una pieza en bruto de rueda dentada, en el que la pieza en bruto (2) de rueda dentada, sujetada en una máquina herramienta y accionada de manera giratoria, se mecaniza con una fresa (8) de generación dispuesta en un árbol (6) de herramienta accionado de manera giratoria y la rueda dentada en bruto (30) fabricada se desbarba a continuación mediante una herramienta desbarbadora (10) accionada de manera giratoria al achaflanarse los cantos frontales de las ranuras (32) entre dientes, presentando el número de revoluciones de la herramienta desbarbadora (10) y de la rueda dentada en bruto (30) una relación constante, realizándose el desbarbado en la rueda dentada en bruto (30) , sujetada sin cambio en la máquina herramienta, en una pasada continua con ayuda de la herramienta desbarbadora, disponiéndose la herramienta desbarbadora de manera resistente al giro en el árbol (6) de la fresa (8) de generación y mecanizándose sucesivamente los cantos frontales de las ranuras entre dientes en forma de un procedimiento de fresado de generación y moviéndose el árbol (6) de un ajuste de fresado de generación a un ajuste de desbarbado, caracterizado porque el desbarbado se ejecuta con una herramienta desbarbadora (10) similar a una fresa de disco que presenta en la circunferencia dientes cortantes (12) y ranuras (22) de sujeción con un desarrollo helicoidal a distancias circunferenciales iguales, teniendo los cantos cortantes (12) una disposición multipaso con un diente (12) por paso respectivamente.
2. Procedimiento según la reivindicación 1, caracterizado porque el desbarbado de los cantos frontales en un lado de la rueda dentada en bruto se realiza mediante el avance de la herramienta desbarbadora hacia este lado de la rueda dentada en bruto y el desbarbado de los cantos frontales de las ranuras entre dientes en el lado opuesto de la rueda dentada en bruto se realiza en un segundo ajuste de desbarbado mediante el avance de la herramienta desbarbadora desde las ranuras entre dientes hacia fuera a partir del otro lado.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el achaflanado se realiza en dos o más pasadas, haciéndose avanzar la herramienta desbarbadora antes de cada pasada en un valor pre- definido.
4. Dispositivo para la fabricación de una rueda dentada a partir de una pieza en bruto de rueda dentada con una máquina herramienta que presenta medios para la sujeción y el accionamiento giratorio de una pieza dentada en bruto (30) y un árbol (6) de herramienta, accionado de manera giratoria y ajustable en el espacio, en el que están colocadas de manera resistente al giro una fresa (8) de generación y una herramienta desbarbadora (10), caracterizado porque la herramienta desbarbadora (10) está realizada de manera similar a una fresa de disco con dientes cortantes (12) y ranuras (22) de sujeción dispuestos a distancias circunferenciales iguales con un desarrollo helicoidal, teniendo los dientes cortantes (12) una disposición multipaso con un diente (12) por paso respectivamente.
5. Dispositivo según la reivindicación 4, caracterizado porque una herramienta desbarbadora separada (10) está dispuesta en el árbol (6) de herramienta.
6. Dispositivo según la reivindicación 5, caracterizado porque entre la fresa de generación y la herramienta desbarbadora está formada una unión giratoria en los lados frontales enfrentados.
7. Dispositivo según la reivindicación 4, caracterizado porque la herramienta desbarbadora está configurada en forma de una sola pieza con la fresa de generación.
8. Herramienta desbarbadora para el desbarbado de una pieza en bruto de rueda dentada que está conformada de manera similar a una fresa de disco con dientes cortantes (12) y ranuras (22) de sujeción, dispuestos a distancias circunferenciales iguales, que presentan un desarrollo en forma de línea helicoidal y tienen una disposición multipaso, caracterizada porque por cada paso esta previsto un diente (12) respectivamente, estando dispuestos los cantos cortantes (14) formados en el lado, delantero en dirección de giro, de los dientes (12) en un círculo común.
9. Herramienta desbarbadora según la reivindicación 8, caracterizada porque además del canto cortante (14) de los dientes (12) está previsto al menos otro canto cortante (14) para achaflanar el canto frontal de las cabezas de dientes de la rueda dentada (30).
10. Herramienta desbarbadora según la reivindicación 8 ó 9, caracterizada porque el perfil de los cantos cortantes (14) es asimétrico respecto al plano central (16) de la herramienta desbarbadora (10).
Patentes similares o relacionadas:
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Herramienta de corte, del 24 de Julio de 2019, de MATSUURA MACHINERY CORPORATION: Una herramienta de corte que tiene un borde cortante equipado con una ranura helicoidalmente curvada en una periferia lateral exterior […]
Inserto de corte y herramienta de corte que lo comprende, del 19 de Febrero de 2019, de TAEGUTEC LTD: Un inserto de corte que comprende: una cara superior y una cara , una parte de cara lateral […]
Herramienta y método de fresado, en particular para el fresado de materiales compuestos, del 5 de Abril de 2017, de Leonardo S.p.A: Un método de fresado de un material, en donde el método comprende las siguientes etapas: - proporcionar una herramienta de fresado (1, 1') preparada para realizar […]
 Dispositivo de mecanizado para el mecanizado de cigüeñales con refrigerante criogénico, del 30 de Diciembre de 2015, de 5Me IP, LLC: Dispositivo de mecanizado para el mecanizado de cigüeñales con
- una carcasa ,
- una unidad de accionamiento dispuesta en la carcasa […]
Dispositivo de mecanizado para el mecanizado de cigüeñales con refrigerante criogénico, del 30 de Diciembre de 2015, de 5Me IP, LLC: Dispositivo de mecanizado para el mecanizado de cigüeñales con
- una carcasa ,
- una unidad de accionamiento dispuesta en la carcasa […]
 Disco de corte, dispositivo de corte y procedimiento para obtener dicho disco de corte, del 16 de Diciembre de 2015, de Meccanotecnica Veneta S.r.L: Disco de corte, que comprende:
- un cuerpo de soporte en forma de disco , que presenta dos caras delimitadas periféricamente por […]
Disco de corte, dispositivo de corte y procedimiento para obtener dicho disco de corte, del 16 de Diciembre de 2015, de Meccanotecnica Veneta S.r.L: Disco de corte, que comprende:
- un cuerpo de soporte en forma de disco , que presenta dos caras delimitadas periféricamente por […]
 Herramienta de corte giratoria que tiene un mecanismo de refrigeración ajustable y método de refrigeración correspondiente, del 2 de Septiembre de 2015, de ISCAR LTD.: Una herramienta de corte que comprende un cuerpo de corte que tiene un orificio central de cuerpo , un pasador central asentado dentro del […]
Herramienta de corte giratoria que tiene un mecanismo de refrigeración ajustable y método de refrigeración correspondiente, del 2 de Septiembre de 2015, de ISCAR LTD.: Una herramienta de corte que comprende un cuerpo de corte que tiene un orificio central de cuerpo , un pasador central asentado dentro del […]
Sistema de refrigeración para herramienta rotativa, del 8 de Abril de 2015, de CREARE INC.: Un sistema de refrigeración para una herramienta rotativa que tiene un cuerpo de herramienta y un elemento de corte que tiene una cara delantera […]