Sistema de refrigeración para herramienta rotativa.
Un sistema de refrigeración para una herramienta rotativa que tiene un cuerpo de herramienta (11) y un elemento de corte (12;
26; 36; 45) que tiene una cara delantera (43) y una cara trasera (16; 39; 47), comprendiendo el sistema:
al menos un área específica en el cuerpo de herramienta (11) para montar el elemento de corte (12; 26; 36; 45);
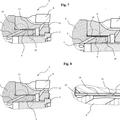
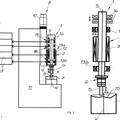
un canal indirecto (17; 29) en el cuerpo de herramienta (11) para conducir un refrigerante que se encuentra a una temperatura que es menor que la temperatura ambiental hacia la cara trasera (16; 39; 47) del elemento de corte (12; 26; 36; 45);
una cavidad (21; 38; 46) para recibir el refrigerante desde el canal (17; 29); de modo que el refrigerante en la cavidad (21; 38; 46) enfríe el elemento de corte (12; 26; 36; 45); y,
un puerto de escape (22; 41) en la cavidad (21; 38; 46) y una salida de escape (19; 42) formada en la parte delantera (43) del elemento de corte (12; 26; 36; 45), estando acoplada la salida de escape (19; 42) al puerto de escape (22; 41), de modo que el refrigerante que fluye dentro de la cavidad (21; 38; 46) pueda hacerse salir a la 15 atmósfera a través de la salida de escape (19; 42);
caracterizado por que
la cavidad (21; 38; 46) está formada en la cara trasera (16; 39; 47) del elemento de corte (12; 26; 36; 45), en donde el sistema de refrigeración comprende además un criógeno que comprende el refrigerante, de modo que el refrigerante puede reducir la temperatura del elemento de corte (12; 26; 36; 45) cuando se mecaniza una pieza de trabajo usando un caudal que es menor del dos por ciento del caudal necesario para los refrigerantes sintéticos cuando se mecaniza la misma pieza de trabajo, y
en donde el refrigerante es un flujo de dos fases y usa el calor latente de vaporización del refrigerante para retirar calor del elemento de corte (12; 26; 36; 45).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2010/031884.
Solicitante: CREARE INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 16 Great Hollow Road Hanover, NH 03755 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PASSOW, CHRISTIAN, HENRY, ROZZI,JAY CHRISTOPHER, SANDERS,JOHN KENDALL, DAY,MICHAEL PHILLIP, ARCHIBALD,EVERETT EDGAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte con un dispositivo especial para su enfriamiento.
- B23B27/16 B23B 27/00 […] › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
- B23B51/06 B23B […] › B23B 51/00 Herramientas para máquinas de taladrar. › Brocas previstas para ser lubrificadas o enfriadas.
- B23C5/22 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 5/00 Herramientas de fresado (para tallar dientes de engranaje B23F 21/12). › Dispositivos para fijación de los elementos cortantes o de los dientes.
- B23C5/28 B23C 5/00 […] › Características relacionadas con la lubrificación o la refrigeración.
- B23Q11/10 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
PDF original: ES-2536485_T3.pdf
Fragmento de la descripción:
Sistema de refrigeración para herramienta rotativa
Campo 5
Un sistema de refrigeración de acuerdo con el preámbulo de la reivindicación 1 para la interfaz de herramienta-chip de una herramienta de corte rotativa usa refrigeración tanto directa como indirecta del filo mediante un fluido criogénico para permitir el mecanizado de alta velocidad de aleaciones de titanio y otros materiales avanzados con baja conductividad térmica. 10
Antecedentes
Un sistema de refrigeración se conoce a partir del documento US 2006/053987 A1. Tal sistema de refrigeración usa una restricción para facilitar la formación de gotas de líquido o tapones de un refrigerante. El refrigerante impacta 15 sobre una superficie inferior que se orienta en perpendicular a una dirección de fluido definida por un paso. Al formar gotas de líquido o tapones es posible atravesar cualquier capa de vapor en la superficie inferior de una herramienta para incrementar una transferencia de calor. La transferencia de calor proporcionada por gotas de líquido es limitada. Los sistemas de refrigeración adicionales se conocen a partir de los documentos US 4.757.307 A, EP 0 599 393 A1, US 2008/175676 A1, DE 10 02 183 B y EP 1 395 391 A1. Los fluidos de corte se han usado en procesos de 20 mecanizado durante muchos años para incrementar la lubricidad al pulverizar el refrigerante en la zona de mecanizado directamente en la herramienta de corte y la pieza de trabajo. Esto tiene el efecto de disminuir la fricción entre el chip y la herramienta, lo que a su vez disminuye la temperatura de la herramienta, incrementa la vida de la herramienta y mejora la calidad de la pieza. Estos beneficios llegan con ciertos inconvenientes. En las operaciones de mecanizado de gran volumen, al menos un 16 % del coste de mecanizado se asocia con la obtención, 25 mantenimiento y eliminación de fluidos de corte. Este coste no tiene en cuenta los riesgos sanitarios a los que se exponen los trabajadores al usar estos fluidos. El contacto con fluidos de corte u otros sprays puede provocar enfermedades tales como dermatitis y dolencias respiratorias. Algunos aditivos en los fluidos de corte pueden ser cancerígenos.
En los últimos años, debido a estos problemas, la industria de mecanizado de alto volumen se ha movido hacia el mecanizado en seco para reducir o eliminar el uso de fluidos de corte. Sin embargo, esta opción incrementa el consumo de combustibles fósiles y los costes de energía ya que se necesitan máquinas más grandes y más potentes para procesar el material menos lúbrico. El mecanizado en seco también incrementa los costes por pieza al consumir más herramientas de corte y necesitar más tiempo de mecanizado. El problema aumenta cuando se 35 mecaniza titanio u otros materiales de baja conductividad térmica ya que el calor producido en la interfaz de herramienta-chip no se conduce de inmediato lejos de la interfaz mediante el propio material. Además, el mecanizado en seco no es viable para locales relativamente pequeños, donde a menudo no hay dinero disponible para máquinas nuevas.
Los pasados esfuerzos de investigación y las patentes se han centrado en enfriar internamente o externamente el portaherramientas de corte, pulverizando nitrógeno líquido en la zona de mecanizado, usando refrigerante de alta presión e integrando un depósito similar a una tapa en la parte superior del inserto de herramienta de corte que se enfría mediante nitrógeno líquido.
La refrigeración de manera interna y externa de la herramienta de corte se ha probado experimentalmente usando tuberías de calor. Se consiguió cierto grado de refrigeración, pero la eficacia en la transferencia de calor del diseño es muy baja. No se realizaron mediciones de la reducción del desgaste de flancos de la herramienta de corte, posiblemente debido al mal rendimiento del sistema en la parte superior de la mesa de trabajo.
El uso de chorros de refrigerante de alta presión para reducir el desgaste de la herramienta también ha sido investigado. Tal enfoque puede disminuir de manera eficaz el desgaste de la herramienta, pero tiene varios inconvenientes. En primer lugar, los chorros necesitan refrigerante presurizado usando un gran compresor que consume energía eléctrica, lo que incrementa el coste y el impacto medioambiental del proceso. En segundo lugar, los chorros necesitan aplicarse en ubicaciones particulares sobre el inserto de la herramienta de corte. Esto necesita 55 una colocación precisa y repetible de pequeño diámetro, con el chorro de alta presión en relación con el filo. Este enfoque no es viable en un entorno de producción, donde los gastos generales asociados con la gestión del chorro de líquido de alta presión aumentan rápidamente el tiempo de mecanizado y los costes. En tercer lugar, los chorros de alta presión necesitan caudales de líquido que son de uno a tres órdenes de magnitud mayores que el sistema de refrigeración divulgado en el presente documento. Este hecho incrementa de manera drástica el coste y el impacto 60 medioambiental al usar chorros de alta presión.
Otro enfoque implica la integración de un depósito, similar a una tapa, enfriado con nitrógeno líquido sobre el inserto de la herramienta de corte, y se ha demostrado que esto disminuye el desgaste de la herramienta para operaciones de torneado con torno donde la herramienta es estacionaria. Este enfoque tiene una eficacia de transferencia de 65 calor relativamente baja y necesita caudales de criógeno que sean de dos a tres órdenes de magnitud mayores que con el presente diseño. Ya que el depósito se ubica en la parte superior del inserto de la herramienta de corte, el dispositivo es difícil de usar en un entorno de producción. Para indexar o cambiar el inserto en el torneado con torno, el operador necesita retirar y volver a unir el depósito, que se encuentra a temperaturas criogénicas. Estas operaciones necesitan un entrenamiento especial, incrementando los costes e incrementando los riesgos sanitarios para los operadores. Por estos motivos, no es probable que tal sistema se use en un entorno de producción, 5 especialmente con una herramienta rotativa.
Sumario del dispositivo
Se ha determinado que la distribución de fluido criogénico a la interfaz de herramienta-chip es útil para muchas 10 aplicaciones, incluyendo el mecanizado de alta velocidad de aleaciones de titanio, el mecanizado de alta velocidad de compuestos de matriz cerámica, el mecanizado de alta velocidad de compuestos de aluminio de matriz metálica, así como el mecanizado ecológico de materiales convencionales sin el uso de fluidos de corte tradicionales. Tal como se usa en el presente documento, el término criógeno o criogénico se refiere a un líquido, tal como nitrógeno líquido (LN2) , que hierve a una temperatura inferior a aproximadamente -160 ºC (110 K) y se usa para obtener 15 temperaturas muy bajas. El principal beneficio de usar un líquido criogénico en esta aplicación es el uso del calor latente de vaporización del criógeno como medio para retirar calor de la interfaz de la herramienta-chip. En oposición a la transferencia de calor sensible, donde cualquier aumento de calor mediante un fluido de una única fase viene acompañado de un aumento en temperatura, la transferencia de calor latente usa el cambio de fase isotérmica desde un líquido saturado a vapor como medio para absorber calor. 20
La cantidad de criógeno necesaria para la refrigeración eficaz es una función de la tasa de transferencia de calor con respecto a la herramienta durante el mecanizado. La generación de calor volumétrico, q", asociada con una operación de mecanizado se expresa como sigue;
donde , y V son la tasa de presión durante el mecanizado, la tensión de flujo del material y el 25 volumen del material tenso, conocida como la zona primaria de esfuerzo cortante, respectivamente. La constante representa la fracción de la energía de deformación que se disipa como calentamiento sensible. Para los metales, el valor de esta constante es 0, 8 o superior. La energía generada en la zona primaria de esfuerzo cortante puede manifestarse como el calentamiento del chip final después del mecanizado o transferirse a la herramienta. La fracción de calor que fluye dentro de la herramienta es una función de la geometría de la herramienta, el material, las 30 condiciones de mecanizado y otras variables. Los métodos establecidos (analíticos y computacionales) se usaron para estimar la tasa máxima de transferencia de calor en cada filo en la herramienta, qt. Para la mayoría de condiciones asociadas con materiales avanzados de mecanizado, la tasa de transferencia de calor fue un máximo de 200 m2 kg s-3 (200 W) por filo. A presión atmosférica, el calor latente de vaporización de nitrógeno líquido... [Seguir leyendo]
Reivindicaciones:
1. Un sistema de refrigeración para una herramienta rotativa que tiene un cuerpo de herramienta (11) y un elemento de corte (12; 26; 36; 45) que tiene una cara delantera (43) y una cara trasera (16; 39; 47) , comprendiendo el sistema: 5
al menos un área específica en el cuerpo de herramienta (11) para montar el elemento de corte (12; 26; 36; 45) ;
un canal indirecto (17; 29) en el cuerpo de herramienta (11) para conducir un refrigerante que se encuentra a una temperatura que es menor que la temperatura ambiental hacia la cara trasera (16; 39; 47) del elemento de corte (12; 26; 36; 45) ; 10
una cavidad (21; 38; 46) para recibir el refrigerante desde el canal (17; 29) ; de modo que el refrigerante en la cavidad (21; 38; 46) enfríe el elemento de corte (12; 26; 36; 45) ; y, un puerto de escape (22; 41) en la cavidad (21; 38; 46) y una salida de escape (19; 42) formada en la parte delantera (43) del elemento de corte (12; 26; 36; 45) , estando acoplada la salida de escape (19; 42) al puerto de escape (22; 41) , de modo que el refrigerante que fluye dentro de la cavidad (21; 38; 46) pueda hacerse salir a la 15 atmósfera a través de la salida de escape (19; 42) ;
caracterizado por que la cavidad (21; 38; 46) está formada en la cara trasera (16; 39; 47) del elemento de corte (12; 26; 36; 45) , en donde el sistema de refrigeración comprende además un criógeno que comprende el refrigerante,
de modo que el refrigerante puede reducir la temperatura del elemento de corte (12; 26; 36; 45) cuando se 20 mecaniza una pieza de trabajo usando un caudal que es menor del dos por ciento del caudal necesario para los refrigerantes sintéticos cuando se mecaniza la misma pieza de trabajo, y
en donde el refrigerante es un flujo de dos fases y usa el calor latente de vaporización del refrigerante para retirar calor del elemento de corte (12; 26; 36; 45) .
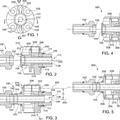
2. El sistema de refrigeración de la reivindicación 1 que comprende además:
aletas (48) formadas en la cavidad (46) , de modo que las aletas (48) mejoren la transferencia de energía térmica desde el elemento de corte (45) al refrigerante.
3. El sistema de refrigeración de la reivindicación 1 que comprende además:
una abertura (31) en el cuerpo de herramienta (11) para pulverizar refrigerante sobre el elemento de corte (12; 26; 36; 45) ; y,
un canal de refrigeración directa (28) en el cuerpo de herramienta (11) para conducir refrigerante a la abertura 35 (31) , de modo que el elemento de corte (12; 26; 36; 45) se enfríe mediante un refrigerante que se pulveriza sobre el elemento y mediante el refrigerante que se aplica en la cara trasera (16; 39; 47) del elemento.
4. El sistema de refrigeración de la reivindicación 1 en el que el elemento (12; 26; 36; 45) de la herramienta de corte es un inserto de la herramienta de corte. 40
5. El sistema de refrigeración de la reivindicación 4 en el que el elemento (12; 26; 36; 45) de la herramienta de corte se cobresuelda o se fija permanentemente de otra manera al cuerpo de herramienta (11) .
6. El sistema de refrigeración de la reivindicación 1 en el que el elemento (12; 26; 36; 45) de la herramienta de corte 45 forma parte del cuerpo de herramienta (11) .
7. El sistema de refrigeración de la reivindicación 4 que comprende además:
al menos dos bolsillos (14; 32) formados en el cuerpo de herramienta (11) para recibir un inserto (12; 26; 36; 45) 50 y un inserto (12; 26; 36; 45) montado en cada bolsillo (14; 32) , teniendo cada bolsillo (14; 32) un canal de refrigeración indirecta (17; 29) para conducir refrigerante a la cara trasera (16; 39; 47) del inserto (12; 26; 36; 45) , de modo que cada uno de los insertos (12; 26; 36; 45) del cuerpo de herramienta (11) se enfríe mediante refrigeración indirecta.
8. El sistema de refrigeración de la reivindicación 7 que comprende además:
al menos dos aberturas de chorro (31) montadas en el cuerpo de herramienta (11) y
separadas de los insertos (12; 26; 36; 45) ; y, un canal de refrigeración directa (28) acoplado a cada una de las aberturas de chorro (31) para suministrar 5 refrigerante a las aberturas de chorro (31) , de modo que las aberturas de chorro (31) pulvericen refrigerante sobre los insertos (12; 26; 36; 45) para enfriar directamente los insertos (12; 26; 36; 45) mientras que los insertos (12; 26; 36; 45) se enfrían indirectamente mediante el refrigerante suministrado a la cavidad (21; 38; 46) en la cara trasera (16; 39; 47) de los insertos (12; 26; 36; 45) .
9. El sistema de refrigeración de la reivindicación 1, en el que el caudal del refrigerante es 0, 08 l/min para cada filo (15; 37) .
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]