PROCEDIMIENTO DE FABRICACION DE UNA PIEZA DE MATERIAL COMPUESTO Y PRODUCTO OBTENIDO.
Procedimiento de fabricación de una pieza de material compuesto y producto obtenido.
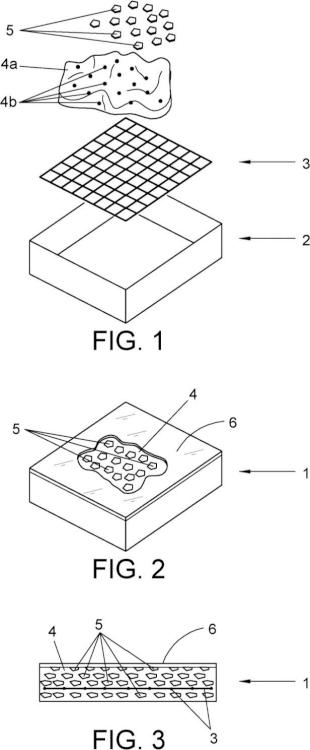
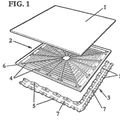
Con el procedimiento de fabricación se obtiene una pieza de material compuesto que comprende:
- Una mezcla que integra una resina (4a) en combinación de un material plástico en gránulos(4b).
- Una malla de armado (3) sumergida dentro de la mezcla de resina (4a) y material plástico en gránulos (4b).
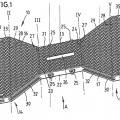
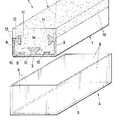
- Un material decorativo (5) que está embebido y sumergido dentro de la mezcla de resina y material plástico en gránulos; donde el material decorativo (5) es visible desde al menos una parte de la superficie exterior de la pieza de material compuesto (1).
- Una capa de material de protección (6) que cubre al menos una parte de la superficie exterior donde se encuentra parte del material decorativo (5).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430883.
Solicitante: GIL RODRIGUEZ, Enrique Javier.
Nacionalidad solicitante: España.
Inventor/es: GIL RODRIGUEZ,Enrique Javier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C43/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
- B29C70/40 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › Conformado o impregnado por comprensión (B29C 70/34 tiene prioridad).
- E01C5/22 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01C CONSTRUCCION O REVESTIMIENTO DE CARRETERAS, CANCHAS DE DEPORTES O SIMILARES; MAQUINAS O ACCESORIOS PARA LA CONSTRUCCION O LA REPARACION (creación de carreteras o superficies similares por compactación o dispersión de la nieve o del hielo E01H). › E01C 5/00 Pavimentos hechos con elementos prefabricados (especialmente adaptados para canchas de juego o de deporte E01C 13/04, para senderos peatonales, arcenes o pistas para ciclistas E01C 15/00; fabricación de piedras artificiales C04B; piedras de construcción E04C; suelos E04F). › hechos de elementos compuestos de una mezcla de materiales cubiertos por varios de los grupos E01C 5/02 - E01C 5/20.
PDF original: ES-2553677_A1.pdf
Patentes similares o relacionadas:
 Superficies que utilizan módulos estructurales, del 25 de Diciembre de 2019, de Permavoid Limited: Una matriz de módulos estructurales interconectados que forma un área adecuada para caminar sobre ella y/o para que un vehículo viaje directamente sobre […]
Superficies que utilizan módulos estructurales, del 25 de Diciembre de 2019, de Permavoid Limited: Una matriz de módulos estructurales interconectados que forma un área adecuada para caminar sobre ella y/o para que un vehículo viaje directamente sobre […]
LOSETA PARA BORDES DE PISCINAS, del 23 de Mayo de 2019, de GRANDE IGNACIO, Jaime Luis: 1. Loseta para bordes de piscinas caracterizada porque cuenta con una configuración estructural rectangular planta, y cuenta en su frontal con un reborde redondeado y en […]
Sistema de soporte subyacente estructural para su uso con elementos de pavimentación y revestimiento del suelo, del 27 de Diciembre de 2017, de Brock International: Un sistema de pavimentación para pavimentar, que comprende: • una capa superior de una pluralidad de elementos de pavimentación ; […]
Pavimento a base de mortero granular de matriz polimérica, drenante antideslizante y decorativa para vías de tráfico ligero, del 25 de Octubre de 2016, de PEREZ MARTINEZ, Paula: 1. Pavimento a base de mortero granular de matriz polimérica, drenante antideslizante y decorativa para vías de tráfico ligero, caracterizado por comprender […]
 Paneles constructivos, del 27 de Noviembre de 2015, de ARDERN, FERGUS: Un panel constructivo que comprende una sección central y dos secciones extremas opuestas , siendo la sección central de forma generalmente rectangular […]
Paneles constructivos, del 27 de Noviembre de 2015, de ARDERN, FERGUS: Un panel constructivo que comprende una sección central y dos secciones extremas opuestas , siendo la sección central de forma generalmente rectangular […]
 PIEZA PARA PAVIMENTACION DE SUPERFICIES Y PROCESO DE FABRICACION, del 27 de Mayo de 2013, de MORO FRANCO,EUSEBIO: Pieza para pavimentación de superficies y proceso de fabricación.
Está destinada para instalarse junto con otras piezas de pavimentación para conformar un suelo como superficie […]
PIEZA PARA PAVIMENTACION DE SUPERFICIES Y PROCESO DE FABRICACION, del 27 de Mayo de 2013, de MORO FRANCO,EUSEBIO: Pieza para pavimentación de superficies y proceso de fabricación.
Está destinada para instalarse junto con otras piezas de pavimentación para conformar un suelo como superficie […]
 CUBIERTA, del 14 de Julio de 2010, de BUTCHER, IAN CLIVE: Cubierta que comprende hierba artificial y un soporte rígido para dicha hierba artificial provista de por lo menos una zona expuesta en la superficie superior […]
CUBIERTA, del 14 de Julio de 2010, de BUTCHER, IAN CLIVE: Cubierta que comprende hierba artificial y un soporte rígido para dicha hierba artificial provista de por lo menos una zona expuesta en la superficie superior […]
 PANEL MODULAR DE PAVIMENTACION, del 7 de Abril de 2010, de CERAMICAS DEL FOIX, S.A.: El panel modular de pavimentación comprende una baldosa y una base unidas entre sí, comprendiendo dicha base unos medios de acoplamiento […]
PANEL MODULAR DE PAVIMENTACION, del 7 de Abril de 2010, de CERAMICAS DEL FOIX, S.A.: El panel modular de pavimentación comprende una baldosa y una base unidas entre sí, comprendiendo dicha base unos medios de acoplamiento […]