Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial.
Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial,
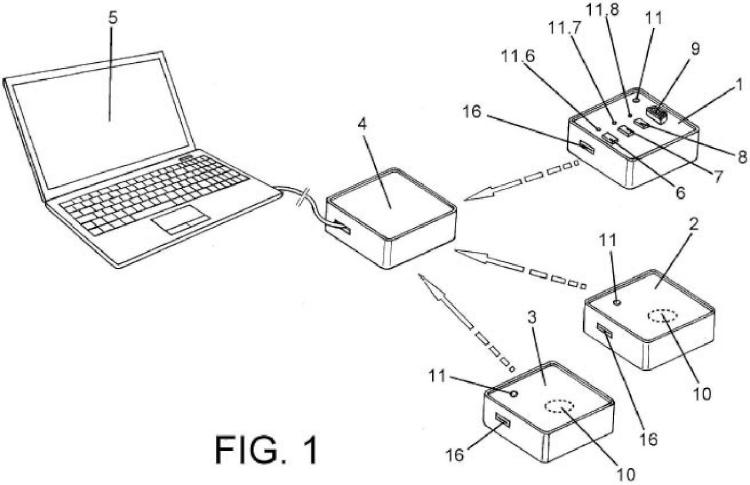
que consiste en unos nodos inalámbricos colectores de datos (1, 2, 3), para medir datos de la máquina industrial y que comprenden, un nodo colector de eventos de producción (1) que es operado manualmente por el operario de la máquina industrial y que registra datos de tiempos improductivos de la máquina industrial, un primer nodo contador de piezas (2) que mide el número de piezas correctas producidas por la máquina industrial, un segundo nodo contador de piezas (3) que mide el número de piezas defectuosas producidas por la máquina industrial, y un nodo receptor de datos (4) que recibe los datos medidos por los nodos inalámbricos colectores de datos (1, 2, 3) y los envía a un equipo de procesamiento de datos (5) que procesa los datos medidos para determinar la eficiencia productiva y ambiental de la máquina industrial.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430307.
Solicitante: UNIVERSIDAD DE NAVARRA - Escuela de Ingenieros.
Nacionalidad solicitante: España.
Inventor/es: SANTOS GARCÍA,Javier, VILES DÍEZ,Elisabeth, DE NÓ LENGARAN,Joaquín Juan, JACA GARCÍA,María Del Carmen, ORMAZÁBAL GOENAGA,Marta.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G06Q50/00 FISICA. › G06 CALCULO; CONTEO. › G06Q METODOS O SISTEMAS DE PROCESAMIENTO DE DATOS ESPECIALMENTE ADAPTADOS PARA FINES ADMINISTRATIVOS, COMERCIALES, FINANCIEROS, DE GESTION, DE SUPERVISION O DE PRONOSTICO; METODOS O SISTEMAS ESPECIALMENTE ADAPTADOS PARA FINES ADMINISTRATIVOS, COMERCIALES, FINANCIEROS, DE GESTION, DE SUPERVISION O DE PRONOSTICO, NO PREVISTOS EN OTRO LUGAR. › Sistemas o métodos especialmente adaptados para sectores de negocios específicos, p. ej. servicios públicos o turismo (informática para la atención sanitaria G16H).
- G06Q50/04 G06Q […] › G06Q 50/00 Sistemas o métodos especialmente adaptados para sectores de negocios específicos, p. ej. servicios públicos o turismo (informática para la atención sanitaria G16H). › Fabricación.
Fragmento de la descripción:
Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial.
Sector de la técnica
La presente invención está relacionada con el diagnóstico de la eficiencia general de maquinaria industrial, proponiendo un equipo que permite diagnosticar y controlar simultáneamente de forma no invasiva, inalámbrica y en tiempo real, la eficiencia productiva ("OEE"- Overall Equipment Effectiveness) y ambiental de una máquina industrial que trabaja según una producción discreta o por lotes.
Estado de la técnica
La supervisión de la eficiencia y la productividad de las máquinas en las instalaciones industriales es una cuestión que aún hoy en día se mantiene en un proceso de mejora continua. Ya sea por motivos económicos, o para asegurar la calidad del producto, los usuarios de las instalaciones industriales tienen interés por determinar la productividad teórica que puede conseguir una máquina, para compararla con la productividad real de la misma durante su funcionamiento. Así, la diferencia entre la productividad real y la teórica, es síntoma de la existencia de pérdidas productivas y, para mejorar la productividad, hay que determinar los incidentes que han provocado las pérdidas y cuáles han sido las causas.
En este sentido, en los procesos industriales de producción discreta, o por lotes, es habitual emplear el indicador porcentual "OEE" para medir la eficiencia productiva de las máquinas. Mediante el indicador "OEE" se determinan tres parámetros fundamentales de las máquinas, como son la disponibilidad (capacidad de la máquina para estar operativa cuando es necesario), el rendimiento (capacidad de mantener el ritmo de trabajo establecido en la máquina), y la calidad (capacidad de fabricar productos de acuerdo a las especificaciones).
Para determinar el "OEE", suelen emplearse datos de disponibilidad de producción, rendimiento y calidad que se encuentran accesibles en los archivos históricos de las instalaciones industriales. Así, para el cálculo del OEE estos datos se agrupan de acuerdo a seis grandes pérdidas: Perdidas de tiempo resultantes de paradas programadas y averías; configuraciones y cambios de producto en la máquina; pequeñas paradas no programadas; velocidad anormalmente reducida de funcionamiento la máquina; rechazos por puesta en marcha; y rechazos de producción.
Frecuentemente, los datos para calcular el "OEE" de una máquina se basan en medidas tomadas manualmente por el operario encargado de la máquina a evaluar, para en función de esos datos determinar la eficiencia productiva de la máquina y actuar en consecuencia. Esta actuación manual no permite determinar en tiempo real la ineficacia productiva de la máquina, además de no ser fiable ya que está sujeta a errores de medida por parte del usuario.
Actualmente, en las grandes plantas de producción industriales, las propias máquinas van provistas con un conjunto de sensores y equipos de medida mediante los que se obtienen diferentes datos de funcionamiento de las máquinas. Las máquinas suele estar conectadas a la red de comunicación de la planta y las señales de los datos de las máquinas se envían a través de dicha red de comunicación a un centro operativo desde donde se supervisa y controla la producción. Está solución permite obtener en tiempo real datos de funcionamiento de las máquinas y, entre otros indicadores se puede calcular el "OEE". Sin embargo su aplicación no se extiende a pequeñas y medianas plantas de producción, donde las máquinas no disponen
de sensores y equipos de medida propios, ni se dispone de una red de comunicación para llevar las señales medidas, de manera que la aplicación de esta solución a pequeñas y medianas plantas de producción obligaría a sensorizar las máquinas y a cablear toda la planta para establecer la red de comunicación, lo cual conlleva un alto coste que no resulta rentable para pequeños y medianos entornos de producción.
A este respecto, los documentos US 5.067.099 y ES 2.235.835 dan a conocer unos sistemas para determinar la eficiencia general (OEE) de plantas de producción, así como para determinar incidentes de averías y las causas que provocan los incidentes de averías que contribuyen de forma esencial a pérdidas de productividad en la planta de producción.
Se hace por tanto necesario un equipo de diagnóstico que suponga una alternativa sencilla, eficaz y de bajo coste para poder determinar en tiempo real la eficiencia productiva de una máquina industrial que trabaja según una producción discreta o por lotes en entornos productivos.
Objeto de la invención
De acuerdo con la presente invención se propone un equipo que permite diagnosticar de una forma sencilla, simultánea, y eficaz la eficiencia productiva y ambiental de una máquina industrial.
Este equipo para el diagnóstico en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, comprende:
- unos nodos inalámbricos colectores de datos de la máquina industrial que consisten en:
- un nodo colector de eventos de producción operado manualmente por el operario de la máquina industrial, que registra datos de tiempos improductivos de la máquina industrial;
- un primer nodo contador de piezas, que mide el número de piezas correctas producidas por la máquina industrial,
- un segundo nodo contador de piezas, que mide el número de piezas defectuosas producidas por la máquina industrial; y
- un nodo receptor de datos que recibe los datos medidos por los nodos inalámbricos colectores de datos y los envía a un equipo de procesamiento de datos que procesa los datos medidos para determinar la eficiencia productiva y ambiental de la máquina industrial, presentado su evolución en gráficos temporales agrupados en un informe.
El nodo colector de eventos de producción dispone de un primer interruptor para establecer la medida del tiempo improductivo debido a paradas programadas de la máquina industrial, de un segundo interruptor para establecer la medida del tiempo improductivo debido a averías de la máquina industrial, y de un tercer interruptor para establecer la medida del tiempo improductivo debido a tareas de preparación de la máquina industrial. Asimismo, opcionalmente el nodo colector de eventos de producción dispone de una entrada de datos para la conexión de un lector de códigos de barras, o para la conexión con una salida de datos de consumos de la máquina industrial. Se ha previsto que la entrada de datos sea una conexión RS232.
Cada nodo contador de piezas dispone de un sensor de presencia para detectar el paso de piezas, y de un indicador luminoso que se activa cuando el sensor de presencia detecta el paso
de una pieza. Adicionalmente, se ha previsto que se puede configurar el segundo nodo contador de piezas para que mida el número de piezas totales producidas por la máquina industrial.
De esta manera, el nodo colector de eventos de producción simplemente se coloca en la zona de trabajo del operario de la máquina industrial y cuando la máquina se para debido a una parada programada, avería, o tarea de preparación, el operario activa el correspondiente interruptor para establecer la medida del tiempo improductivo durante el tiempo que la maquina no está operativa, enviándose el dato de ese tiempo improductivo al nodo receptor de datos, el cual lo reenvía al equipo de procesamiento de datos en donde se almacena para calcular la eficiencia productiva y ambiental de la máquina. Asimismo, mediante el lector de códigos, que se conecta a la entrada de datos el nodo colector de eventos de producción, el operario toma otros datos de funcionamiento de la maquina industrial, que son enviados igualmente al nodo receptor de datos. La entrada de datos del nodo colector de eventos de producción se puede conectar a una salida de la máquina industrial desde la que se obtienen datos de consumo de la máquina industrial (o de cualquier equipo externo de medida que registre datos), como datos de consumo energético, o datos de consumos de fluidos de refrigeración (tales como taladrina, o agua), o datos de consumos de desperdicios de producción (tales como virutas, mermas, o sobrantes).
Los nodos contadores de piezas se disponen en la máquina industrial en una zona próxima a la zona de paso de las piezas procesadas por la máquina, disponiéndose el primer nodo contador de piezas en una zona próxima a la salida de piezas correctas producidas por la maquina, mientras que el segundo nodo contador de piezas se dispone en una zona próxima a la salida de piezas defectuosas producidas por la maquina. De esta manera, cada vez que una pieza pasa próxima a un nodo contador de piezas el respectivo sensor...
Reivindicaciones:
1. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, caracterizado porque consiste en:
ï? unos nodos inalámbricos colectores de datos (1, 2, 3) , para medir datos de la máquina industrial y que comprenden:
ï? un nodo colector de eventos de producción (1) que es operado manualmente por el operario de la máquina industrial y que registra datos de tiempos improductivos de la 10 máquina industrial,
ï? un primer nodo contador de piezas (2) que mide el número de piezas correctas producidas por la máquina industrial,
ï? un segundo nodo contador de piezas (3) que mide el número de piezas defectuosas producidas por la máquina industrial; y
ï? un nodo receptor de datos (4) que recibe los datos medidos por los nodos inalámbricos colectores de datos (1, 2, 3) y los envía a un equipo de procesamiento de datos (5) que 20 procesa los datos medidos para determinar la eficiencia productiva y ambiental de la máquina industrial.
2. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera reivindicación, caracterizado porque el 25 nodo colector de eventos de producción (1) dispone un primer interruptor (6) que permite determinar la medida del tiempo improductivo debido a paradas programadas de la máquina industrial, un segundo interruptor (7) que permite determinar la medida del tiempo improductivo debido a averías de la máquina industrial, y un tercer interruptor (8) que permite determinar la medida del tiempo improductivo debido a tareas de preparación de la máquina industrial. 30
3. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según las reivindicaciones primera y segunda, caracterizado porque el nodo colector de eventos de producción (1) dispone de una entrada de datos (9) para la conexión de un lector de códigos de barras, o para la conexión de una salida 35 de datos de consumos de la máquina industrial
4. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la reivindicación anterior, caracterizado porque la entrada de datos (9) es una conexión RS232. 40
5. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera reivindicación, caracterizado porque cada nodo contador de piezas (2, 3) dispone de un sensor de presencia (10) para detectar el paso de piezas, y de un indicador luminoso (11) que se activa cuando el sensor de presencia 45 (10) detecta el paso de una pieza.
6. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera y segunda reivindicaciones, caracterizado porque el nodo colector de eventos de producción (1) dispone de un indicador 50 luminoso (11) que señaliza un nivel bajo de batería, y cada interruptor (6, 7, 8) está asociado a un respectivo señalizador luminoso (11.6, 11.7, 11.8) que se mantiene iluminado cuando el respetivo interruptor (6, 7, 8) está activo.
7. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera reivindicación, caracterizado porque el segundo nodo contador de piezas (3) se configura para medir el número de piezas totales producidas por la máquina industrial. 5
8. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera reivindicación, caracterizado porque los nodos contadores de piezas (2, 3) disponen de unos medios de anclaje para posicionarse sobre una parte fija de la máquina industrial. 10
9. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera, segunda y tercera reivindicaciones, caracterizado porque el nodo colector de eventos de producción (1) comprende un módulo de acondicionamiento de señal (15) que adapta la tensión de los datos medidos por los 15 interruptores (6, 7, 8) , y la entrada de datos (9) , para enviarlos a un controlador (13) que comandada un módulo de recepción y envió de datos (14) que envía los datos medidos al nodo receptor de datos (4) .
10. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera, y quinta reivindicaciones, caracterizado 20 porque cada nodo contador de piezas (2, 3) comprende un módulo de acondicionamiento de señal (15) que adapta la tensión de los datos relacionados con las piezas detectadas por el sensor de presencia (10) , para enviarlos a un controlador (13) que comanda un módulo de recepción y envió de datos (14) que envía los datos al nodo receptor de datos (4) .
11. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según las reivindicaciones novena y décima, caracterizado porque el nodo colector de eventos de producción (1) , y los nodos contadores de piezas (2, 3) disponen de un respectivo módulo de alimentación eléctrica (12) que genera las señales de tensión necesarias para alimentar los distintos componentes de cada nodo. 30
12. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la reivindicación 11, caracterizado porque el nodo colector de eventos de producción (1) , y los nodos contadores de piezas (2, 3) disponen de una respectiva conexión de recarga (16) para conectar el respectivo módulo de alimentación 35 eléctrica (12) con una fuente de recarga de alimentación eléctrica externa.
13. Equipo para el diagnóstico simultáneo y en tiempo real de la eficiencia productiva y ambiental de una máquina industrial, según la primera reivindicación, caracterizado porque el nodo receptor de datos (4) comprende un controlador (18) que comanda un módulo de 40 recepción y envió de datos (17) que recibe los datos medidos por los nodos inalámbricos colectores de datos (1, 2, 3) , y un controlador de actividad externa (19) que controla una interfaz Ethernet (22) , o una interfaz WIFI (23) , o una interfaz GPRS/3G/4G (24) , para enviar los datos medidos por los nodos inalámbricos colectores de datos (1, 2, 3) al equipo de procesamiento de datos (5) y porque el nodo receptor de datos (4) dispone de un módulo de 45 alimentación eléctrica (20) encargado de generar todas las señales de tensión necesarias en el nodo a partir de una toma de corriente externa (21) .
Patentes similares o relacionadas:
Detección de daño de pantalla para dispositivos, del 8 de Julio de 2020, de Hyla, Inc: Un procedimiento para identificar una condición de una o más pantallas de un dispositivo electrónico, comprendiendo el procedimiento: recibir una solicitud […]
Cámara inteligente para compartir fotografías automáticamente, del 1 de Julio de 2020, de QUALCOMM INCORPORATED: Un procedimiento para compartir una imagen final utilizando un dispositivo, en el que el procedimiento es realizado por un servidor y comprende: […]
SISTEMA DE GESTIÓN DE UN SERVICIO DE TRANSPORTE PARA UN PASAJERO Y VEHÍCULO PARA REALIZAR EL SERVICIO DE TRANSPORTE PARA UN PASAJERO, del 30 de Junio de 2020, de SEAT, S.A.: Un sistema de gestión de un servicio de transporte para un pasajero y vehículo para realizar el servicio de transporte para un pasajero; […]
Gestión de software intrusivo, del 17 de Junio de 2020, de Google LLC: Un método, que comprende: dividir páginas de destino asociadas a anuncios en páginas de destino de entrenamiento y probar las páginas de […]
Sistema, procedimiento y programa de ordenador para permitir firmas y dedicaciones de forma remota, del 22 de Abril de 2020, de Syngrafii Inc: Un procedimiento para permitir firmas y/o dedicaciones de un artículo de forma remota, comprendiendo el procedimiento: proporcionar un primer ordenador en una primera […]
Dispositivo y método de audio multilingüe para atracciones, del 8 de Abril de 2020, de Universal City Studios LLC: Un dispositivo de comunicación multilingüe de atracción en donde un visitante puede seleccionar un archivo de un idioma particular correspondiente […]
Grabación y reproducción en una conferencia, del 12 de Febrero de 2020, de AMERICAN TELECONFERENCING SERVICES, LTD: Un método para grabar y reproducir una conferencia en línea, comprendiendo el método las etapas de: establecer, mediante un sistema de conferencia […]
Sistema para proporcionar información del cuerpo de un caballo, método de extracción de datos de imágenes fijas del cuerpo del caballo, programa de extracción de datos de imágenes fijas del cuerpo del caballo, y soporte de grabación legible por ordenador, del 8 de Enero de 2020, de RAKUTEN, INC: Un sistema proveedor de información sobre cuerpos de caballos que comprende: un dispositivo de almacenamiento de datos de imágenes en movimiento […]