Envase, particularmente para productos envasables asépticamente.
Envase (10) particularmente para envasado aséptico, que consiste en dos paredes laterales dispuestas en oposición (12) selladas térmicamente una a la otra a lo largo de la línea periférica (S),
comprendiendo dichas paredes (12), como mínimo, una capa de un material plástico metalizado sellable térmicamente (13), o dotada de efecto barrera, y, como mínimo, una capa (16) de material plástico sellable térmicamente, estando dispuesta dicha línea del sellado térmico periférico (S) en el borde de corte de dichas paredes (12), caracterizado porque en dicho borde de corte se dispone un encapsulado (I) de dichas capas acopladas (13, 16), estando formado dicho encapsulado por medio de rebose del material plástico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/069882.
Solicitante: GOGLIO S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA ANDREA SOLARI, 10 20144 MILANO ITALIA.
Inventor/es: GOGLIO, FRANCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B23/00
- B65D30/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › con los lados estratificados o múltiples colocados en la relación cara con cara, p. ej. lados dobles (B65D 30/14, B65D 30/26 tienen prioridad; con medios para amortiguar los golpes B65D 81/03).
- B65D75/48 B65D […] › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › que contienen líquidos, semilíquidos o pasta, p. ej. paquetes con forma de colchón.
PDF original: ES-2509955_T3.pdf
Fragmento de la descripción:
Envase, particularmente para productos envasables asépticamente El objeto de la presente invención es un envase, particularmente adecuado para el envasado aséptico de productos, tales como, por ejemplo, tomates cortados y puré de tomate, zumos de frutas y similares.
Los envases del tipo mencionado están constituidos por bolsas que tienen paredes con varias capas o películas, teniendo, como mínimo, una capa metalizada o en cualquier caso una capa con efecto barrera.
Cada pared de la bolsa tiene, de manera típica, una capa externa metalizada con las siguientes capas, desde el exterior hacia el interior: polietileno-poliéster metalizado-polietileno y, como mínimo, una capa de polietileno, preferentemente tres capas de polietileno.
Esta bolsa se describe, por ejemplo, en el documento EP 1512635 a nombre del solicitante y es obtenida acoplando separadamente las capas de cada pared y llevando a cabo a continuación el sellado térmico periférico y, después de ello, unos cortes transversales para separar una bolsa de la siguiente después de haber insertado previamente en una pared de la bolsa una embocadura para el llenado de la misma.
El documento EP 0 741 087 A1 da a conocer una bolsa de acuerdo con el preámbulo de la reivindicación 1.
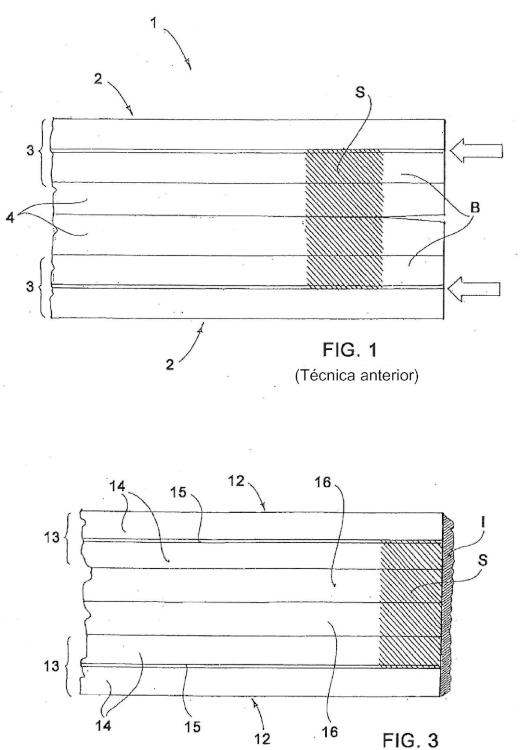
La figura 1 muestra una vista parcialmente seccionada de una bolsa 1 obtenida de esta manera. Más particularmente, la figura 1 muestra el sellado térmico periférico S entre paredes enfrentadas multicapa 2, comprendiendo cada una de ellas una capa externa metalizada 3 y, como mínimo, una capa interna 4 de un material plástico sellable térmicamente, tal como polietileno.
La figura 1 muestra también una parte del borde B, en cuya parte están separadas las paredes multicapa 2 selladas térmicamente, siguiendo el corte transversal de separación realizado durante la fase de producción de la bolsa 1.
Es evidente que la composición de las paredes de la bolsa puede ser distinta de la que se ha mostrado en primer lugar a título de ejemplo, dado que el procedimiento de fabricación de la bolsa, es decir, las fases de acoplamiento de las películas, puede ser también diferente.
Las bolsas obtenidas de esta manera, en las que la embocadura de llenado está cerrada por una caperuza externa, son pasadas normalmente a esterilización con rayos gamma antes de ser enviadas a los usuarios que son, en especial, firmas de envasado o firmas de productos alimenticios en general, que las utilizan para el envasado de tomates cortados y puré de tomate, zumos de frutas y similares.
El llenado de la bolsa tiene lugar por medio de sistemas apropiados de envasado aséptico, en los que el producto, después de haber sido sometido a tratamiento térmico por medio de haces de tubos, es enviado a un cabezal de carga, que comprende una cámara esterilizada que está dispuesta de forma tal que abraza la embocadura de llenado, produce un chorro de vapor o de una solución adecuada esterilizada, a efectos de esterilizar el área de la embocadura, retira la caperuza de cierre de la misma y finalmente dispone un tubo para la dispensación del producto dentro de la embocadura, para prever el llenado de la bolsa. Las operaciones indicadas, o la mayor parte 45 de las mismas, son llevadas a cabo con la bolsa insertada en un tambor especial para almacenamiento y transporte subsiguientes.
Las bolsas conocidas que se han descrito y mostrado en la figura 1 presentan, no obstante, la siguiente desventaja.
En la fase de esterilización con un chorro de vapor en la zona de la embocadura de llenado se genera condensación, que se deposita sobre la base del tambor. Esta condensación permanece en contacto con el corte transversal realizado en la base de la bolsa y, por lo tanto, con el borde de las diferentes capas componentes de las paredes de la bolsa, penetrando a través de las capas de polietileno, que no están combinadas entre sí, llegando al área de sellado térmico S.
Más particularmente, el contacto prolongado de la condensación con el borde de las capas metalizadas 3 provoca frecuentemente la deslaminación entre las películas combinadas de polietileno y poliéster metalizado de estas capas 3 (flechas de la figura 1) .
Como resultado, durante la fase de extracción de la bolsa del tambor de almacenamiento, que tiene lugar por levantamiento, el peso de su contenido provoca a veces su rotura, con la consiguiente salida del producto.
Otro punto de ataque por parte de sustancias externas está representado por el cierre térmico formado por lo menos en una pared de la bolsa para la fijación de la embocadura de llenado.
Por lo tanto, el objetivo de la invención es el de eliminar, o por lo menos reducir, el problema que se ha mencionado anteriormente, consiguiendo un envase, particularmente para productos fluidos, que se pueden envasar de forma aséptica, dotado de sellado térmico realizado de manera tal que impide las posibles infiltraciones de condensación entre las películas de las capas metalizadas y la consiguiente separación de las mismas.
Otro objetivo de la presente invención, es el de dar a conocer un envase que puede ser producido con costes de fabricación competitivos.
Estos y otros objetivos que quedarán más claros a continuación se consiguen de acuerdo con la invención que presenta las características indicadas en la reivindicación 1 que se adjunta.
Otras características ventajosas de la invención constituyen el objeto de las reivindicaciones dependientes.
De acuerdo con la presente invención, se da a conocer, por lo tanto, un envase destinado particularmente a envasado aséptico, constituido por dos paredes opuestas entre sí, selladas térmicamente una a la otra a lo largo de una línea periférica. Las paredes comprenden, como mínimo, una capa de un material plástico sellable térmicamente, metalizada o con efecto barrera y, como mínimo, una capa de material plástico sellable térmicamente. El envase se caracteriza porque la línea de sellado térmico periférica está prevista en el borde de corte de las paredes, a efectos de formar un encapsulado de las capas acopladas en el borde de corte, debido al rebose del material plástico.
Las características de la invención se apreciarán de forma más clara por la descripción detallada siguiente, que hace referencia a una de sus realizaciones simplemente a título de ejemplo no limitativo, mostrada en los dibujos adjuntos, en los que:
La figura 1 es una vista parcial, en sección y a mayor escala, de un envase de la técnica anterior;
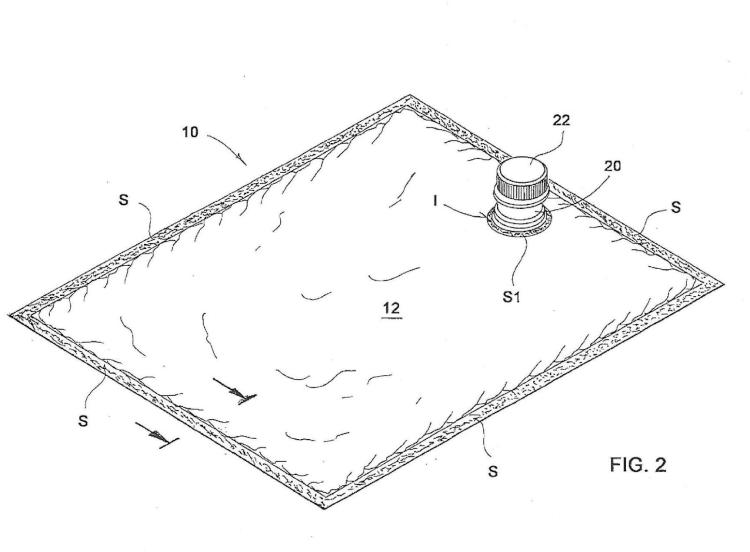
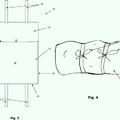
La figura 2 es una vista en perspectiva de un envase de acuerdo con una realización de la presente invención; y La figura 3 es una vista en sección, a mayor escala, según la línea de corte III-III de la figura 2.
En los dibujos indicados anteriormente, los elementos idénticos o similares serán designados por los mismos numerales de referencia.
Haciendo referencia a las figuras 2 y 3, se ha mostrado un envase, particularmente para productos fluidos envasables asépticamente, de acuerdo con una realización de la presente invención, indicado de manera general por el numeral de referencia 10.
El envase 10 comprende paredes laterales dispuestas en oposición 12, obtenidas a partir del acoplamiento de un mínimo de dos capas de material plástico y unidas entre sí por medio de una línea de sellado térmico periférica S. En una de las dos paredes laterales dispuestas en oposición 12, se aplica preferentemente una embocadura de llenado 20, dotada de una caperuza de cierre 22.
Tal como se ha mostrado en detalle en la figura 3, cada una de las paredes 12 comprende, preferentemente, una capa externa metalizada 13, o capa con efecto barrera, que comprende un par de películas 14 de material sellable térmicamente, tal como polietileno, entre las que está dispuesta una película de poliéster metalizado 15 y, como mínimo, otra capa interna de polietileno 16, en el ejemplo que se ha mostrado, una capa única de polietileno 16, pero en la práctica más de una capa. Las capas internas de polietileno 16 no están encoladas o combinadas entre sí ni con la capa externa metalizada 13.
El sellado térmico periférico S es formado en el borde de las paredes laterales dispuestas en oposición 12. Como resultado, en la fase de sellado térmico existe rebose del material plástico de polietileno del que están realizadas las paredes 12, que una vez enfriado, forma un encapsulado I de las capas 14, 15 y 16 en la línea de corte.
El encapsulado I impide, de manera ventajosa, la deslaminación de las capas externas metalizadas 13, es decir, la separación entre las películas de polietileno 14 y la película de poliéster metalizado 15, provocada por el... [Seguir leyendo]
Reivindicaciones:
1. Envase (10) particularmente para envasado aséptico, que consiste en dos paredes laterales dispuestas en oposición (12) selladas térmicamente una a la otra a lo largo de la línea periférica (S) , comprendiendo dichas paredes (12) , como mínimo, una capa de un material plástico metalizado sellable térmicamente (13) , o dotada de efecto barrera, y, como mínimo, una capa (16) de material plástico sellable térmicamente, estando dispuesta dicha línea del sellado térmico periférico (S) en el borde de corte de dichas paredes (12) , caracterizado porque en dicho borde de corte se dispone un encapsulado (I) de dichas capas acopladas (13, 16) , estando formado dicho encapsulado por medio de rebose del material plástico.
2. Envase (10) , según la reivindicación 1, caracterizado porque comprende, como mínimo, otros dos sellados térmicos en dos lados longitudinales opuestos o transversales de la bolsa para acoplar dichas paredes laterales dispuestas en oposición (12) , paralelas a la línea de sellado térmica periférica del borde (S) y adecuadamente separada de la misma.
3. Envase (10) , según la reivindicación 1 ó 2, caracterizado porque dicha, como mínimo, una capa metalizada o capa con efecto barrera (13) comprende un par de películas de polietileno (14) con una película de poliéster metalizado (15) situada entre ellas.
4. Envase (10) , según la reivindicación 1 ó 2, caracterizado porque dicha, como mínimo, una capa metalizada o capa con efecto barrera (13) comprende, como mínimo, una película de nilón o de etileno-alcohol vinílico (EVOH) .
5. Envase (10) , según cualquiera de las reivindicaciones 1 a 4, caracterizado porque dicha, como mínimo, una capa de material plástico (16) está realizada en polietileno. 25
6. Envase (10) , según cualquiera de las reivindicaciones anteriores, caracterizado porque se forma un corte en una de dichas paredes laterales dispuestas en oposición (12) para insertar y fijar una embocadura de llenado (20) dotada de caperuza de cierre (22) .
7. Envase (10) , según la reivindicación 6, caracterizado porque se dispone un sellado térmico (S1) con encapsulado (I) de las capas enfrentadas (13-16) en el borde de dicho corte para insertar y fijar la embocadura de llenado (20) .
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
 Dispositivo de almacenamiento de productos frescos, del 28 de Agosto de 2019, de Sway International Pty Ltd: Uso de un dispositivo de almacenamiento de productos frescos para contener un producto fresco que incluye hierbas, frutas o verduras, teniendo el dispositivo de almacenamiento […]
Dispositivo de almacenamiento de productos frescos, del 28 de Agosto de 2019, de Sway International Pty Ltd: Uso de un dispositivo de almacenamiento de productos frescos para contener un producto fresco que incluye hierbas, frutas o verduras, teniendo el dispositivo de almacenamiento […]
Dispositivo y procedimiento para alimentar y dosificar bolsas de filtro con productos de infusión o extrusión, del 4 de Junio de 2019, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un dispositivo para alimentar y dosificar productos de infusión o extracción para una máquina para hacer bolsas de filtro (S) que contienen productos de infusión […]
Disposición de envase, del 22 de Abril de 2019, de Vortex Innovation Worx (Pty) Ltd: Una disposición de envase para la manipulación de masas de material fluido y que está adaptada para estar localizada dentro de un contenedor de masas intermedio […]
Saco de papel, del 17 de Abril de 2019, de DY-Pack Verpackungen Gustav Dyckerhoff GmbH: Saco de papel para carga a granel como cemento, yeso, material granulado, alimento para animales o parecidos, que tiene un fondo , de preferencia un fondo de […]
Bolsa, del 26 de Septiembre de 2018, de MONDI AG: Bolsa con una pared envolvente formada por al menos dos capas cerradas respectivamente mediante cordón de pegado longitudinal formando una manga con dos extremos […]
Saco de papel y procedimiento de fabricación para un saco de papel, del 11 de Abril de 2018, de DY-Pack Verpackungen Gustav Dyckerhoff GmbH: Saco de papel para productos a granel, como cemento, yeso , granulado, alimento para animales, u otros, con un fondo y una parte superior […]