Procedimiento autoadaptativo para el montaje de puertas laterales en carrocerías de vehículos automóviles.
Procedimiento para el montaje de puertas laterales en carrocerías de vehículos automóviles,
en el que las puertas están conectadas a la carrocería por medio de un par de bisagras, proporcionado cada una de ellas un pivote para el soporte y la articulación de la puerta, consistiendo cada bisagra en un elemento (CF) para la conexión a la carrocería y un elemento (CM) para la conexión a la puerta, así como un pasador (P) para su articulación giratoria mutua, en el que dicho procedimiento comprende las etapas siguientes:
- detectar una pluralidad de dimensiones medidas a lo largo de las coordenadas X, Y, Z en la carrocería del vehículo y en las puertas, con la ayuda de unas referencias apropiadas, para cumplir las condiciones geométricas del acoplamiento entre las puertas y los respectivos asientos de recepción de puerta;
- determinar, sobre la base de las dimensiones detectadas, las posiciones de montaje de cada par de elementos de bisagra (CF, CM) que se van a conectar separadamente a los laterales de la carrocería del vehículo y a las estructuras de puerta, para conseguir que los pivotes de soporte y articulación de las puertas estén bien alineados entre sí y que el ajuste geométrico de la puerta sea coherente con los asientos receptores de puerta respectivos en los laterales de la carrocería del vehículo, de conformidad con el dibujo del conjunto proyectado;
- montar los elementos de bisagra (CF, CM) mencionados anteriormente en la carrocería en las posiciones determinadas de este modo;
estando dicho procedimiento caracterizado por que la etapa de detección de una pluralidad de dimensiones se lleva a cabo por medio de unos sistemas optoelectrónicos y por que dicho procedimiento comprende además las etapas siguientes:
- proporcionar a las puertas los respectivos elementos de bisagra de puerta (CM), al tiempo que, mediante un software, se hace interactuar el sistema de montaje de los elementos de bisagra de puerta (CM) con el sistema de montaje de los elementos de bisagra de carrocería (CF), con el fin de asegurar sustancialmente la coherencia con el dibujo del conjunto proyectado;
- montar las puertas en la carrocería del vehículo conectando los elementos de bisagra de lateral de carrocería (CF) y los elementos de bisagra de puerta (CM) entre sí simplemente insertando los pasadores de articulación (P) respectivos en sus asientos, sin necesidad de realizar más operaciones de ajuste y registro de los ajustes geométricos, a lo largo de la línea de acabado de la carrocería de vehículo antes de la pintura o a lo largo de la línea de ensamblaje de vehículos final.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/054623.
Solicitante: C.R.F. SOCIETA CONSORTILE PER AZIONI.
Nacionalidad solicitante: Italia.
Dirección: STRADA TORINO 50 10043 ORBASSANO (TORINO) ITALIA.
Inventor/es: MANGIARINO, CARLO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B62D65/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 65/00 Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar. › los subconjuntos o componentes siendo puertas, ventanillas, techos que se pueden abrir, tapas, capós o sus juntas o sus bandas de estanqueidad contra la intemperie.
PDF original: ES-2535952_T3.pdf
Fragmento de la descripción:
Procedimiento autoadaptativo para el montaje de puertas laterales en carrocerías de vehículos automóviles.
Campo de la invención La presente invención se refiere al campo de los procedimientos de fabricación de carrocerías de vehículos automóviles y, en particular, a los procedimientos de ensamblaje de puertas laterales, de tipo bisagra, en carrocerías de vehículos automóviles. En el documento US 2008/303307 A1, se da a conocer un procedimiento de acuerdo con el preámbulo de la reivindicación 1.
Objetos de la invención La invención tiene los siguientes objetos principales:
- mejorar la calidad funcional y estética de las carrocerías producidas;
- eliminar las operaciones manuales críticas para la fiabilidad del producto acabado, actualmente aplicadas en los procedimientos conocidos;
- simplificar los sistemas de logística de fábrica;
- reducir el tiempo necesario para configurar la producción de nuevos modelos de vehículos automóviles.
Sumario de la invención Con el fin de alcanzar estos objetos, la invención proporciona un procedimiento que cuenta con las características indicadas en la reivindicación 1 anexa.
Otras características ventajosas de la invención se especifican en las reivindicaciones dependientes.
De acuerdo con la invención, en un sistema de ensamblaje de carrocerías de vehículos automóviles, en todas las carrocerías producidas o solo en algunas carrocerías determinadas, cada una de las cuales representa un lote de producción correspondiente, la detección geométrica de los puntos correspondientes al acoplamiento de las puertas laterales con los asientos receptores de puertas en los laterales de la carrocería se realiza "en línea", presumiendo que el plano de posicionamiento del elemento de bisagra de carrocería es un plano de referencia (las coordenadas X, Y, Z, respectivamente, se corresponden con la dimensión longitudinal, la dimensión transversal y la dimensión vertical de la carrocería) . Un sistema optoelectrónico permite determinar las dimensiones de montaje de "mejor ajuste" necesarias para el montaje autoadaptativo de los elementos de bisagra del lateral de carrocería en "tiempo real", compensando las desviaciones con respecto a las dimensiones proyectadas, inducidas por los procesos de conformado y ensamblaje de las piezas que constituyen la carrocería, y garantizando que el posicionamiento de las puertas sea coherente con el dibujo proyectado del conjunto de "carrocería acabada con piezas movibles".
Para este propósito, se utiliza un programa de software específicamente desarrollado, que transforma las detecciones geométricas en datos numéricos que pueden ser leídos por los controles de una máquina, que realiza las operaciones autoadaptativas, descritas a continuación. Dicho software depende del diseño de las formas de los productos y tiene en cuenta también la deformación elástica de la estructura del vehículo debida al peso de las puertas montadas y las presiones nominales requeridas para garantizar la estanqueidad de fluidos de los burletes elastoméricos que se aplican. La dimensión de los elementos de bisagra del lateral de carrocería y el posicionamiento relativo en los laterales de la carrocería constituyen las variables del proceso autoadaptativo, por el que es posible proporcionar una compensación de las desviaciones inducidas por la cadena de tolerancias que son inherentes a los sistemas de fabricación de carrocerías de coches, ya sea en proceso (para las desviaciones que no son suficientemente estables) o una tantum (solo una vez) al configurar el proceso de fabricación, o periódicamente, en función de los lotes de producción (para las desviaciones suficientemente estables) .
Las puertas completadas con unos elementos de bisagra de puerta se producen con unas dimensiones nominales proyectadas con tolerancias suficientemente reducidas, mediante el uso de un procedimiento para el montaje de los elementos de bisagra que es capaz de compensar las desviaciones de la gama de tolerancias inducida por el proceso para conformar las estructuras de las puertas, siendo realizada dicha compensación una tantum (solo una vez) al configurar el proceso de producción, o "periódicamente", en función de los lotes de producción.
Mediante los procedimientos de la invención mencionados anteriormente, se presentan unas puertas específicas biunívocamente adaptadas a una carrocería específica, de forma que el montaje de las puertas en las carrocerías y en los vehículos puede llevarse a cabo sin necesidad de realizar unas adaptaciones manuales o semiautomáticas a lo largo de la línea de acabado de la carrocería, que requerirían el uso de instrumentos de calibración adecuados en cada puerta y en cada asiento receptor de puerta de la carrocería.
Otras características convenientes del procedimiento objeto de la invención se describirán en lo sucesivo, haciendo referencia a los dibujos de ejemplo adjuntos, en los que:
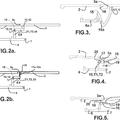
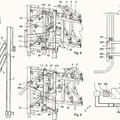
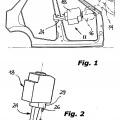
- la figura 1 es una vista lateral de una carrocería de vehículo automóvil, en la que están indicados unos puntos que están sometidos a una detección optoelectrónica, según una forma de realización del procedimiento según la invención, -la figura 2 es una vista en escala ampliada del detalle II de la figura 1, en la que están indicadas las marcas de láser obtenidas en una forma de realización adicional del procedimiento según la invención, -la figura 3 ilustra un ejemplo de un elemento de bisagra de carrocería conectado a la carrocería del vehículo, -la figura 4 ilustra un ejemplo de un elemento de bisagra de puerta conectado a la puerta, -la figura 5 muestra una vista explosionada de toda la unidad de bisagra, en la que el elemento de bisagra del lateral de carrocería se indica con la referencia CF, el elemento de bisagra del lateral de puerta se indica con la referencia CM, el pasador de bisagra P, el casquillo B para montar de forma giratoria el elemento CM en el pasador P, el tornillo V para el acoplamiento de un orificio roscado obtenido en el extremo inferior del pasador P, para sujetar la parte cónica del pasador en el asiento de este en el orificio del elemento CF y la arandela R, que se bloquea en el vástago superior ß2 del pasador P, las referencias F y G indican los orificios obtenidos en los elementos CF y CM para la fijación por medio de tornillos a la carrocería y a la puerta.
Descripción detallada de la invención De acuerdo con la invención, en un sistema de ensamblaje de carrocerías, en todas las carrocerías producidas o solo en unas carrocerías determinadas, cada una de las cuales representa un lote de carrocerías correspondiente, la detección geométrica de los puntos correspondientes al acoplamiento de las puertas laterales con los asientos en el lateral de la carrocería se realiza "en línea".
La figura 1 de los dibujos anexos es una vista lateral de una carrocería de vehículo automóvil en la que se muestran los puntos de la carrocería que se someten a esta operación de detección, haciendo referencia a un ejemplo no limitativo, que se proporciona en el presente documento simplemente a efectos ilustrativos. En la presente descripción, las coordenadas X, Y, Z están asociadas, de acuerdo con una práctica estándar, a la dirección longitudinal, la dirección transversal y la dirección vertical, respectivamente, de la carrocería del vehículo. En la figura 1, para cada punto sometido a la detección, se indican las dimensiones medidas respectivas. Además, la figura 1 indica ambos puntos detectados como referencias primarias para las mediciones (véanse los rombos con vértices negros) y los puntos detectados como referencias secundarias para las mediciones (véanse los rombos con vértices blancos) así como los puntos (véanse los símbolos rodeados por rectángulos) detectados para determinar las dimensiones de montaje (o fabricación) del montaje autoadaptativo de los elementos de bisagra en la carrocería del vehículo.
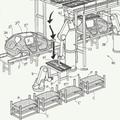
Con el objetivo de llevar a cabo la operación de detección mencionada anteriormente, de acuerdo con el procedimiento de la invención, se proporciona para el posicionamiento "en línea", al final del ciclo de ensamblaje y soldadura de las carrocerías, un sistema de medición optoelectrónico programable, que comprende:
- un robot de varios ejes, con capacidad de posicionamiento exacto y repetible;
- una cámara, provista de un sensor telemétrico exacto, aplicado a la muñeca del robot;
- una unidad electrónica conectada a la cámara, que procesa los datos de medición en tiempo real de acuerdo con un programa de software predeterminado;
- un soporte para el posicionamiento de la carrocería del vehículo sobre los elementos de referencia que... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el montaje de puertas laterales en carrocerías de vehículos automóviles, en el que las puertas están conectadas a la carrocería por medio de un par de bisagras, proporcionado cada una de ellas un pivote para el soporte y la articulación de la puerta, consistiendo cada bisagra en un elemento (CF) para la conexión a la carrocería y un elemento (CM) para la conexión a la puerta, así como un pasador (P) para su articulación giratoria mutua, en el que dicho procedimiento comprende las etapas siguientes:
- detectar una pluralidad de dimensiones medidas a lo largo de las coordenadas X, Y, Z en la carrocería del vehículo y en las puertas, con la ayuda de unas referencias apropiadas, para cumplir las condiciones geométricas del acoplamiento entre las puertas y los respectivos asientos de recepción de puerta;
- determinar, sobre la base de las dimensiones detectadas, las posiciones de montaje de cada par de elementos de bisagra (CF, CM) que se van a conectar separadamente a los laterales de la carrocería del vehículo y a las estructuras de puerta, para conseguir que los pivotes de soporte y articulación de las puertas estén bien alineados entre sí y que el ajuste geométrico de la puerta sea coherente con los asientos receptores de puerta respectivos en los laterales de la carrocería del vehículo, de conformidad con el dibujo del conjunto proyectado;
- montar los elementos de bisagra (CF, CM) mencionados anteriormente en la carrocería en las posiciones determinadas de este modo;
estando dicho procedimiento caracterizado por que la etapa de detección de una pluralidad de dimensiones se lleva a cabo por medio de unos sistemas optoelectrónicos y por que dicho procedimiento comprende además las etapas siguientes:
- proporcionar a las puertas los respectivos elementos de bisagra de puerta (CM) , al tiempo que, mediante un software, se hace interactuar el sistema de montaje de los elementos de bisagra de puerta (CM) con el sistema de montaje de los elementos de bisagra de carrocería (CF) , con el fin de asegurar sustancialmente la coherencia con el dibujo del conjunto proyectado;
- montar las puertas en la carrocería del vehículo conectando los elementos de bisagra de lateral de carrocería (CF) y los elementos de bisagra de puerta (CM) entre sí simplemente insertando los pasadores de articulación (P) respectivos en sus asientos, sin necesidad de realizar más operaciones de ajuste y registro de los ajustes geométricos, a lo largo de la línea de acabado de la carrocería de vehículo antes de la pintura o a lo largo de la línea de ensamblaje de vehículos final.
2. Procedimiento según la reivindicación 1, caracterizado por que las operaciones mencionadas anteriormente para detectar y determinar las dimensiones de montaje se llevan a cabo en línea de acuerdo con la cadencia de la línea de ensamblaje de carrocerías y unidades de puerta para llevar a cabo las adaptaciones necesarias "en proceso".
3. Procedimiento según la reivindicación 2, caracterizado por que las operaciones para detectar las dimensiones y determinar las posiciones de ensamblaje se llevan a cabo por medio de sistemas de control programables, que permiten operar en varios modelos, sin necesidad de un tiempo de ajuste.
4. Procedimiento según la reivindicación 3, caracterizado por que dichos sistemas de control están conectados directamente a los sistemas de control de unos medios de mecanizado y ensamblaje automatizado.
5. Procedimiento según la reivindicación 3, caracterizado por que dichos sistemas para detectar y determinar las dimensiones de montaje en la carrocería del vehículo son también capaces de controlar el marcaje óptico en la carrocería de las referencias (o, v) requeridas para el montaje manual asistido de los elementos de bisagra de carrocería (CF) que se van a conectar a la carrocería del vehículo.
6. Procedimiento según la reivindicación 1, caracterizado por que la operación de detección mencionada anteriormente se lleva a cabo mediante las etapas siguientes:
- detectar, en primer lugar, por lo menos tres puntos de las superficies planas de los laterales de la carrocería, en las que los elementos de bisagra de carrocería están fijados;
- suponer que dichas superficies son unos planos de referencia para las mediciones a lo largo de la dirección Y;
- llevar a cabo las interpolaciones necesarias de los datos de medición, en función de la optimización de los perfiles de acoplamiento entre las puertas y los asientos de recepción de puerta respectivos en los laterales de la carrocería.
7. Procedimiento según la reivindicación 1, caracterizado por que el sistema de detección mencionado anteriormente está programado para llevar a cabo dicha etapa de determinación de las dimensiones de "mejor ajuste" de montaje, considerando los perfiles de acoplamiento definidos por la forma de la carrocería de vehículo, así como la deformación elástica de la estructura de vehículo debida al peso de la puerta y la presión necesaria para garantizar una acción de estanqueidad correcta de los burletes elastoméricos aplicados en la carrocería.
8. Procedimiento según la reivindicación 5, caracterizado por que las referencias (o, v) para el montaje de los elementos de bisagra de carrocería en la carrocería se obtienen bien por medio de una ligera incisión por un efecto de láser térmico, o bien por medio de marcaje por láser sobre una película fotosensible, aplicado sobre una parte seleccionada de la carrocería.
9. Procedimiento según la reivindicación 4, caracterizado por que cada par de elementos de bisagra de lateral de carrocería (CF) está prevista en una estación de trabajo para obtener: 15
- la orientación y la coplanaridad adecuadas de las paredes () de dichos elementos de bisagra (CF) que entran en contacto con las superficies de acoplamiento en la carrocería;
- la alineación y coincidencia de los ejes de bisagra (a) definidos por los dos elementos de bisagra de lateral de 20 carrocería;
- la distancia mutua adecuada de las partes de soporte (ß1) de los elementos de bisagra (CF) a lo largo de dicho eje de bisagra (a) ;
- estando dicho procedimiento caracterizado además por que el mecanizado coplanario de dichas paredes () se lleva a cabo eliminando una tolerancia de mecanizado prevista para obtener el posicionamiento correcto del eje de bisagra en la carrocería a lo largo de la dirección Y, y -por que los dos elementos de bisagra de carrocería mecanizados de este modo son recogidos por medio de 30 una herramienta de agarre controlada por un robot manipulador, que lleva a cabo la operación de montaje autoadaptativo simultáneo de los dos elementos de bisagra en la carrocería del vehículo.
10. Procedimiento según la reivindicación 9, caracterizado por que los robots de manipulación posicionan los elementos de bisagra de carrocería (CF) en el lateral de la carrocería y los elementos de bisagra de puerta (CM) en la estructura de puerta, manteniendo dichos elementos en una posición estable al empujarlos contra las superficies de conexión respectivas, con una presión unidireccional controlada, mientras el robot u otro sistema de fijación inserta y fija unos pernos o unas tuercas que conectan los elementos de bisagra a las respectivas estructuras.
11. Procedimiento según la reivindicación 1, caracterizado por que la estructura de puerta está realizada a partir de aluminio moldeado a presión y comprende, integrada en ella, los elementos de bisagra de puerta (CM) , estando los asientos del pasador de articulación (P) en dichos elementos de bisagra de puerta acabados mediante el mecanizado en un centro de la máquina, de forma coherente con la posición de las partes de superficie plana de la estructura de puerta, sobre las cuales están fijadas las guías para el cristal de ventana deslizante.
Patentes similares o relacionadas:
Aparato y método de instalación de parabrisas, del 12 de Febrero de 2020, de Belron International Limited: Aparato para su uso en el manejo de parabrisas para su instalación en un vehículo, comprendiendo el aparato: un conjunto de ancla de parabrisas […]
 Dispositivo de articulación temporal de una puerta de vehículo, del 30 de Octubre de 2019, de COUTIER INDUSTRIE: Dispositivo de montaje temporal de una puerta en una carrocería de vehículo que comprende:
- un primer soporte unido de […]
Dispositivo de articulación temporal de una puerta de vehículo, del 30 de Octubre de 2019, de COUTIER INDUSTRIE: Dispositivo de montaje temporal de una puerta en una carrocería de vehículo que comprende:
- un primer soporte unido de […]
Método para montar una puerta en una carrocería de un vehículo, del 16 de Agosto de 2017, de SIEMENS AKTIENGESELLSCHAFT: Método para montar una pieza de montaje en una carrocería de un vehículo, en donde - varias mitades de bisagras del lado de la carrocería son montadas en la carrocería […]
Dispositivo de levantamiento, del 17 de Mayo de 2017, de BELRON HUNGARY KFT- ZUG BRANCH: Un dispositivo de levantamiento manual para levantar paneles de acristalamiento de vehículo que comprende un brazo de levantamiento alargado que […]
 Sistema para montar un componente sobre una estructura de carrocería de un vehículo de motor, del 28 de Septiembre de 2016, de COMAU SPA: Un sistema para montar un componente, en particular un panel de techo, sobre una estructura de carrocería de vehículo de motor, del tipo que comprende: - un dispositivo […]
Sistema para montar un componente sobre una estructura de carrocería de un vehículo de motor, del 28 de Septiembre de 2016, de COMAU SPA: Un sistema para montar un componente, en particular un panel de techo, sobre una estructura de carrocería de vehículo de motor, del tipo que comprende: - un dispositivo […]
Procedimiento e instalación de soldado de elementos de carrocería de automóvil con cambio rápido de útil por rotonda elevadora, del 3 de Agosto de 2016, de PEUGEOT CITROEN AUTOMOBILES SA: Instalación destinada al ensamble de piezas de carrocería , comprendiendo dicha instalación al menos una estación de ensamble provista de medios automáticos […]
 Bastidor de montaje de una puerta de vehículo, del 6 de Abril de 2016, de COUTIER INDUSTRIE: Bastidor de montaje para puerta del vehículo que comprende por lo menos:
- un primer soporte , denominado soporte fijo, con medios para […]
Bastidor de montaje de una puerta de vehículo, del 6 de Abril de 2016, de COUTIER INDUSTRIE: Bastidor de montaje para puerta del vehículo que comprende por lo menos:
- un primer soporte , denominado soporte fijo, con medios para […]
 Dispositivo de soldadura por resistencia, particularmente para soldar porciones de una carrocería de vehículo a motor, del 23 de Noviembre de 2015, de KGR S.P.A: Dispositivo de soldadura por resistencia, en particular para la soldadura de porciones de una carrocería de vehículo a motor, que comprende un aparato de movimiento robotizado […]
Dispositivo de soldadura por resistencia, particularmente para soldar porciones de una carrocería de vehículo a motor, del 23 de Noviembre de 2015, de KGR S.P.A: Dispositivo de soldadura por resistencia, en particular para la soldadura de porciones de una carrocería de vehículo a motor, que comprende un aparato de movimiento robotizado […]