DISPOSITIVO ADECUADO PARA LA FABRICACIÓN Y FLOCADO DE PIEZAS EN CONTINUO.
1. Dispositivo adecuado para la fabricación y flocado de piezas en continuo;
comprendiendo: un cuerpo principal (1) acoplable a una extrusora (2) y provisto de una hilera (11) para la fabricación extrusión de una pieza extruida (3) a flockar, una desbobinadora (4) de suministro en continuo, a una velocidad constante, de una cinta flocada (5) a aplicar sobre la pieza extruida en la hilera; comprendiendo dicha cinta flocada (5) unos regruesamientos en unas zonas de empalme (51) de tramos consecutivos de la misma; caracterizado porque comprende:
- una pieza ajustable (6) que define a la salida de la hilera (11) una ventana (12) de paso ajustado al grueso de la pieza extruida (3) y de la cinta flocada (5) aplicada sobre la misma;
- un sensor(7) de las zonas de empalme (51) de la cinta flocada (5), estando dicho sensor (7) dispuesto entre la desbobinadora y la mencionada ventana (12), y a una distancia determinada de la ventana (12) y conectado a una unidad de control;
- un actuador lineal (8) de desplazamiento de la pieza ajustable (6) en una dirección de apertura y cierre de la ventana (5) de paso de la pieza extruida (3) y de la cinta flocada (5) y;
- una unidad de control (9) que provoca el accionamiento del actuador lineal (8), con un retardo calculado desde la detección por parte del sensor (7) del paso de una zona de empalme (51) de la cinta flocada, y un incremento momentáneo de la apertura de la ventana (12).
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U201530230.
Solicitante: INDUSTRIAS TAPLA, S.L..
Nacionalidad solicitante: España.
Inventor/es: TALAVERA BARCELO,JOSE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H20/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › Avance de bandas (Aparatos que entregan artículos y que llevan incorporados dispositivos para operaciones auxiliares B65H 35/00, B65H 37/00).
Descripción:
Objeto de la invención.
El objeto de la presente invención se refiere a un dispositivo adecuado para la fabricación y flocado de piezas en continuo, que presenta unas características orientadas a impedir la rotura de la cinta flocada por las zonas de empalme de sucesivos tramos de la misma durante su aplicación en continuo sobre una pieza extruida.
Campo de aplicación de la invención.
Esta invención es aplicable en el campo dedicado a la fabricación de piezas extruidas flocadas, destinadas a diferentes sectores y principalmente al sector del automóvil.
Estado de la técnica.
El flocado de perfiles de materiales plásticos mediante la aplicación de cinta flocada a medida que se van extrusionando dichos perfiles requiere bastante precisión para garantizar un contacto efectivo de la cinta flocada con el perfil en cuestión.
Esta precisión se puede alcanzar con la tecnología utilizada actualmente siendo de mencionar en este sentido el dispositivo de extrusión y flocado de piezas objeto de la solicitud del modelo de utilidad U201430910 del mismo solicitante que comprende un cuerpo principal aplicable a una extrusora y provista de una hilera para el paso del material a extruir y la conformación de una pieza extruida y una tapa frontal, ajustable, que define conjuntamente con una porción extrema de la hilera una zona de guiado del conjunto formado por la pieza extruida y la cinta flocada previamente a su salida al exterior.
Sin embargo, la fabricación de cinta flocada sin empalmes tiene unas limitaciones físicas por lo que si se desea aumentar la longitud de la cinta flocada a suministrar en continuo es preciso incorporar empalmes en la misma.
En las zonas de empalme la cinta flocada presenta un regruesamiento que en el peor de los casos puede ser igual al doble del espesor nominal de la cinta flocada.
Este regruesamiento es incompatible con la precisión que requiere la aplicación de la cinta flocada en el perfil extruido y a veces es causa de roturas de la cinta flocada durante su aplicación en el perfil, lo que conlleva una serie de problemas como el
paro de la producción, la merma de producto y los costes que suponen tanto el producto como el coste de máquina y de personal.
El solicitante de la presente invención desconoce la existencia en el mercado de dispositivos para la fabricación y flocado de piezas en continuo que permita resolver los problemas expuestos.
Descripción de la invención.
El dispositivo adecuado para la fabricación y flocado de piezas en continuo objeto de esta invención; comprendiendo: un cuerpo principal acoplable a una extrusora y provisto de una hilera para la extrusión de la pieza a fabricar; una des bobinadora de suministro en continuo y a una velocidad constante de una cinta flocada a aplicar sobre la pieza extrusionada en la hilera; y comprendiendo dicha cinta flocada unos regruesamientos en las zonas de empalme de tramos consecutivos de la misma;
presenta unas particularidades constructivas orientadas a definir a la salida de la hilera una ventana de paso ajustado al grueso de la pieza extruida y de la cinta flocada aplicada sobre la misma y permitir un incremento momentáneo de la apertura de la ventana de forma sincronizada con las zonas de empalme de la cinta flocada, que tienen un mayor grueso, evitando el riesgo de rotura de la cinta flocada por dichas zonas de empalme y los costes que ello conlleva.
Para ello y de acuerdo con la invención este dispositivo comprende: un sensor de las zonas de empalme de la cinta flocada dispuesto entre la desbobinadora y la mencionada ventana, encontrándose dicho sensor a una distancia determinada de 35 la ventana de paso y conectado a una unidad de control; un actuador lineal de
desplazameinto de la pieza ajustable en una dirección de apertura y cierre de la ventana de paso de la pieza extruida y de la cinta flocada y; una unidad de control que provoca, con un retardo preestablecido desde la detección por parte del sensor del paso de una zona de empalme de la cinta flocada, el accionamiento del
actuador lineal y un incremento momentáneo la apertura de la ventana para el paso de la zona de empalme de la cinta conjuntamente con la pieza extruida.
El mencionado actuador lineal puede tratarse a título de ejemplo de un cilindro neumático que mantiene la pieza ajustable en una posición adecuada para que la ventana defina un hueco adecuado para que la cinta flocada realice un contacto efectivo con el perfil extruido y que se fije sobre el mismo; provocando un incremento momentáneo del grado de apertura de la ventana para que pase la zona de empalme de la cinta flocada y ésta no se rompa.
El retardo necesario para sincronizar la apertura de la ventana y el paso de la zona de empalme de la cinta es determinado por la unidad de control en función de la velocidad de suministro de la cinta flocada y de la distancia existente entre el sensor de la zona de empalme y la ventana de paso.
Cabe mencionar que este dispositivo puede incorporar varias ventanas y varios actuadores en función de la geometría y zonas del perfil a flocar.
Descripción de las figuras.
Para complementar la descripción que se está realizando y con objeto de facilitar la comprensión de las características de la invención, se acompaña a la presente memoria descriptiva un juego de dibujos en los que, con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
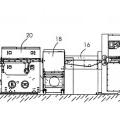
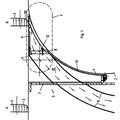
-La figura 1 muestra una vista esquemática en alzado de un ejemplo de realización del dispositivo adecuado para la fabricación y flocado de piezas en continuo.
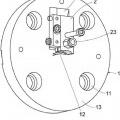
-La figura 2 muestra una vista en alzado frontal del cuerpo principal en el que se pueden observar la hilera para la extrusión de la pieza a fabricar por extrusión, la 35 ventana de salida del perfil de la cinta flocada y el actuador lineal que actúa sobre la
pieza ajustable para variar el hueco de la ventana durante el paso de la zona de empalme de la cinta flocada.
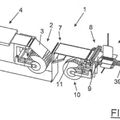
- La figura 3 muestra una vista análoga a la anterior, con el dispositivo duplicado 5 adecuado para aplicar dos cintas flocadas sobre un mismo perfil extruido.
Realización preferida de la invención.
Como se puede observar en las figuras 1 y 2 este dispositivo comprende: un cuerpo 10 principal (1) destinado a acoplarse a una extrusora (2) y que dispone de una hilera (11) para la fabricación de una pieza extruida (3) de material plástico; una desbobinadora (4) de la cinta flocada (5) a aplicar; presentado dicha cinta flocada (5) unos regruesamientos definidos en las zonas de empalme (51) de tramos consecutivos.
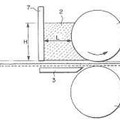
El dispositivo comprende en los ejemplos mostrados en las figuras 1 y 2 una pieza ajustable (6) que define a la salida de la hilera (11) una ventana (12) para el paso de la pieza extruida (3) y de la cinta flocada (5) aplicada sobre aquélla.
Como se puede observar en la figura 1 el dispositivo comprende un sensor (7) de las zonas de empalme (51) de la cinta flocada (4) . Dicho sensor (7) está dispuesto entre la desbobinadora (3) y la extrusora (2) , a una distancia determinada de la ventana (12) enfrentada a la pieza ajustable (6) y conectado a una unidad de control (9) .
Dicha unidad de control (9) acciona al actuador lineal (8) con un retardo calculado respecto a la detección por parte del sensor (7) del paso de una zona de empalme (51) de la cinta flocada, de forma que la ventana (12) incrementa momentáneamente su apertura mientras pasa a través de la misma el regruesamiento definido en la zona de empalme (51) de la cinta flocada, eliminando el riesgo de rotura de la misma.
El retardo en el accionamiento de la pieza ajustable (6) respecto a la detección por parte del sensor (7) de una zona de empalme (51) de la cinta flocada (5) es 35 determinada por la unidad de control (9) en función de la velocidad de suministro de la cinta flocada (5) y de la distancia existente entre el sensor (7) y la mencionada ventana (12) . De este modo se consigue la sincronización de la apertura adicional de la ventana (21) por parte del actuador lineal (8) y el paso a través de la misma de la zona de empalme de la cinta.
Como se observa en la figura 3 este dispositivo puede duplicarse en caso de que sea preciso aplicar dos cintas flocadas simultáneamente y en continuo sobre dos superficies longitudinales de un mismo perfil extruido.
Una vez descrita suficientemente la naturaleza de la invención, así como un ejemplo de realización preferente, se hace constar a los efectos oportunos que los materiales, forma, tamaño y disposición de los elementos descritos podrán ser modificados, siempre y cuando ello no suponga una alteración de las características esenciales de la invención que se reivindican a continuación.
Reivindicaciones:
1. Dispositivo adecuado para la fabricación y flocado de piezas en continuo; comprendiendo: un cuerpo principal (1) acoplable a una extrusora (2) y provisto de una hilera (11) para la fabricación extrusión de una pieza extruida (3) a flockar, una desbobinadora (4) de suministro en continuo, a una velocidad constante, de una cinta flocada (5) a aplicar sobre la pieza extruida en la hilera; comprendiendo dicha cinta flocada (5) unos regruesamientos en unas zonas de empalme (51) de tramos consecutivos de la misma; caracterizado porque comprende:
- una pieza ajustable (6) que define a la salida de la hilera (11) una ventana (12) de paso ajustado al grueso de la pieza extruida (3) y de la cinta flocada (5) aplicada sobre la misma;
- un sensor(7) de las zonas de empalme (51) de la cinta flocada (5), estando dicho sensor (7) dispuesto entre la desbobinadora y la mencionada ventana (12), y a una distancia determinada de la ventana (12) y conectado a una unidad de control;
- un actuador lineal (8) de desplazamiento de la pieza ajustable (6) en una dirección de apertura y cierre de la ventana (5) de paso de la pieza extruida (3) y de la cinta flocada (5) y;
- una unidad de control (9) que provoca el accionamiento del actuador lineal (8), con un retardo calculado desde la detección por parte del sensor (7) del paso de una zona de empalme (51) de la cinta flocada, y un incremento momentáneo de la apertura de la ventana (12).
Patentes similares o relacionadas:
Dispositivo para la compensación continua del estiramiento de una película durante el tensado aplicable en máquinas de envasado, del 28 de Septiembre de 2018, de PFM IBÉRICA PACKAGING MACHINERY, S.A: Un dispositivo de compensación aplicable en máquinas de envasado de avance intermitente con un material de envoltura constituido por […]
 Dispositivo para un troquel de lecho plano y procedimiento para alimentar una banda de material de impresión, del 5 de Agosto de 2015, de GALLUS STANZ- UND DRUCKMASCHINEN GMBH: Dispositivo para introducir una banda de material de impresión , especialmente de papel o cartón, en una máquina de troquelado y/o estampación […]
Dispositivo para un troquel de lecho plano y procedimiento para alimentar una banda de material de impresión, del 5 de Agosto de 2015, de GALLUS STANZ- UND DRUCKMASCHINEN GMBH: Dispositivo para introducir una banda de material de impresión , especialmente de papel o cartón, en una máquina de troquelado y/o estampación […]
 DISPOSITIVO DE EXTRUSIÓN Y FLOCADO DE PIEZAS, del 15 de Julio de 2014, de INDUSTRIAS TAPLA, S.L.: 1. Dispositivo de extrusión y flocado de piezas; que comprende:
- un cuerpo principal provisto de: unos medios de fijación a una extrusora; una hilera […]
DISPOSITIVO DE EXTRUSIÓN Y FLOCADO DE PIEZAS, del 15 de Julio de 2014, de INDUSTRIAS TAPLA, S.L.: 1. Dispositivo de extrusión y flocado de piezas; que comprende:
- un cuerpo principal provisto de: unos medios de fijación a una extrusora; una hilera […]
 Dispositivo de recubrimiento para una dispersión en suspensión, del 28 de Octubre de 2013, de DSG INTERNATIONAL LIMITED: Máquina-herramienta para el mecanizado con arranque de virutas con
- una bancada de máquina con estabilidad de forma cuyo lado longitudinal se extiende en la […]
Dispositivo de recubrimiento para una dispersión en suspensión, del 28 de Octubre de 2013, de DSG INTERNATIONAL LIMITED: Máquina-herramienta para el mecanizado con arranque de virutas con
- una bancada de máquina con estabilidad de forma cuyo lado longitudinal se extiende en la […]
 MAQUINA PARA LA FABRICACION Y ENVASADO DE PRODUCTOS LAMINARES RECTANGULARES, EN PARTICULAR ALFOMBRILLAS PARA BAÑO Y DUCHA, del 15 de Julio de 2010, de PLANELLAS PARERA, MANUEL BERMUDEZ SANCHEZ, IGNACIO: Máquina para la fabricación y envasado de productos laminares rectangulares, en particular alfombrillas para baño y ducha. Comprende una estación […]
MAQUINA PARA LA FABRICACION Y ENVASADO DE PRODUCTOS LAMINARES RECTANGULARES, EN PARTICULAR ALFOMBRILLAS PARA BAÑO Y DUCHA, del 15 de Julio de 2010, de PLANELLAS PARERA, MANUEL BERMUDEZ SANCHEZ, IGNACIO: Máquina para la fabricación y envasado de productos laminares rectangulares, en particular alfombrillas para baño y ducha. Comprende una estación […]
METODO Y APARATO PARA PRODUCIR ELEMENTOS LAMINADOS., del 16 de Febrero de 2006, de BRIDGESTONE CORPORATION: Método para producir elementos laminares en el que son producidos elementos laminares enterizos a base de repetir los pasos de aportar una cantidad predeterminada de material […]
ESTACION DE INTRODUCCION DE UN MATERIAL EN BANDA SUMINISTRADO DE MANERA CONTINUA A UNA ESTACION QUE LA TRABAJA SECUENCIALMENTE, del 16 de Octubre de 1997, de BOBST S.A.: LA ESTACION DE INTRODUCCION COMPRENDE UN RODILLO DESCENTRADO MONTADO ENTRE DOS PLACAS GIRATORIAS ALREDEDOR DEL CUAL PASA UNA MATERIA EN BANDA […]
 DISPOSITIVO DE ASPIRACION DE UNA CAPA LIMITE DE AIRE PROXIMA A UNA PARED, del 1 de Mayo de 2009, de TLT-TURBO GMBH: Dispositivo para la aspiración de una capa límite de aire próxima a una pared de un flujo que es suministrado a una pared en movimiento paralelo […]
DISPOSITIVO DE ASPIRACION DE UNA CAPA LIMITE DE AIRE PROXIMA A UNA PARED, del 1 de Mayo de 2009, de TLT-TURBO GMBH: Dispositivo para la aspiración de una capa límite de aire próxima a una pared de un flujo que es suministrado a una pared en movimiento paralelo […]