ABARCON MONIPIEZA Y PROCEDIMIENTO DE FABRICACION DEL MISMO.
Abarcón monopieza y proceso de fabricación del mismo, configurado en U para fijar tubos (7),
constituido por un cuerpo monobloque y macizo, de acero al carbono o acero inoxidable, cuya parte central (4) inferiormente es de superficie plana (5) y presenta una superficie superior (6) de configuración variable, que para fabricarlo se parte de una pieza (2) en forma de barra cilíndrica o "redondo", cuyos extremos se someten a un proceso de mecanizado para realizar sendas espigas roscadas (3), y luego se somete a proceso de laminado o estampado en caliente para modificar el perfil de su parte central (4) proporcionando la superficie plana (5) por su parte inferior y la forma superior (6) según, las necesidades de cada aplicación. Finalmente, se curva la pieza (2) para otorgarle la forma en U mediante conformado en frío, con prensa hidráulica y matriz.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201001512.
Solicitante: TRANSFORMADOS METALICOS GADES, S.L.U.
Nacionalidad solicitante: España.
Inventor/es: GARCIA ARAUJO,Jesus Manuel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00).
Fragmento de la descripción:
ABARCÓN MONOPIEZA Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO
OBJETO DE LA INVENCIÓN
La invención, tal como expresa el enunciado de la presente memoria descriptiva, se refiere a un abarcón monopieza y al procedimiento de fabricación del mismo, aportando a la función a que se destina varias ventajas, además de características de novedad inherentes a su organización y constitución, que se describirán en detalle más adelante y que suponen una destacable mejora del estado actual de la técnica.
En particular, el objeto de la invención se centra en un abarcón que, configurado convencionalmente como dispositivo de sujeción en U, para fijar tubos, mástiles, barras y elementos similares, y siendo de los que dispone de extremos roscados y cuenta con una parte central de superficie interiormente plana, presenta la particularidad de estar constituido por una única pieza monobloque a la que se ha dado forma mediante un proceso de mecanizado, de laminado y forjado, evitando ventajosamente la existencia y realización de soldaduras que incrementan su coste de fabricación y merman su resistencia.
ANTECEDENTES DE LA INVENCIÓN
Como es sabido, los abarcones son unos dispositivos de sujeción en U ampliamente utilizados en múltiples aplicaciones, sirviendo, generalmente, para sujetar tubos, mástiles, barras y elementos similares, normalmente cilíndricos.
Dichos abarcones, que en su versión más simplificada consisten en una varilla metálica cilíndrica y curvada en U cuyos extremos están roscados, a menudo, por las características de la
aplicación a que se destinan y/o para mejorar su
fijación al tubo, han de tener la parte inferior
central plana.
Para conseguir dicha parte inferior central plana, en los abarcones convencionales conocidos hasta ahora en el mercado, se recurre a la incorporación al mismo de una pletina metálica que se suelda a la varilla, lo cual conlleva una serie de inconvenientes a los que la presente invención pretende dar solución.
Tales inconvenientes consisten, por un lado, en el encarecimiento que supone la realización de dicha soldadura para fijar la pletina en la varilla del abarcón, y que debe sumarse al proceso de rebaje de los extremos de la varilla para realizar el fileteado de la zona roscada.
El segundo inconveniente, y tal vez más importante, es el hecho de que la soldadura realizada para la incorporación de la pletina se suele llevar a cabo a una temperatura muy elevada, lo cual conlleva la tendencia del material a cristalizar, provocando que merme la resistencia de la pieza.
El objetivo de la presente invención es, pues, desarrollar un nuevo tipo de abarcón con superficie plana central que evite tales inconvenientes y permita garantizar una resistencia absoluta del material, debiendo señalarse que, por parte del solicitante se desconoce la existencia de ningún otro abarcón o invención de aplicación similar que presente unas características técnicas, estructurales y constitutivas semejantes a las que presenta el que aquí se preconiza.EXPLICACIÓN DE LA INVENCIÓN
Así, el abarcón monopieza y el procedimiento de fabricación del mismo que la presente invención propone, se configura como una destacable novedad
dentro de su campo de aplicación, ya que a tenor de su
implementación y de forma taxativa, se alcanzan
satisfactoriamente los objetivos anteriormente
señalados como idóneos, estando los detalles
caracterizadores que lo hacen posible y que lo distinguen de lo ya conocido en el mercado, convenientemente recogidos en las reivindicaciones finales que acompañan a la presente memoria descriptiva.
De forma concreta, pues, lo que la invención propugna es un abarcón que está configurado convencionalmente como dispositivo metálico de sujeción en U aplicable para fijar tubos o elementos cilíndricos similares, disponiendo de extremos roscados y una parte central de superficie inferior plana, presenta la particularidad de estar constituido por una única pieza metálica monobloque la cual se realiza a partir del siguiente procedimiento:
En primer 1ugar, se parte de una barra metálica o quot;redondoquot;, que puede ser de acero al carbono
(F-1 o similar) o de acero inoxidable (AISI 316 ó 304) , de longitud variable según las necesidades y cuyo diámetro varía entre 15 a 100 mm. en función del ancho que requiera la pletina de cada caso.-A los extremos de dicha barra se lo somete a un proceso de mecanizado para realizar sendas espigas roscadas, cuya longitud y diámetro variarán según las necesidades de cada caso.
Seguidamente, se procede a modificar el perfil central de la pieza para proporcionar la superficie plana inferior de la parte central, así como la forma superior que se desee otorgar a dicha zona, la cual, puede variar para distintas aplicaciones. Dicha modificación se realiza mediante un proceso de laminado o estampado en caliente.
-Finalmente, se curva la pieza para darle la forma en U mediante conformado en frío, con prensa hidráulica y matriz. El abarcón así terminado tendrá las medidas necesarias según el tubo a fijar.
Visto lo que antecede, se constata que el descrito abarcón monopieza y el procedimiento de fabricación del mismo representan una innovación de características estructurales y constitutivas desconocidas hasta ahora, razones que unidas a su
utilidad práctica, la dotan de fundamento suficiente
para obtener el privilegio de exclusividad que se
solicita.
DESCRIPCIÓN DE LOS DIBUJOS
Para complementar la descripción que se está realizando del abarcón objeto de la invención y para ayudar a una mejor comprensión de las características que lo distinguen, se acompaña la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo yno limitativo se han representado las diferentes fases
del proceso de fabricación de dicho abarcón,
consistentes en lo siguiente:
Las figuras número 1 y 2. Muestran, respectivamente una vista en planta y perfil de la pieza metálica de la que se parte para fabricar el abarcón monopieza objeto de la invención.
Las figuras número 3 y 4. Muestran, respectivamente, una vista en planta y perfil de la pieza con las espigas de los extremos mecanizadas y roscadas.
Las figuras número 5 y 6. Muestran, respectivamente, una vista en planta y perfil de la pieza en su siguiente fase de fabricación con la zona central ya modificada.
Las figuras número 7 a 9. Muestran sendas vistas en sección de diferentes opciones de diseño alternativo del perfil de la parte central de la pieza.
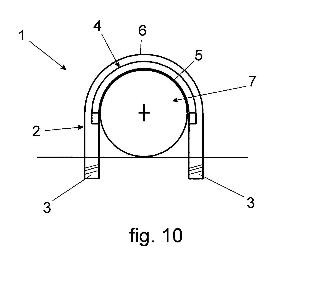
La figura número 10. Muestra una vista en alzado del abarcón ya terminado y dispuesto en modo de uso sujetando el tubo a que se destina.
REALIZACIÓN PREFERENTE DE LA INVENCIÓN
A la vista de las mencionadas figuras, y de acuerdo con la numeración adoptada, se puede apreciar en ellas un ejemplo de realización preferida de la invención, la cual comprende las partes y elementos que se describen en detalle a continuación.Así, tal como se observa en dichas figuras, el abarcón (1) está constituido por un cuerpo monobloque y macizo, de configuración en U, disponiendo de extremos roscados y una parte central de superficie plana interiormente, para cuya fabricación se han seguido los siguientes pasos:
-Se parte de una pieza (2) metálica en forma de barra cilíndrica o quot;redondoquot;, que será de acero al carbono (F-1 o similar) o acero inoxidable (AISI 316 ó 304) y longitud variable con un diámetro de entre 15 a 100 mm (figuras 1 y 2) .
-Los extremos de dicha pieza (2) se someten a un proceso de mecanizado para realizar sendas espigas roscadas (3) , cuya longitud y diámetro variarán según las necesidades de cada caso, siendo el fileteado de la rosca en entre M/6 a M/30 (figuras 3 y 4) .
Posteriormente se somete a la pieza (2) a un proceso de laminado o estampado en caliente para modificar el perfil de su parte central (4) proporcionándole una superficie plana (5) por su parte inferior y una superficie superior (6) de configuración que, según las necesidades de cada aplicación, puede variar, pudiendo ser, por ejemplo, redondeada en su centro con aristas marcadas (figuras 5 y 6) , angulada a dos vertientes (figura 7) , angulada a dos vertientes que abarcan sólo su parte central (figura 8) o formando una elevación redondeada en la parte central (figura 9) . El ancho alto de dicho perfil de la parte central
(4) de la pieza (2) será variable, determinado por el diámetro de la barra de partida...
Reivindicaciones:
1. ABARCÓN MONOPIEZA, del tipo configurado como dispositivo de sujeción en U aplicable para fijar tubos (7) O elementos cilíndricos similares, siendo de los que dispone de extremos roscados y cuenta con una parte central de superficie internamente plana, caracterizado porque dicho abarcón (1) está constituido por un cuerpo monobloque y macizo de acero al carbono (F-1 o similar) o acero inoxidable (AISI 316 ó 304) , cuya parte central (4) , que interiormente es de superficie plana (5) , presenta una superficie superior
(6) de configuración variable.
2. ABARCÓN MONOPIEZA, según la reivindicación 1, caracterizado porque la parte central
(4) del cuerpo monobloque que constituye el abarcón (1) presenta una superficie superior (6) de configuración redondeada en su centro.
3. ABARCÓN MONOPIEZA, según la reivindicación 1, caracterizado porque la parte central
(4) del cuerpo monobloque que constituye el abarcón (1) presenta una superficie superior (6) de configuración angulada a dos vertientes 4. ABARCÓN MONOPIEZA, según la reivindicación 1, caracterizado porque la parte central
(4) del cuerpo monobloque que constituye el abarcón (1) presenta una superficie superior (6) de configuración angulada a dos vertientes que abarcan solo su parte central.
(4) del cuerpo monobloque que constituye el abarcón (1)
5. ABARCÓN MONOPIEZA, según la reivindicación 1, caracterizado porque la parte central presenta una superficie superior ( 6) de configuración formando una elevación redondeada en la parte central
6. PROCEDIMIENTO DE FABRICACIÓN DE UN
ABARCÓN MONOPIEZA, tal como el descrito en las
reivindicaciones 1 a 5, caracterizado porque
comprende los siguientes pasos:
-Se parte de una pieza (2) metálica en forma de barra cilíndrica o quot;redondoquot;,
-Los extremos de dicha pieza (2) se someten a un proceso de mecanizado para realizar sendas espigas roscadas (3) ,
-Posteriormente se somete a la pieza (2) a un proceso de laminado o estampado en caliente para modificar el perfil de su parte central (4) proporcionándole una superficie plana (5) por su parte inferior y una forma superior (6) según, las necesidades de cada aplicación.
Finalmente, se curva la pieza (2) para otorgarle la forma en U mediante conformado en frío,
con prensa hidráulica y matriz.
7. PROCEDIMIENTO DE FABRICACIÓN DE UN
ABARCÓN MONOPIEZA, según la reivindicación 6,
caracterizado porque la pieza (2) en forma de barra es
de longitud variable con un diáme tro de entre 15 a 100
mm. en función del ancho que se precise para la
pletina.
8. PROCEDIMIENTO DE FABRICACIÓN DE UN ABARCÓN MONOP IEZA, según las reivindicaciones 6 y 7, caracterizado porque las espigas roscadas (3) tienenlongitud la rosca y en diámetro variables, entre M/6 a M/30. siendo el fileteado de
5 9. PROCEDIMIENTO DE FABRICACIÓN DE ABARCÓN MONOPIEZA, según las reivindicaciones 6 a caracterizado porque las medidas del abarcón obtenido van desde DN 15 mm hasta DN 500 mm. UN 8, (1)
Patentes similares o relacionadas:
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
BARRA DE METAL MARCADA POR ESTAMPADO DIRECTO, del 24 de Agosto de 2017, de CMP PRATSA, S.A. DE C.V: La presente invención se refiere a una barra de metal con una o varias marcas en forma perimetral mediante el estampado directo en el metal utilizada para el ensamblaje […]
MAQUINA Y PROCEDIMIENTO PARA FORMAR ESTRUCTURAS METALICAS AUTOPORTADORAS DE PAREDES VERTICALES Y CON TECHO DE BOVEDA Y CONSTRUCCIONES DE TALES ESTRUCTURAS., del 16 de Junio de 2002, de M.I.C. INDUSTRIES, INC.: UNA MAQUINA PARA FORMAR EDIFICACIONES METALICAS MOVILES FORMA UN PANEL (P) DE LONGITUD PREVIAMENTE DETERMINADA PARTIENDO […]
METODO DE PROPORCIONAR RADIOS DE CURVATURA MUY PEQUEÑOS EN ESTRUCTURAS TUBULARES., del 1 de Octubre de 1994, de PROPRIETARY TECHNOLOGY, INC.: EL METODO QUE SE PRESENTA PERMITE CURVAR ESTRUCTURAS TUBULARES CON CURVATURAS DE RADIO MUCHO MENOR QUE LAS NORMALMENTE ACEPTABLES PARA EL DIAMERO […]
APARATO CURVATUBOS ELECTRICO PERFECCIONADO., del 16 de Mayo de 1994, de SUPER-EGO TOOLS S.A.: APARATO CURVATUBOS ELECTRICO PERFECCIONADO, DE LOS QUE UTILIZAN UNA HORMA Y UN PATIN DE FORMA, CARACTERIZADO PORQUE COAXIAL CON EL EJE DE […]
ELEMENTO EN HORQUILLA PARA LA SECCION DE CURVATURA DE APARATO PARA CURVAR TUBERIAS, CONECTABLE A LA SECCION DE CONTROL Y PROVISTO CON BRAZOS PARA SOPORTAR EL ELEMENTO DE APOYO HUECO DE LA TUBERIA A SER CURVADA., del 16 de Marzo de 1992, de C.M.L. COSTRUZIONI MECCANICHE LIRI S.R.L.: ELEMENTO HORQUILLA PARA LA SECCION DE CURVATURA DE UN APARATO DE CURVAR TUBERIAS QUE ES CONECTABLE A LA SECCION DE CONTROL DEL MISMO, PARA SOPORTAR LOS ELEMENTOS […]
APARATO PARA EL CURVADO MANUAL DE TUBOS, BARRAS Y SIMILARES., del 16 de Julio de 1991, de REMS-WERK CHRISTIAN FOLL UND SOHNE GMBH & CO: APARATO PARA EL CURVADO MANUAL DE TUBOS, BARRAS Y SIMILARES, QUE ESTA REALIZADO EN FORMA DE UNA HERRAMIENTA ELECTRICA, CUYO MOTOR ACCIONA DE FORMA GIRATORIA UNA MATRIZ […]
PROCEDIMIENTO Y DISPOSITIVO PARA TRANSFORMAR UNA MATERIAL EN FORMA DE BARRA Y MATERIAL EN FORMA DE BARRA, del 5 de Octubre de 2011, de Universität Dortmund: Procedimiento de transformación de un material en forma de barra , comprendiendo al menos los siguientes pasos: a) Introducción del material en forma de barra […]