Procedimiento para cortar productos de alimentación.
Procedimiento para cortar productos de alimentación (17; 127),
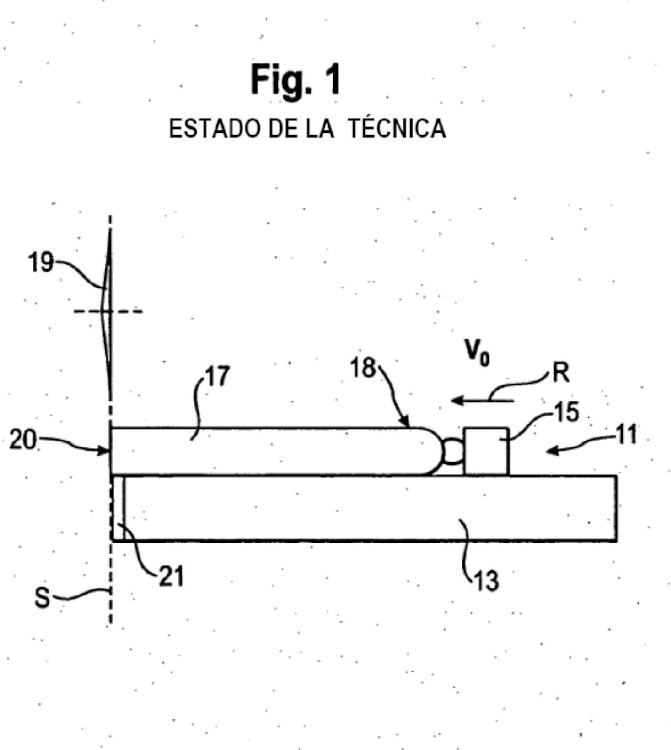
especialmente mediante una cortadora de alto rendimiento, siendo transportado al menos un producto (17; 127) mediante una alimentación (11; 113) del producto a lo largo de una dirección de avance (R; F1), a través de un plano de corte (S; S1), en el cual se desplaza, especialmente girando y/o circulando, al menos una cuchilla de corte (19; 111) para el corte de lonchas del producto (17; 127), la cual no obstante, durante una fase de corte en vacío, en la que la cuchilla de corte (19; 111) continúa desplazándose, no corta en ello ninguna loncha del producto (17; 127), se establece una distancia (D) entre la cuchilla de corte (19; 111) y el producto (17; 127), caracterizado por que durante la fase de corte en vacío el producto (17; 127) continúa siendo transportado a lo largo de la dirección de avance (R; F1).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10015739.
Solicitante: WEBER MASCHINENBAU GMBH BREIDENBACH.
Nacionalidad solicitante: Alemania.
Dirección: GÜNTHER-WEBER-STRASSE 3 35236 BREIDENBACH ALEMANIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26D7/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Medios de montaje y regulación de la herramienta de corte; Medios para la regulación de la carrera de la herramienta de corte.
PDF original: ES-2549909_T3.pdf
Fragmento de la descripción:
Procedimiento para cortar productos de alimentación
La invención se refiere a un procedimiento según el preámbulo de la reivindicación 1.
Los procedimientos de este tipo son conocidos fundamentalmente, por ejemplo, del documento EP 1 046 476 A2, y sirven para cortar salchichas, carne y queso en lonchas a gran velocidad. Las velocidades de corte típicas se sitúan entre varios cientos hasta varios miles de cortes por minuto. Las cortadoras modernas de alta velocidad se diferencian entre otras cosas en la configuración de la cuchilla de corte y en la forma del accionamiento de rotación para la cuchilla de corte. Las cuchillas llamadas de hoz o espirales rotan alrededor de un eje de rotación, sin que ese propio eje de rotación no efectúe ningún movimiento adicional. Por el contrario, las cuchillas giratorias circulares funcionan adicionalmente rotando de forma planetaria alrededor de otro eje adicional separado del eje de rotación. Que tipo de cuchilla, o bien que tipo de accionamiento ha de preferirse, depende en ello de la utilización respectiva.
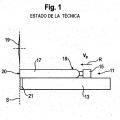
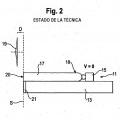
Las altas velocidades de corte mencionadas anteriormente hacen necesario, y esto es válido independientemente del tipo de cuchilla y del modo de accionamiento, que en un corte de productos en porciones se realicen los llamados cortes en vacío, en los que la cuchilla se sigue moviendo, es decir, efectúa su movimiento de corte, pero en ello no obstante no corta en el producto, sino en el vacío, a fin de que momentáneamente no sean separadas las lonchas de producto, y esa pausa en el corte sea utilizada para retirar una porción formada por las lonchas separadas anteriormente, por ejemplo un apilamiento de lonchas, o bien lonchas colocadas de forma superpuesta. El tiempo transcurrido entre dos lonchas separadas consecutivamente no basta, a partir de un determinado rendimiento, o bien de una determinada velocidad de corte, para una retirada correcta de las porciones de lonchas. La longitud de esas fases de cortes en vacío, o bien de esas pausas en el corte es dependiente de la utilización respectiva.
En la ejecución de cortes en vacío no basta simplemente, en la mayoría de los casos, con parar momentáneamente la alimentación del producto, a fin de evitar el corte de lonchas. En los productos con consistencia blanda ocurre regularmente que, tras la parada del avance de la alimentación del producto, se presentan efectos de expansión, a través de los cuales el extremo delantero del producto sobrepasa el plano del corte y penetra con ello en la zona de acción de la cuchilla de corte. El resultado es un corte no deseado de los llamados recortes del producto, o bien desechos del producto. A una formación de recortes de ese tipo puede llegarse fundamentalmente también en productos con una consistencia sólida. Como medidas para evitar la formación de recortes puede establecerse por ello una distancia entre el producto y la cuchilla de corte, es decir, que la cuchilla pueda retirarse algo, por ejemplo, del extremo delantero del producto. Alternativamente, el producto puede retirarse también de la cuchilla de corte. Ambos planteamientos de una solución tienen como consecuencia que entre el extremo delantero del producto y la cuchilla de corte exista una distancia suficientemente grande, a fin de descartar una formación de recortes.
Medidas para evitar la formación de recortes en la ejecución de cortes en vacío son conocidas, por ejemplo, de los documentos EP 0 289 765 Al, DE 42 14 264 Al, EP 1 046 476 A2, DE 101 147 348 Al y DE 154 952.
En las soluciones del estado de la técnica se detiene en principio el avance del producto durante la fase de corte en vacío, es decir, la alimentación del producto a lo largo de la dirección del avance de interrumpe temporalmente. Al finalizar la fase de corte en vacío, por tanto cuando el producto y la cuchilla de corte se acercan nuevamente, se pone nuevamente en marcha el avance del producto. En ello existe el problema de que puede llegarse a irregularidades en el movimiento de extremo delantero del producto, lo cual se traduce en una calidad disminuida del corte.
De aquí que un objetivo de la invención sea conseguir una posibilidad de que, en un procedimiento de corte del género citado al principio, se evite un empeoramiento de la calidad de corte a pesar de la repetición de las fases de corte en vacío.
La solución de esta tarea tiene lugar a través de las características de la reivindicación 1.
La invención tiene en cuenta el conocimiento de que el origen de las pérdidas de calidad de corte que dependen del corte en vacío podría estar en que, en cada nueva reanudación del avance del producto, ha de ser sobrepasado en primer lugar el rozamiento en reposo, lo cual contrapone temporalmente una resistencia mecánica incrementada a los componentes de la alimentación del producto. Tras el paso a la fase de rozamiento por deslizamiento, esta resistencia disminuye rápidamente, y puede llevar a una aceleración del producto en un plazo breve. Según la consistencia del producto, así como el número, frecuencia y duración de las fases de corte en vacío, pueden aparecer con ello irregularidades en la alimentación del producto, las cuales pueden conducir finalmente a un empeoramiento de la calidad de corte.
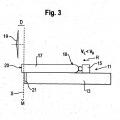
Por esto, mediante la alimentación del producto se continúa transportando el mismo, según la invención, a lo largo de la dirección del avance. Es decir, que según la invención se reconoció que la interrupción repetida y la nueva reanudación del avance del producto son perjudiciales con respecto a los resultados del corte. Además se reconoció que no es absolutamente necesaria una parada de la alimentación del producto en la dirección del avance durante la fase de corte en vacío. Así en determinadas utilizaciones podría se aceptable, por ejemplo, cortar una loncha más
gruesa del producto tras cada fase de corte en vacío. SI esto no fuese oportuno, existe la posibilidad de no parar el producto, sino disminuir solamente la velocidad de avance, como se explica más detalladamente a continuación. A través de la eliminación de las fases repetidas de aceleración y de frenado para el producto, así como a través de evitar una sucesión periódica de fases de rozamiento en reposo y de rozamiento de deslizamiento, se posibilita un funcionamiento más robusto y uniforme del dispositivo de corte, lo cual ofrece considerables ventajas en cuanto a la calidad de corte en cortadoras de gran rendimiento que trabajen rápidamente.
La invención prevé un procedimiento para el corte de productos de alimentación. Según la invención, al menos un producto se transporta, a lo largo de una dirección de avance mediante una alimentación del producto, a través de un plano de corte, en el cual se mueve, especialmente rotando y/o circulando, una cuchilla de corte para cortar lonchas del producto. Durante una fase de corte en vacío, en la cual continúa moviéndose la cuchilla de corte, pero no corta en ello ninguna loncha del producto, se establece una distancia entre la cuchilla de corte y el producto. Durante una fase de corte en vacío, el producto continúa transportándose a lo largo de una dirección de avance. Por tanto, el transporte del producto no se interrumpe al comienzo de la fase de corte en vacío, como ocurre en las soluciones del estado de la técnica. El transporte del producto puede seguir, especialmente de forma continua.
El procedimiento para el corte tiene lugar especialmente mediante un dispositivo para cortar productos de alimentación, especialmente una cortadora de alto rendimiento.
Según un ejemplo de ejecución del dispositivo de corte, la alimentación del producto está configurada para transportar el producto, durante la fase de corte en vacío, con una velocidad disminuida de corte en vacío a lo largo de la dirección de avance. La velocidad de transporte del producto se disminuye por tanto respecto al valor actual al comenzar la fase de corte en vacío. Esta disminución de la velocidad de transporte del producto tiene lugar independientemente de que la velocidad de transporte del producto pueda estar sometida también a oscilaciones durante el funcionamiento normal de corte. A titulo de ejemplo, un control puede encargarse de que, a pesar de la modificación en el tamaño de la superficie de la sección transversal del producto, sean cortadas siempre lonchas del producto del mismo peso, al ser adaptada convenientemente de forma continua la velocidad de transporte durante el corte del producto. La disminución de la velocidad está a la vista, en una utilización de ese tipo, referida al valor actual de la velocidad normal de corte, o bien a un valor medio para la velocidad normal de corte. La dimensión de la disminución de la velocidad puede elegirse en amplias... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para cortar productos de alimentación (17; 127), especialmente mediante una cortadora de alto rendimiento, siendo transportado al menos un producto (17; 127) mediante una alimentación (11; 113) del producto a lo largo de una dirección de avance (R; F1), a través de un plano de corte (S; S1), en el cual se desplaza, especialmente girando y/o circulando, al menos una cuchilla de corte (19; 111) para el corte de lonchas del producto (17; 127), la cual no obstante, durante una fase de corte en vacío, en la que la cuchilla de corte (19; 111) continúa desplazándose, no corta en ello ninguna loncha del producto (17; 127), se establece una distancia (D) entre la cuchilla de corte (19; 111) y el producto (17; 127), caracterizado por que durante la fase de corte en vacío el producto (17; 127) continúa siendo transportado a lo largo de la dirección de avance (R; F1).
2. Procedimiento según la reivindicación 1, caracterizado porque durante la fase de corte en vacío se mantiene ininterrumpidamente un movimiento relativo entre el producto (17; 127) y una bandeja (13; 137) del producto, sobre la que descansa el producto (17; 127).
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que para la fase de corte en vacío, y para el establecimiento de la distancia (D), la cuchilla de corte (19; 111), especialmente un cabezal de corte que contiene a la cuchilla de corte (19; 111) y es ajustable como un todo en la fase de corte en vacío para el establecimiento de la distancia (D), es desplazado de forma relativa respecto al producto (17; 127), y/o el producto, especialmente una parte de la alimentación (11; 113) del producto, es desplazada respecto a la cuchilla de corte (19; 111).
4. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado por que para la fase de corte en vacío, y para el establecimiento de la distancia (D), es desplazada una bandeja (13; 137) del producto, sobre la cual descansa el producto (17; 127), de forma relativa respecto a la cuchilla de corte (19; 111), siendo desplazado el producto (17; 127) respecto a la bandeja (13; 137) del producto durante la fase de corte en vacío.
5. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado por que, durante la fase de corte en vacío, el producto (17; 127) es transportado a lo largo de la dirección de avance (R; F1) con una velocidad de corte en vacío (VL) disminuida, siendo elegida especialmente la velocidad de corte en vacío (Vl) en dependencia de la duración de la fase de corte en vacío, y/o de la dimensión de la distancia (D) entre la cuchilla de corte (19; 111) y el producto (17; 127).
6. Procedimiento según la reivindicación 5, caracterizado por que la velocidad de corte en vacío (Vl) se elige de tal forma que, durante la fase de corte en vacío, el producto (17; 127) es transportado en una medida (M) que se corresponde con el grosor deseado de la primera loncha a cortar tras la fase de corte en vacío.
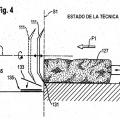
7. Procedimiento según al menos una de las reivindicaciones precedentes, caracterizado por que está prevista una Instalación de ajuste (115) para la cuchilla de corte (19; 111), con la cual puede desplazarse la cuchilla de corte (19; 111), especialmente para la realización de cortes en vacío, entre una posición de corte y una posición de función adicional, estando colocada la cuchilla de corte (19; 111) en un cabezal (119) de cuchilla, estando acoplado el cabezal (119) de cuchilla en una primera zona con la instalación de ajuste (115) y en una segunda zona con una guía (161), y para ajustar la cuchilla de corte (19; 111) su movimiento de ajuste es determinado a través de un movimiento de excitación de la Instalación de ajuste (115) y a través de la guía (161); y/o siendo ejecutado el movimiento de ajuste de la cuchilla de corte (19; 111) de tal manera que, en la posición de función adicional, la distancia entre la cuchilla de corte (19; 111) y un plano de referencia que transcurre paralelamente respecto a un plano de corte (S; S1) definido a través de un filo de la cuchilla de corte (19; 111), y que está situado especialmente sobre el lado de la cuchilla de corte vuelto hacia la alimentación del producto, aumenta con una distancia creciente a un plano (E1) definido a través de una bandeja (13; 137) del producto de la alimentación (11; 113) del producto; y/o siendo ajustada, para el ajuste de la cuchilla de corte (19; 111), una unidad de accionamiento de la cuchilla de corte (19; 111), la cual comprende un árbol de accionamiento (165) y al menos dos rodamientos de giro (120, 121) para el árbol de accionamiento (165), distanciados entre sí en la dirección del eje longitudinal del árbol de accionamiento (165), estando acoplado uno de los rodamientos de giro (120) con la instalación de ajuste (115), y el otro rodamiento de giro (121) con una guía (161).
8. Procedimiento según la reivindicación 7, caracterizado porque para el ajuste de la cuchilla (19; 111) de corte se ejecuta un movimiento de giro, o bien de basculamiento de la cuchilla (19; 111) de corte.
Patentes similares o relacionadas:
Conjunto de cabezal de corte para un aparato de corte centrífugo y aparato centrífugo equipado con este, del 17 de Junio de 2020, de FAM: Conjunto de cabezal de corte para un aparato de corte centrífugo, donde el conjunto de cabezal de corte comprende: una estructura de borde (102, […]
Conjunto de cuchilla para hoja de cuchilla plana y sistema de corte equipado con esta, del 17 de Junio de 2020, de FAM: Conjunto de cuchilla que comprende: una hoja de cuchilla plana cuyo borde frontal es un borde cortante; un soporte configurado […]
Máquina y método para trabajar un material adecuado para fabricar envases, del 6 de Mayo de 2020, de Panotec SRL: Máquina para llevar a cabo trabajos en una lámina (F) de un material adecuado para fabricar envases, que comprende: un bastidor fijo que define un […]
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Aparato de rebanado de productos alimenticios, del 11 de Marzo de 2020, de Marel Salmon A/S: Un aparato de rebanado para rebanado de productos alimenticios, que comprende: - un medio de transporte para transporte de un producto alimenticio […]
Máquina de conversión elevada para la conversión de materiales en modelos de empaquetado, del 8 de Enero de 2020, de Packsize, LLC: Una máquina de conversión utilizada para convertir material plegado en acordeón en moldes de empaquetado para su ensamblaje en cajas u otro empaquetado, […]
MATRIZ DE CORTE DE ENVASES, del 8 de Noviembre de 2019, de INDUSTRIAS TECNOLÓGICAS DE MECANIZACIÓN Y AUTOMATIZACIÓN, S.A: Matriz de corte de envases; que comprende una placa matriz y una placa porta punzones y cuchillos posibilitadas de desplazamiento relativo […]
Máquina de conversión, del 6 de Noviembre de 2019, de Packsize, LLC: Una máquina de conversión usada para convertir material en lámina en plantillas de embalaje para ensamblarlas en cajas u otro embalaje, comprendiendo […]