Dispositivo sensor y de posicionamiento para un cabezal de mecanizado de una máquina-herramienta, máquina-herramienta que comprende un dispositivo tal, y procedimiento de mecanizado asociado.
(12/06/2019) Máquina-herramienta , que comprende:
- una mesa para pieza de trabajo,
- un cabezal de mecanizado,
- unos medios de movimiento que están adaptados para mover el cabezal de mecanizado encima de la mesa para pieza de trabajo, comprendiendo dicho cabezal de mecanizado un mandril , y
- un dispositivo sensor y de posicionamiento adaptado para unirse a dicho mandril , comprendiendo dicho dispositivo sensor y de posicionamiento :
- un elemento de fijación con por lo menos tres elementos sensores (40A, 40B, 40C) operativamente conectados a una unidad de control programable de la máquina-herramienta ;
- dicho dispositivo sensor y de posicionamiento está configurado para usarse con una herramienta de mecanizado montada…
Procedimiento, sistema y moldes para formar losas de aglomerado.
Sección de la CIP Técnicas industriales diversas y transportes
(29/05/2019). Ver ilustración. Solicitante/s: TONCELLI,LUCA. Clasificación: B29C37/00, B29C67/24, B28B7/36.
Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la mezcla de aglomerado, depositar sobre unas superficies del molde por lo menos una lámina de material plástico a base de PVA de manera que forme con la misma una superficie para el contacto posterior con la mezcla que será introducida en el molde, interponer una capa de un agente fluido que contiene PVA en una solución entre la lámina y por lo menos algunas zonas de las superficies de molde.
PDF original: ES-2798426_T3.pdf
Procedimiento para la fabricación de losas o bloques de conglomerado de granulado de piedra y resina de poliéster.
(26/04/2019) Procedimiento para la fabricación de artículos en forma de losas o bloques del tipo en el que se prepara una mezcla inicial compuesta por cualquier material granulado de piedra o similar a la piedra, que presenta una granulometría seleccionada y un aglutinante de formación de resina endurecible, depositándose la mezcla en un soporte temporal o en un molde, que presenta las dimensiones del artículo final, y sometiéndose a una etapa de compresión al vacío, con la aplicación asociada de movimiento vibratorio a una frecuencia preestablecida, después de lo cual se lleva a cabo la etapa de endurecimiento de la resina aglutinante, caracterizado por que se utiliza una resina de poliéster como aglutinante que carece de disolvente reactivo y que se puede formar por reacción entre…
Procedimiento para la preparación de artículos de piedra de conglomerado, que comprende la utilización de un iniciador de peróxido.
(14/03/2018) Procedimiento para la producción de losas o bloques de conglomerado de material de piedra granulado, arena y/o polvo unidos con resina de poliéster reticulada, caracterizado por que comprende la utilización de una mezcla de peróxidos que contiene un peróxido de cetona, un hidroperóxido y un peroxiéster, y caracterizado por que comprende la siguiente secuencia de etapas:
(a) precalentar material de piedra, arena y/o polvo y resina de poliéster;
(b) mezclar dicho material de piedra, arena y/o polvo y resina de poliéster precalentados, dicha mezcla de peróxidos y un agente acelerante;
(c) distribuir la mezcla…
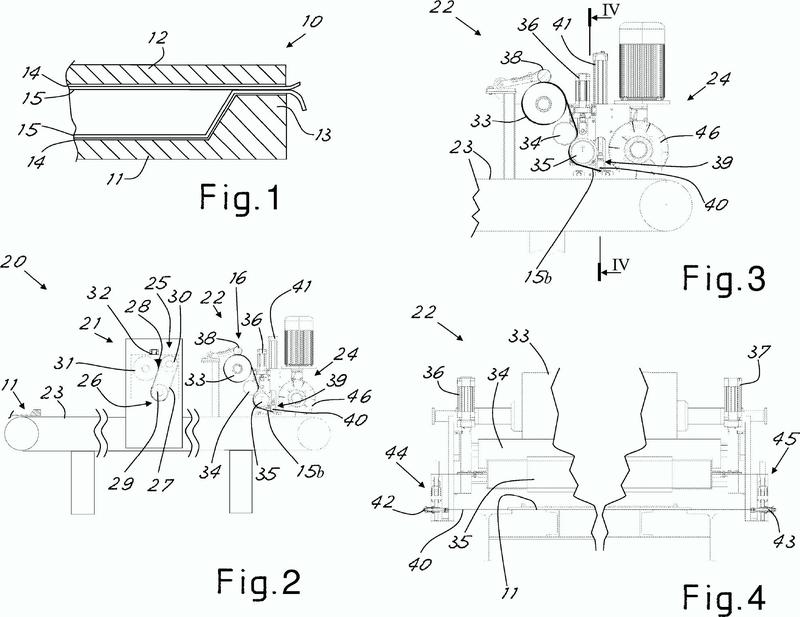
Procedimiento para alisar y/o pulir losas de piedra o material similar a la piedra.
(31/05/2017) Procedimiento para alisar y/o pulir losas de piedra o material similar a la piedra con una máquina que comprende:
un banco de soporte para una losa que se va a mecanizar apoyada sobre una cinta transportadora;
por lo menos una estación de mecanizado que comprende dos estructuras de soporte de puente , dispuestas transversalmente a caballo sobre el banco de soporte , un travesaño portamandril , apto para moverse sobre las estructuras de soporte de puente a lo largo de una dirección transversal, estando previsto sobre dichas estructuras de soporte de puente ;
por lo menos una estructura portamandril , apta para ser girada alrededor su propio eje vertical , que está prevista…
Máquina para cortar bloques de material de piedra en losas.
(12/04/2017) Máquina para cortar bloques de material de piedra en losas mediante alambres de corte , que comprende:
- un bastidor en el que están montados giratoriamente los siguientes elementos:
- un conjunto de poleas de accionamiento que giran mediante primeros medios de motor, por lo menos un conjunto de poleas accionadas montadas en un árbol , comprendiendo dicho conjunto de poleas accionadas poleas accionadas o locas montadas de forma independiente y de manera giratoria en dicho árbol mediante cojinetes deslizantes, cojinetes de fricción o cojinetes de rodillos,
- unos alambres de corte ,
- unos medios …
Procedimiento para fabricar artículos de cemento aglomerado y artículos resultantes.
(12/10/2016) Procedimiento de fabricación de artículos de cemento aglomerado, que comprende las etapas siguientes:
(i) preparar una mezcla de partida que consiste en un agregado granulado de material inerte que presenta un tamaño de partícula predeterminado inferior a 4 mm y un aglutinante de cemento que sustancialmente consiste en cemento Portland sustituido por metacaolín de alta reactividad en un porcentaje comprendido entre el 15 % y el 35 % en volumen del aglutinante de cemento, y agua en una razón predeterminada, así como aditivos, conteniendo dicha mezcla una cantidad de aglutinante de cemento ligeramente en exceso con respecto al volumen de vacíos en el material granulado;
(ii) depositar la mezcla de partida en el interior de un molde con el…
Aparato y procedimiento para la fabricación de losas con efecto veteado.
(10/08/2016) Medios de distribución/extendido para la distribución de una sustancia colorante en polvo en la superficie de una mezcla que comprende material de piedra, similar a piedra, de vidrio o cerámico, comprendiendo dichos medios por lo menos un dispositivo de distribución diseñado para contener y distribuir una sustancia colorante en polvo ;
comprendiendo dicho dispositivo de distribución :
- dos paredes inclinadas que convergen hacia abajo de manera que formen un embudo en forma de prisma ;
- tiras metálicas flexibles fijadas a las paredes inclinadas ; y
- un cilindro de medición que:
forma la parte inferior del embudo en forma de prisma ;
se mantiene en contacto con las tiras metálicas ;
se hace girar sobre su eje mediante un motor ; y
presenta en su superficie una pluralidad de rebajes ;
estando dichos…
Prensa para vibrocompresión al vacío de losas o bloques o artículos de material aglomerado o cerámico.
(22/07/2015) Prensa para vibrocompresión al vacío de losas o bloques o artículos de material aglomerado o cerámico, que comprende un pistón con una superficie de presión provisto de unos medios que generan un movimiento vibratorio que comprenden un primer y segundo conjuntos de dispositivos vibrantes , estando cada dispositivo provisto de al menos un árbol rotativo con una masa excéntrica, girando los árboles de los dispositivos vibrantes de un conjunto en el sentido opuesto a los árboles de los dispositivos vibrantes del otro conjunto, caracterizada por que cada conjunto comprende al menos dos dispositivos vibrantes que están dispuestos con sus respectivos árboles no coaxiales e interconectados por unos medios de conexión cinemática para girar en sincronismo, presentando dichos dispositivos de cada…
Máquina para alisar o pulir losas de material de piedra, tal como piedra natural y aglomerada, cerámica y vidrio.
(09/07/2014) Máquina para alisar o pulir losas de material de piedra, tal como piedra natural y aglomerada, cerámica y vidrio, que comprende un banco para soportar las losas que van a mecanizarse, estando prevista por encima del banco por lo menos una estación de mecanizado que comprende por lo menos un par de estructuras de soporte de puente opuestas, dispuestas transversalmente a horcajadas sobre el banco, unos medios para el movimiento relativo en la dirección longitudinal entre la estación y la losa sobre el banco, por lo menos una viga cuyos dos extremos (24a, 24b) están soportados por dichas estructuras de puente, por lo menos un mandril giratorio con un eje vertical deslizante montado en dicho por lo menos una viga…
Procedimiento y aparato para fabricar losas con efecto veteado.
(09/04/2014) Procedimiento para fabricar losas, en el que:
- por lo menos una mezcla inicial que comprende por lo menos un producto granular que 5 comprende piedra o un material similar a la piedra o cerámico con una distribución de tamaño de partícula específica y un agente aglutinante de endurecimiento es preparada;
- dicha por lo menos una mezcla es cargada en una unidad dosificadora/distribuidora, que comprende:
• una tolva con una boca superior para cargar la mezcla y una abertura inferior para descargar dicha mezcla;
• una cinta extractora que forma la pared inferior de dicha tolva ,
- la mezcla…
Dispositivo elevador desplazable equipado con unos medios de acoplamiento liberables para realizar un paquete mixto de material en losa y procedimiento asociado al mismo.
(12/11/2013) Dispositivo elevador desplazable para manipular material en losa (L) en un depósito de almacenamiento, que comprende un carro que se puede mover a lo largo de un raíl , por lo menos una columna que se extiende hacia arriba desde dicho carro móvil y una estructura de soporte de material que se puede mover a lo largo de dicha por lo menos una columna y que comprende un cuerpo inferior o plataforma provisto de unas horquillas extraíbles ,
incluyendo dicha estructura de soporte de material un dispositivo de recogida que comprende por lo menos un brazo extraíble provisto de unos medios de acoplamiento liberables , pudiendo el dispositivo de recogida moverse…
Procedimiento y dispositivo para la fabricación de artículos en forma de losas de piedra conglomerada o material similar a la piedra.
(25/03/2013) Procedimiento para la fabricación de losas de material conglomerado, del tipo que comprende las etapassiguientes:
(a) preparar una mezcla inicial que consiste principalmente en uno o más productos granulados compuestos depiedra o material similar a la piedra, presentando dichos productos granulados una granulometría seleccionada, yun aglutinante que consiste en un aglutinante de resina sintética termoestable, preferentemente una resina depoliéster insaturada;
(b) depositar una capa de dicha mezcla, con un espesor predefinido, sobre una superficie de soporte temporal o enel interior de un molde, con un recubrimiento subsiguiente con un soporte similar;
(c) una etapa de vibrocompresión al vacío, durante la cual la capa de mezcla es sometida…
Artículo de aglomerado inorgánico ligero en forma de losa, procedimiento de fabricación del mismo y panel resultante.
(01/08/2012) Artículo conglomerado en forma de lámina, obtenido a partir de una mezcla inicial que comprende un materialgranular de tamaño de partícula seleccionado, un aglutinante a base de agua y una carga, siendo sometida dichamezcla, tras la deposición sobre un soporte, a un prensado al vacío con aplicación simultánea de un movimientovibratorio y siendo sometida posteriormente a secado con el fin de eliminar el agua de la mezcla, caracterizadoporque:
- dicho material granular consiste en vidrio expandido o material cerámico expandido, que presenta un tamaño departícula comprendido entre 0,1 y 12 mm y preferentemente entre…
Procedimiento para la fabricación de artículos lapídeos conglomerados con un recubrimiento superficial de resina sintética.
(16/05/2012) Procedimiento para proporcionar resistencia a los rayos ultravioleta a artículos de material lapídeo conglomeradounidos mediante una resina sintética y provistos de un recubrimiento superficial protector y/o decorativo que consisteen una resina sintética, caracterizado porque, antes de la aplicación de dicho recubrimiento, se realiza untratamiento de descarga por efecto corona sobre las superficies que se van a recubrir, el cual aumenta su tensiónsuperficial hasta un valor superior al del material que forma el recubrimiento que se va a aplicar.
Aparato para distribuir en una capa fina una mezcla o base de piedra aglomerada o material cerámico.
(10/05/2012) Aparato para la distribución en una capa fina, sobre un soporte utilizado en una planta para la producción de artículos de piedra, una mezcla (M) a base de piedra aglomerada o material cerámico, a la que se añaden sustancias colorantes en función de los efectos estéticos predeterminados, comprendiendo el aparato:
- un distribuidor de mezcla que comprende una tolva con una boca superior para cargar una mezcla recién elaborada, una pared conformada o guía que presenta un perfil curvado hacia la parte interior de la tolva y una abertura de descarga de mezcla al final de dicha pared conformada o guía ,
- una cinta extractora dispuesta debajo de la tolva del distribuidor de manera que forme con su lado superior la parte inferior de dicha tolva…
Distribuidor de mezclas consistentes en material cerámico o pétreo aglomerado para llenar un molde.
(28/03/2012) Distribuidor de mezcla para llenar un molde en forma de bandeja que presenta un espesorsustancialmente constante con una capa de una mezcla de material cerámico o pétreo aglomerado con unespesor predefinido, comprendiendo el distribuidor:
una carcasa fija que incluye una superficie de distribución que soporta dicho molde que debe llenarseuniformemente con la mezcla de material aglomerado;
una carcasa móvil desplazable paralelamente a dicha superficie de distribución por encima de dicho molde ;
unos medios de tolva para contener la mezcla soportados por dicha carcasa móvil y provistos en suextremo inferior de un puerto para descargar la mezcla ;
unos medios de motor para desplazar dicha carcasa móvil a lo largo de dicha superficie de distribución para distribuir la mezcla por toda la superficie…
PROCEDIMIENTO Y PLANTA PARA LA FABRICACIÓN DE ARTÍCULOS EN FORMA DE PLACAS O BLOQUES DE PIEDRA CONGLOMERADA O DE MATERIAL DE TIPO PIEDRA.
(25/10/2011) Procedimiento para fabricar artículos en forma de placas o bloques, del tipo que presenta las etapas siguientes: - preparar una mezcla en forma de capas múltiples que comprende por lo menos dos mezclas individuales iniciales (20a, 20b, 20c), estando constituida cada una de ellas principalmente por uno o más materiales granulares de piedra o de tipo piedra que presentan un tamaño de partícula seleccionado y un aglomerante; - alimentar la mezcla múltiple a un recipiente o soporte que giran a una velocidad controlada, en una posición axialmente descentrada respecto al eje de rotación, para producir una acumulación con una forma anular, en la cual la mezcla…
PROCEDIMIENTO PARA LA FABRICACIÓN DE LOSAS DE MATERIAL CERÁMICO.
(10/03/2011) Procedimiento para la fabricación de losas de material cerámico, que prevé la preparación de una mezcla inicial que comprende arenas cerámicas con un tamaño de grano inferior a 2 mm, preferentemente inferior a 1,2 mm, un aglomerante y polvos minerales seleccionados de entre feldespatos, nefelinas, sienitas, mezclados con arcillas y/o kaolinitas, formando dichos polvos después de la cocción una matriz cerámica continua, la deposición de la mezcla inicial sobre un soporte temporal para la etapa de compactación por medio de vibrocompresión en vacío, el secado y la cocción, estando dicho procedimiento caracterizado porque dicho aglomerante está constituido por una dispersión acuosa de silicio coloidal denominado silicasol
PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS EN FORMA DE BALDOSAS.
(31/01/2011) Procedimiento para la fabricación de artículos eh forma de baldosas relacionado con la tecnología de compactación por medio del vacío por vibrocompresión para fabricar baldosas compuestas de piedra, siendo el aglomerante una dispersión de sílice coloidal en agua y experimentando el artículo moldeado en bruto resultante de la etapa de vibrocompresión una etapa de secado destinada a extraer el agua presente en la baldosa vibrocompactada. Posteriormente, los poros de dicha baldosa se rellenan con metacrilato de metilo y se lleva a cabo el endurecimiento de la resina por medio del calentamiento en agua caliente
MÁQUINA PARA EL CORTE OPTIMIZADO DE LOSAS DE PIEDRA O MATERIAL LITOIDE.
(10/01/2011) Máquina para cortar losas en bruto, que comprende: - un banco primario , que puede girar alrededor de un eje vertical y que en la posición de descanso está alineado aguas arriba con unos medios para alimentar losas en bruto que se van a cortar y aguas abajo, con unos medios para descargar los productos obtenidos de las operaciones de corte; - un conjunto de husillos , soportando cada uno de los mismos una herramienta en forma de un disco que puede realizar los cortes en una dirección de corte fija; - una primera viga en la que están montados los husillos en disposiciones que se pueden regular individualmente, de manera que el eje de giro de los discos de corte sea paralelo a la primera viga ,…
PROCEDIMIENTO PARA PRODUCIR ARTICULOS LAMINADOS COMPUESTOS AL VACIO Y ARTICULOS RESULTANTES.
(17/05/2010) Procedimiento para producir artículos compuestos uniendo por lo menos una primera placa o placa de soporte con una segunda placa o placa de recubrimiento , presentando cada una de dichas placas dos caras y una pluralidad de bordes laterales y comprendiendo roca natural o artificial o material rocoso o cerámico, disponiendo un adhesivo en medio, caracterizado porque comprende las siguientes etapas:
- extender sobre por lo menos una de las dos caras enfrentadas entre sí de las placas que se deben unir juntas dicho adhesivo , que es un adhesivo pastoso de endurecimiento, de un modo discontinuo, es decir, de tal modo que queden unas zonas que se extienden hasta por lo menos un borde de las placas, que carece…
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE BLOQUES DE PIEDRA CONGLOMERADA O MATERIAL CERAMICO.
(05/04/2010) Procedimiento para la fabricación de bloques de material conglomerado de piedra que comprende las etapas siguientes:
(a) preparar por lo menos una mezcla bajo condiciones atmosféricas, comprendiendo la mezcla una piedra granulada, material cerámico o similar a la piedra de un tamaño de partícula seleccionado y un aglutinante endurecedor;
(b) incorporar dicha mezcla en una cinta transportadora ;
(c) desairear dicha mezcla por medio de un vacío mientras se alimenta a modo de caída libre desde dicha cinta transportadora en un encofrado que presente unas dimensiones adecuadas;
(d) vibrocomprimir al vacío la mezcla contenida en dicho encofrado ;
(e) endurecer el aglutinante de la mezcla,
en el que además la etapa (b), en la que dicha…
PROCEDIMIENTO PARA LA FABRICACION DE LAMINAS DE MATERIAL AGLOMERADO E INSTALACION CORRESPONDIENTE.
(15/02/2010) Procedimiento para la fabricación de láminas de material aglomerado que comprende, en sucesión, una primera etapa que implica la preparación de una mezcla mezclando un granulado con un aglutinante orgánico, una segunda etapa que implica la distribución de dicha mezcla en el interior de un molde de bandeja, una tercera etapa que implica la vibrocompactación al vacío para obtener una lámina compactada, y una etapa final que implica el endurecimiento del aglutinante orgánico. Se introduce una etapa intermedia que implica el precalentamiento dieléctrico de la lámina compactada entre la tercera etapa de vibrocompactación al vacío y la…
PROCEDIMIENTO PARA FABRICAR ARTICULOS EN FORMA DE LOSAS DELGADAS DE PIEDRA COMPUESTA Y ARTICULOS RESULTANTES.
(09/02/2010) Procedimiento para fabricar losas que son delgadas (10-30 mm) y anchas, una mezcla de cemento que comprende agua, cemento y fluidizador se mezcla con un árido de piedra inerte que tiene un tamaño de partícula controlado. La mezcla resultante se deposita con un espesor predeterminado en un soporte temporal y se somete a vibrocompresión al vacío. La losa así formada se somete a las etapas de fraguado y endurecimiento mediante curado, encerrándola entre dos láminas delgadas de plástico impermeable al vapor de agua que están herméticamente selladas a lo largo de sus bordes.
El procedimiento prevé medidas específicas con respecto al procedimiento de mezclado realizadas durante las etapas de preparación de la mezcla de cemento…
SISTEMA DE ACCIONAMIENTO PARA MAQUINAS HERRAMIENTA Y MAQUINA HERRAMIENTA EQUIPADA CON DICHO SISTEMA DE ACCIONAMIENTO.
(04/02/2010) Sistema de accionamiento de una máquina herramienta en el que un elemento se puede desplazar a lo largo de un primer eje lineal (Y) en una estructura estacionaria , comprendiendo el sistema por lo menos un motor , que puede estar montado sobre dicho elemento móvil o sobre dicha estructura estacionaria, está alineado a lo largo de un segundo eje lineal (X) y acciona por lo menos un par de piñones que engranan con por lo menos dos cremalleras que están montadas, a su vez, sobre dicho elemento móvil o sobre la estructura estacionaria de la máquina, como puede ser el caso, caracterizado porque dicho por lo menos un motor es un motor eléctrico de accionamiento directo del tipo conocido como motor de par de torsión dispuesto con su eje (X) ortogonal con respecto al eje de desplazamiento lineal…
ESTRUCTURA PARA SOPORTAR EL EJE EN UNA MAQUINA HERRAMIENTA Y SU PROCEDIMIENTO DE PRODUCCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2008). Ver ilustración. Solicitante/s: TONCELLI,LUCA. Clasificación: B23Q1/01, B23Q1/70, B29C67/24, B28B19/00.
Estructura móvil para su utilización en una máquina herramienta adaptada para recibir en un extremo axial un eje de la máquina herramienta, y que puede asociarse con un carro de dicha máquina herramienta, comprendiendo dicha estructura una primera carcasa realizada a partir de material rígido, y una mezcla endurecida de un granulado constituido por lo menos por un material de piedra y/o material cerámico y/o arcilla expandida y por lo menos por una resina de endurecimiento, estando dicha mezcla en contacto con por lo menos una parte de la superficie interior de dicha primera carcasa , caracterizada porque la estructura es una única pieza hueca tubular en la que la mezcla está en forma de una capa de aglomerado compactada por medio de un movimiento vibratorio antes de su endurecimiento y fijada a dicha carcasa.
PROCEDIMIENTO PARA LA FABRICACION DE PRODUCTOS DE PIEDRA, EN PARTICULAR DE LOSAS QUE PRESENTAN UN EFECTO VETEADO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/02/2008). Solicitante/s: TONCELLI,LUCA. Clasificación: C04B40/00, B29C67/24, B01F15/04, B28B1/00, B01F11/02, B44F5/00.
Procedimiento para la fabricación de productos tipo losa a partir de una mezcla constituida por un granulado de material de piedra natural y un aglomerante cementoso o de resina sintética, en el que se forma una capa de mezcla en un soporte de conformado temporal, preferentemente un molde en forma de bandeja de caucho y la capa se somete a vibrocompactación bajo vacío y a continuación a las etapas de fraguado y endurecimiento según la naturaleza del aglomerante, caracterizado porque, antes de las etapas de vibrocompactación y endurecimiento, el tinte, en una forma seleccionada entre un tinte líquido y un tinte en polvo, se distribuye sobre la superficie de la mezcla inicial, que a su vez se distribuye en forma de una capa de espesor uniforme en el molde de bandeja u otro soporte de conformado, siendo la distribución del tinte aleatoria y en manchas y realizándose de tal manera que el tinte no forma aglomeraciones sino que se dispersa.
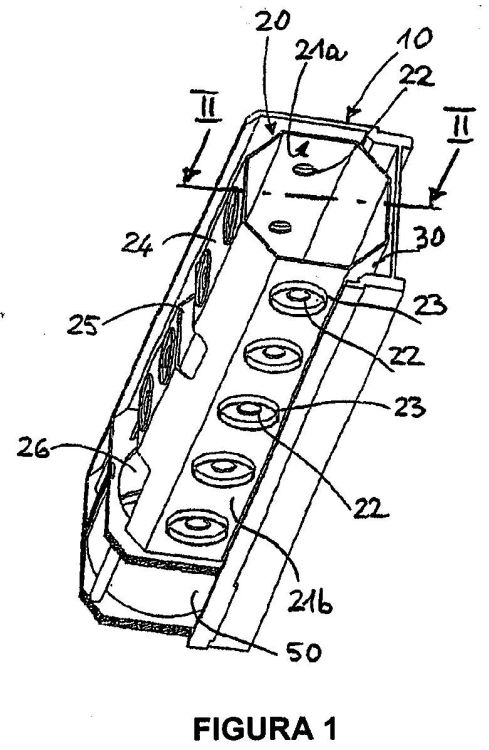
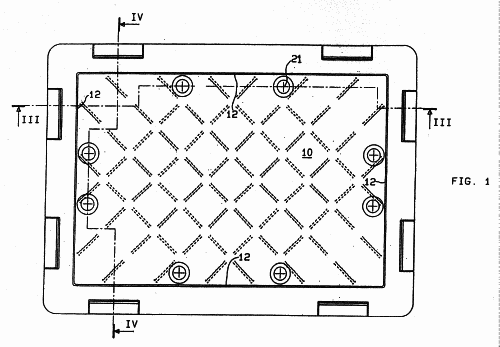
MOLDE DE BANDEJA PARA LA FABRICACION DE MANUFACTURADOS EN FORMA DE PLACA O PANEL DE CONGLOMERADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2007). Ver ilustración. Solicitante/s: TONCELLI,LUCA. Clasificación: B28B7/06, B28B7/22.
Molde de bandeja para la fabricación de manufacturados en forma de placa o panel de conglomerado, del tipo que comprende una pared de fondo y paredes laterales, en el cual además de dicha pared de fondo sobresalen exteriormente al molde nervaduras de refuerzo y rigidización, y a dicha pared de fondo están asociados elementos lineales rígidos. Dichos elementos están preferentemente en forma de barras cilíndricas cincadas y huecas y se extienden paralelamente a un par de paredes laterales opuestas. Los mismos están además dispuestos de modo que sean libremente deslizantes respecto a la pared de fondo y a las nervaduras del molde.
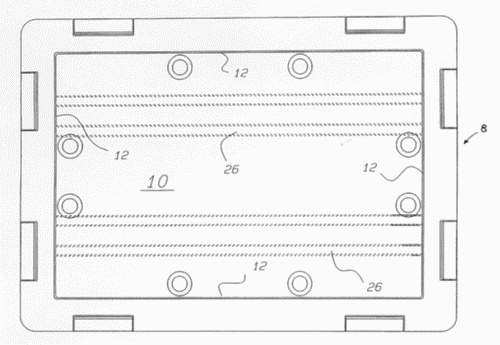
MOLDE EN FORMA DE BANDEJA PARA LA FABRICACION DE LOSAS DE HORMIGON.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2006). Ver ilustración. Solicitante/s: TONCELLI,LUCA. Clasificación: B28B7/22, B28B7/34.
Molde en forma de bandeja obtenido a partir de un material de plástico para la fabricación de losas por medio de un procedimiento que comprende el sometimiento a un movimiento vibratorio bajo vacío y a un ulterior endurecimiento de una mezcla de material de piedra granulado y aglomerante de cemento, presentando dicho molde una cavidad determinada por una pared inferior , una pluralidad de paredes laterales y un borde periférico formado para permitir que los diversos moldes en forma de bandeja se apilen uno sobre el otro, caracterizado porque, con el fin de asegurar que la mezcla no pierda humedad antes de dicha etapa de fraguado cuando se apilan varios moldes, el molde está provisto de varias nervaduras de refuerzo (16A, 16B, 16C) que sobresalen de la superficie exterior de dicha pared inferior y el material de plástico a partir del cual se obtiene el molde presenta buenas propiedades de resistencia mecánica y es impermeable al agua contenida en la mezcla de hormigón.
PATIN O MANGUITO DE SOPORTE PARA MANDRIL DE MAQUINA HERRAMIENTA DE CONTROL NUMERICO.
(16/12/2005) Patín o manguito de soporte de mandril para máquinas- herramientas de control numérico, montado de forma deslizante mediante un carro sobre la viga de la máquina-herramienta, en el que la posición de dicho patín o dicho manguito puede regularse en sentido vertical mediante un mecanismo de husillo madre y tornillo tuerca , que comprende una estructura portadora de mandril en la que se aloja por lo menos parcialmente dicho mecanismo de husillo madre y tornillo tuerca, estando montado en dicha estructura portadora de mandril un elemento a modo de embudo deslizable en sentido axial y adaptado para definir una primera y una segunda cámaras (32…
MEZCLADORA PARA LA FABRICACION DE BLOQUES DE MATERIAL PETREO.
(01/09/2004) En un mezclador que funciona bajo vacío, en la preparación de una mezcla para la producción de bloques de material de piedra, con el fin de permitir la adición de aditivos, en particular agentes colorantes, durante el ciclo de mezclado, sin que sea necesario restaurar la presión atmosférica en la mezcla y, entonces, agregar el aditivo y, después, proporcionar de nuevo el vacío, se monta en la cubierta hermética de vacío del mezclador al menos un dispositivo de dosificación, que también se mantiene, preferiblemente, bajo el mismo vacío, y que comprende una tolva que se cierra en el fondo mediante un elemento o cilindro que tiene una diversidad de cavidades adecuadas…
{kind=link}
{kind=link}
{kind=link}
{kind=link}