16 inventos, patentes y modelos de SUDAU, PETER
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación.
Sección de la CIP Técnicas industriales diversas y transportes
(20/11/2019). Solicitante/s: SMS group GmbH. Clasificación: B21B37/68, B21B37/58.
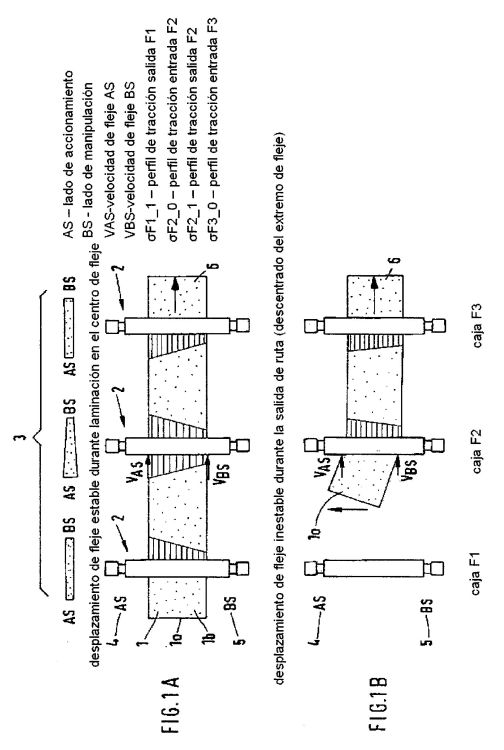
Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación desde una caja de laminación , que se obtiene en cada caso como última, de un tren de laminación con varias cajas, en donde durante la laminación se ajusta la tensión de fleje, entre dos cajas de laminación (F1, F2, F3, ... Fn) consecutivas, para estabilizar el desplazamiento de fleje de la tracción de fleje (sigmaF1,F2,F3), caracterizado porque poco antes de abandonar el extremo del fleje a laminar (1a) desde una caja se miden las fuerzas de laminación diferenciales entre el lado de accionamiento y el lado de manipulación por separado para cada caja de laminación (F1, F2, F3 ... Fn), de aquí se derivan el valor de oscilación y la dirección de oscilación de la fuerza de laminación diferencial, para formar un valor de corrección para el ajuste de los cilindros , y se corrige el ajuste.
PDF original: ES-2310917_T3.pdf
PDF original: ES-2310917_T5.pdf
Método, programa informático y tren de laminación para laminar una banda metálica.
(12/08/2015) Método para laminar una banda metálica en un tren de laminación con 1 ≤n ≤N y N ≤2 cajas de laminación activas, dispuestas secuencialmente en la dirección de laminación, el cual comprende los siguientes pasos:
a) regulación de la abertura entre cilindros de la n-ésima caja de laminación en un primer grosor del paso predeterminado Dk,n, en donde k≥1;
b) transporte de la banda metálica con la cabeza de la banda delante de la n-ésima caja de laminación ;
c) paso de la banda metálica en el primer grosor del paso Dk≥1,n, en la n-ésima caja de laminación;
d) regulación de la abertura entre cilindros…
Método para la detección y clasificación de defectos superficiales sobre desbastes de colada continua.
(20/06/2012) Método para la detección y la clasificación de defectos superficiales sobre productos de colada continua,utilizando información topográfica en relación con el aspecto de las superficies de colada continua, en donde sedetectan defectos y/o imperfecciones con su posición exacta, se evalúa la posición y la extensión, y encorrespondencia con la evaluación previa al siguiente procesamiento del producto, se eliminan o se evitan medianteuna optimización del proceso, caracterizado porque, por una parte, se detectan los defectos y/o las imperfeccionessobre la superficie de los desbastes del producto primario de colada continua y se…
Dispositivo para producir un fleje metálico mediante colada continua.
(16/03/2012) Dispositivo para producir un fleje metálico mediante colada continua, con una máquina de colar en la que se funde un desbaste , en donde en la dirección de alimentación (F) del desbaste detrás de la máquina de colar está dispuesta al menos una fresadora , en la que puede quitarse por fresado al menos una superficie del desbaste , y en donde en la dirección de alimentación (F) del desbaste detrás de la máquina 5 de colar está dispuesta al menos una instalación de descascarillado , caracterizado porque la fresadora y la instalación de descascarillado están configuradas por medio de esto como una…
PROCEDIMIENTO PARA LA LAMINACIÓN EN CALIENTE Y PARA EL TRATAMIENTO TÉRMICO DE UNA BANDA DE ACERO.
(27/06/2011) Procedimiento para llevar a cabo una laminación en caliente y para llevar a cabo un tratamiento térmico de una banda de acero, que presenta las etapas constituidas por: en primer lugar la realización de las siguientes etapas a) hasta d) en el ámbito de un proceso de laminación y de enfriamiento: a) el calentamiento del desbaste plano, que debe ser laminado; b) la laminación del desbaste plano hasta el espesor deseado para la banda; c) el enfriamiento de la banda , presentando la banda después del enfriamiento una temperatura situada por encima de la temperatura ambiente (T0); d) el devanado de la banda para formar una bobina ; e) a continuación la realización de las siguientes etapas e) hasta h) en el ámbito de un proceso de revenido: f) el desdevanado de la banda de la bobina ; g) el calentamiento de la banda ; h)…
PROCEDIMIENTO DE DESCASCARILLADO PARA UNA BANDA METALICA Y SISTEMA DE DESCACARILLADO CORRESPONDIENTE A ESTE PROCEDIMIENTO.
(24/06/2010) Procedimiento de descascarillado para una banda metálica ,
- según el cual la banda metálica es guiada en un sentido de transporte (x) desde una caja de laminación anterior hasta una caja de laminación posterior ,
- según el cual se inyecta un líquido para el descascarillado sobre la banda metálica entre las cajas de laminación por un dispositivo para el descascarillado ,
- según el cual se inyecta el líquido para el descascarillado sobre la banda metálica , por una unidad de descascarillado superior desde una distancia de trabajo (a) superior y por una unidad de descascarillado inferior desde una distancia de trabajo (b) inferior,
- según el cual la banda metálica es desviada transversalmente con respecto al sentido de transporte (x) a la altura del dispositivo para el descascarillado…
PROCEDIMIENTO Y TREN DE LAMINACION PARA MEJORAR LA SALIDA DE RUTA DE UN FLEJE METALICO A LAMINAR, CUYO EXTREMO DE FLEJE METALICO SE DESPLAZA A VELOCIDAD DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2009). Ver ilustración. Solicitante/s: SMS SIEMAG AG. Clasificación: B21B37/68, B21B37/58.
Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación desde una caja de laminación , que se obtiene en cada caso como última, de un tren de laminación con varias cajas, en donde durante la laminación se ajusta la tensión de fleje, entre dos cajas de laminación (F1, F2, F3, ... Fn) consecutivas, para estabilizar el desplazamiento de fleje de la tracción de fleje (sigmaF1,F2,F3), caracterizado porque poco antes de abandonar el extremo del fleje a laminar (1a) desde una caja se miden las fuerzas de laminación diferenciales entre el lado de accionamiento y el lado de manipulación por separado para cada caja de laminación (F1, F2, F3 ... Fn), de aquí se derivan el valor de oscilación y la dirección de oscilación de la fuerza de laminación diferencial, para formar un valor de corrección para el ajuste de los cilindros , y se corrige el ajuste.
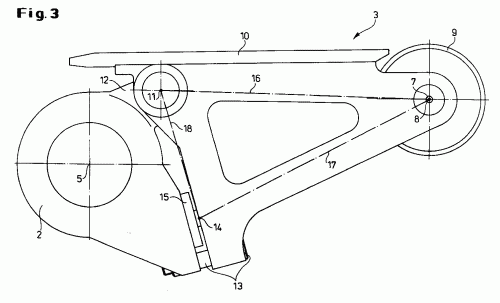
(16/11/2007) Elevador de bucles para detectar la proporción de cuña que se extiende a lo largo de un ancho de la banda (b) de una tracción longitudinal imperante en una banda en la dirección longitudinal de la banda, con un rodillo elevador de bucles continuo, que se extiende a lo largo del ancho de la banda (b), que se monta por ambos lados en un brazo de pivotamiento , estando los brazos de pivotamiento conectados con un árbol elevador de bucles , pudiendo colocarse el rodillo elevador de bucles mediante torsión del árbol elevador de bucles contra la banda , estando los brazos de pivotamiento divididos, en cada caso, por una articulación en un brazo de eje y un brazo de rodillo…
INSTALACION DE LAMINADO EN CALIENTE.
(01/06/2005) Instalación de laminado en caliente para el laminado de un fleje de laminado en caliente, para un amplio surtido de productos que se han de laminar de material comformable de diferente dificultad, con una instalación de colada para planchones delgados para la colada de planchones continuos, una cizalla contigua a la instalación de colada para planchones delgados para separar los planchones de colada continuos a la longitud deseada, que se corresponde respectivamente con la longitud de un rollo laminado completo o a uno múltiple, un horno con solera de rodillos para amortiguar y templar los planchones separados, una caja descascarilladora a continuación del horno con solera de rodillos , así como un tren laminador de siete cajas , con un trayecto de enfriamiento dispuesto al final del tren laminador y una cizalla para…
INSTALACION DE COLADA CONTINUA CON HORNOS DISPUESTOS A CONTINUACION, BASTIDORES DE LAMINADOR DE DESBASTE Y UN TREN DE ACABADO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/04/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Clasificación: C21D9/00, B21B1/46, F27D3/00, B21B39/00, F27B9/30, B23K7/00, B21B15/00, B21B39/14, B21B45/00.
Instalación de laminado en caliente, compuesta de al menos una instalación de colada continua con horno dispuesto a continuación, al que siguen un bastidor de laminado de desbaste y un horno-túnel así como un tren de acabado, caracterizada porque la guía lateral de fleje presenta una longitud de al menos 4 m, porque al horno-túnel está predispuesto o asignado al menos un dispositivo que detecta la posición de las aristas de fleje, porque el horno-túnel presenta al menos un segmento de cubierta (30 a 32) que puede bascular hacia arriba, porque al menos junto al horno- túnel puede desplazarse un dispositivo de evacuación que se extiende en su dirección longitudinal, y porque a los dispositivos que establecen las posiciones de las aristas de fleje se han asignado dispositivos de valoración así como un dispositivo de conexión de emergencia y/o un dispositivo parcial transversal que activa cortes de emergencia.
RODILLO MEDIDOR DE PLANEIDAD.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(16/03/2004). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: G01L5/04, B21B38/02.
LA INVENCION SE REFIERE A UN RODILLO DE MEDIDA DE LA PLANEIDAD , DE CONSTRUCCION SENCILLA, CONCEBIDO COMO UN ELEVADOR DE BUCLES DEPOSITADO CONTRA UNA BANDA DE RODAJE CON VARIAS ZONAS DE MEDIDA, YUXTAPUESTAS A LO ANCHO DE LA BANDA DE RODAJE. CADA UNA DE ELLAS SE COMPONE DE UN RODILLO DE MEDIDA , ABATIBLE EN EL SENTIDO DE LAS MANILLAS DEL RELOJ, SOLIDARIO CON UN DISPOSITIVO DINAMOMETRICO Y CON LIBERTAD DE GIRO. CADA RODILLO DE MEDIDA VA COLOCADO EN UN BASTIDOR ABATIBLE CON FORMA DE RECEPTACULO.
DISPOSITIVO DE CURVADO PARA LOS CILINDROS DE TRABAJO DE UNA CAJA DE LAMINACION EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2003). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Clasificación: B21B29/00.
Caja de laminación en caliente, con bloques colocados en las ventanas del montante, los cuales tienen unidades hidráulicas de émbolo y cilindro previstas como dispositivos de curvado, que pueden transmitir fuerzas de curvado hasta las piezas de montaje de los cilindros de trabajo por medio de piezas de guía desplazables linealmente, caracterizada porque por cada bloque está prevista una unidad hidráulica de doble efecto, compuesta de émbolo y cilindro , cuyos dos extremos están unidos a las piezas de guía , y porque las piezas de guía rodean por ambos lados a los extremos libres de los talones salientes de las piezas de montaje de los cilindros de trabajo con ranuras de guía que permiten el desplazamiento axial de los cilindros de trabajo.
TREN DE LAMINACION EN CALIENTE STECKEL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/2003). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B37/54.
Tren de laminación en caliente Steckel con al menos un bastidor de laminación reversible así como con bobinadoras dispuestas aguas arriba y aguas abajo de éste, que presentan accionamientos regulados por par de giro, caracterizado porque entre las bobinadoras y el bastidor de laminación reversible está prevista, respectivamente, una remalladora , que alimenta valores reales para una regulación de la tracción así como para una regulación del flujo de masas.
ARRASTRADOR PARA BANDAS DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2001). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B39/00, B21C47/34, B65H20/02, B21D43/09.
LA INVENCION SE REFIERE A UN CONDUCTOR CON UN RODILLO APOYADO ESENCIALMENTE DE FORMA ESTACIONARIA Y UN SEGUNDO RODILLO AJUSTABLE CON EL, QUE SE APOYA EN UNA ESTRUCTURA DE OSCILACION, QUE OSCILA POR MEDIO DE UN CILINDRO A PRESION, ESTANDO CONFIGURADA A PARTIR DE DOS BALANCINES (5,5') COLOCADOS DE FORMA OPUESTA UNO CON OTRO, QUE SE UNEN EN LA ZONA DE SU EJE DE OSCILACION CONJUNTA A TRAVES DE UNA BASE APOYADA EN AMBOS LADOS EN LA ESTRUCTURA DE ACCIONAMIENTO, DEBIENDO SER PERFECCIONADA DE TAL MODO, QUE LOS PROCESOS DE REGULACION Y/O AJUSTE SE REALIZAN CON MEDIOS SENCILLOS. PARA ELLO SE PROPONE, QUE LOS BALANCINES (5,5') SEAN AJUSTABLES A TRAVES DE CILINDROS (8,8') DE MEDIO A PRESION IMPULSABLES DE FORMA SEPARADA Y QUE SE CONFIGUREN COMO RESORTES DE TORSIONADO DE ACUERDO CON LA BASE A SER UNIDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/34, B21B37/74, B21B45/00.
EN LOS RODILLOS DE UN TREN DE LAMINACION STECKEL DEBE TENERSE EN CUENTA QUE APARECEN OSCILACIONES DE FUERZA DE LAMINADO CONSIDERABLES A TRAVES DE LA LONGITUD DE LAS BANDAS A SER LAMINADAS. ESTAS FUERZAS SE COMPENSAN MEDIANTE TEMPERATURAS DIFERENTES DE LAS OSCILACIONES DE FUERZA DE LAMINACION QUE PREDOMINAN EN LAS BANDAS A TRAVES DE UN DISPOSITIVO DE CALENTAMIENTO, REGULADO MEDIANTE UNA APLICACION DEPENDIENTE DE LA TEMPERATURA DE BANDA Y/O DE LA POSICION DE BANDA, DE TAL FORMA QUE A TRAVES DE LA LONGITUD DE BANDA COMPLETA SE RENUNCIA APROXIMADAMENTE A LA MISMA FUERZA DE LAMINACION PERTENECIENTE.
PROCEDIMIENTO PARA BOBINADO DE BANDAS EN INSTALACIONES DEVANADORAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1994). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B65H18/26.
LOS PROCEDIMIENTOS CONOCIDOS BAJO LA DENOMINACION STEP-CONTROL PARA MANDO DEL AJUSTE DE RODILLOS DE PRESION DE UNA DEVANADORA DE BANDA, DEBEN MEJORARSE DE MODO QUE TAMBIEN PUEDAN BOBINARSE EN LA UÑA DEVANADORA BANDAS FINAS SIN DAÑOS. PARA ELLO SE PROPONE QUE LOS RODILLOS DE PRESIONLLEVEN LA BANDA LO MAS CERCA POSIBLE DE LA UÑA DEVANADORA O QUE SOLAMENTE LOS ULTIMOS RODILLOS DE PRESION EN LA DIRECCION DE MARCHA ,DE LA BANDA PRESIONE LA BANDA CONTRA LA UÑA DEVANADORA, MIENTRAS LOS RODILLOS DE PRESION RESTANTES SITUAN LA BANDA LO MAS CERCA POSIBLE DE LA UÑA DEVANADORA SIN QUE LA BANDA Y LA UÑA DEVANADORA EJERZAN FUERZAS DE PRESION. LA INSTALACION LIBRE DE DESLIZAMIENTO DE LA BANDA EN LA UÑA DEVANADORA SE CONSIGUE POR EXTENSIONES DE LOS SEGMENTOS DE UÑA QUE REGULAN LA POSICION.
{kind=link}
{kind=link}
{kind=link}
{kind=link}