Material de recubrimiento para recubrir superficies irregulares así como procedimiento.
Sección de la CIP Técnicas industriales diversas y transportes
(22/07/2020). Solicitante/s: HOMAG GmbH. Clasificación: B29C63/04.
Material de recubrimiento, en particular material de recubrimiento de superficies estrechas, para recubrir una superficie irregular de una pieza (W) de trabajo,
material de recubrimiento que presenta una capa de soporte así como una capa adherente activable o reactivable,
comprendiendo el material de recubrimiento además al menos una zona (20a, 20b; 21a, 21b; 22a, 22b; 23a, 23b) de debilitamiento, y
estando realizada la zona de debilitamiento partiendo de la capa adherente en el material de recubrimiento.
PDF original: ES-2811837_T3.pdf
Sistema, máquina de recubrimiento así como disposición de aprovisionamiento.
Sección de la CIP Técnicas industriales diversas y transportes
(15/07/2020). Solicitante/s: HOMAG GmbH. Clasificación: B27D5/00.
Sistema con al menos una unidad de transporte para alojar unidades de almacenamiento de material y con un dispositivo de alimentación para material de recubrimiento, en el que el dispositivo de alimentación presenta:
al menos una estación de transferencia, preferiblemente varias estaciones de transferencia, para recibir la unidad de transporte, presentando dicha unidad de transporte alojamientos para unidades (M) de almacenamiento de material para alojar material de recubrimiento, en particular material de recubrimiento de superficie estrecha en forma de rollo,
un brazo de toma, que comprende una guía para un material de recubrimiento,
en el que el brazo de toma presenta un mecanismo de transporte para mover el material de recubrimiento, y la guía del brazo de toma está configurada a modo de canal, caracterizado porque el brazo de toma puede pivotar entre los alojamientos para las unidades (M) de almacenamiento de material de la unidad de transporte.
PDF original: ES-2817416_T3.pdf
Procedimiento y dispositivo para recubrir piezas de trabajo.
Sección de la CIP Técnicas industriales diversas y transportes
(04/09/2019). Solicitante/s: HOMAG GmbH. Clasificación: B23Q39/04, B23Q39/02, B23P23/04.
Procedimiento para recubrir piezas de trabajo, que están compuestas preferiblemente al menos por secciones de madera, materiales derivados de la madera, plástico o similares, con un material de recubrimiento, presentando el procedimiento las etapas de:
proporcionar una capa (4') funcional que puede volverse adhesiva mediante el aporte de energía, suministrar el material de recubrimiento a una pieza de trabajo que debe recubrirse,
activar al menos parcialmente la capa (4') funcional mediante el gaseado de la capa (4') funcional con un gas calentado, emitiéndose el gas calentado a través de al menos una abertura de salida en la capa (4') funcional y presentando en la zona de la al menos una abertura de salida una presión de al menos 3 bar, y
empalmar el material de recubrimiento a la pieza de trabajo por medio de la capa (4') funcional activada,
caracterizado porque la abertura de salida presenta una distancia de como máximo 10 mm desde la capa (4') funcional.
PDF original: ES-2748184_T3.pdf
Procedimiento para el recubrimiento de componentes.
(08/05/2019) Procedimiento para el recubrimiento de piezas de trabajo preferiblemente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales derivados de la madera, plástico o similares, con las siguientes etapas de procedimiento:
(a) proporcionar una pieza de trabajo con al menos una superficie de pieza de trabajo, en particular superficie estrecha de pieza de trabajo, en la que la superficie de pieza de trabajo se mejora mediante la aplicación de al menos un primer líquido endurecible a la superficie de pieza de trabajo y un endurecimiento al menos parcial del primer líquido ;
(s) tratamiento previo para mejorar las propiedades de adhesión y humectación mediante el desgaste con arranque…
Dispositivo de mecanizado con unidad de pivotado.
(20/11/2018) Dispositivo de recubrimiento para recubrir pieza de trabajo , que están compuestas preferiblemente, al menos en parte, de madera, materiales derivados de la madera, plástico o similares, con
una unidad de pivotado , que está dispuesta en el dispositivo de mecanizado, y
un módulo de recubrimiento previsto para recubrir una pieza de trabajo, en el que la unidad de pivotado presenta una guía pivotante para guiar un movimiento pivotante con respecto a un eje (A) de pivotado, estando montado el módulo de recubrimiento en la guía pivotante de la unidad de pivotado de manera pivotante en relación con el dispositivo de recubrimiento,
con lo que una pieza de trabajo , que presenta al menos una primera superficie (2a) de pieza de trabajo con una primera orientación (O) y una segunda…
Procedimiento para aplicar un recubrimiento sobre piezas de trabajo y dispositivo para recubrir piezas de trabajo.
Sección de la CIP Técnicas industriales diversas y transportes
(21/02/2018). Solicitante/s: HOMAG GmbH. Clasificación: B29C65/14, B29C63/02.
Procedimiento para aplicar un recubrimiento , que está compuesto preferiblemente, al menos parcialmente, de plástico, sobre piezas de trabajo, que están compuestas preferiblemente, al menos parcialmente, de madera o materias derivadas de la madera, en el que se activa, en particular se funde, el recubrimiento al menos en una región de unión, y
se une el recubrimiento mediante la región de unión con la pieza de trabajo,
caracterizado porque
la región de unión se irradia con radiación incoherente, en particular radiación infrarroja, emitida por una disposición de diodos emisores de luz, para la activación, en particular la fusión.
PDF original: ES-2664752_T3.pdf
Dispositivo para realizar el acabado de piezas de trabajo.
(12/10/2016) Dispositivo para realizar el acabado de piezas de trabajo , que preferiblemente están compuestas al menos parcialmente de madera, materiales derivados de la madera o similares, con:
un medio de impresión , que está realizado preferiblemente como medio de impresión por chorro de tinta con una pluralidad de boquillas , desde las que se expulsan gotas de tinta, un medio portador de piezas de trabajo para portar la pieza de trabajo que va a estamparse, un dispositivo de transporte para provocar un movimiento relativo entre la pieza de trabajo que va a someterse a acabado y el medio de impresión , y
al menos un medio de mecanizado para el mecanizado de la pieza de trabajo,
comprendiendo el dispositivo además una unidad de husillo con un alojamiento de herramienta (6') para el alojamiento con sustitución por inserción…
Procedimiento y dispositivo para el revestimiento de piezas de trabajo.
(12/10/2016) Dispositivo para el revestimiento de piezas de trabajo , que están compuestas preferiblemente al menos por segmentos de madera, materiales derivados de la madera, plástico, aluminio o similares, en particular para realizar el procedimiento según una de las reivindicaciones anteriores, que comprende: un medio de alimentación para alimentar un material de revestimiento ,
un medio de compresión para comprimir el material de revestimiento contra una superficie (2a) de una pieza de trabajo ,
un medio de transporte para provocar un movimiento relativo entre el medio de compresión y la respectiva pieza de trabajo , y
al menos una…
Sistema de reactor de lecho fluidizado.
Sección de la CIP Técnicas industriales diversas y transportes
(14/09/2016). Solicitante/s: TECHNISCHE UNIVERSITAT WIEN. Clasificación: B01J8/34.
Sistema de reactores de lecho fluidizado, que comprende uno o varios reactores de lecho fluidizado para la realización de reacciones químicas o físicas, del que al menos un reactor se configura como reactor con fluidización rápida para el funcionamiento como lecho fluidizado en circulación y que en el extremo superior comprende una salida de fluido, un separador de partículas y una tubería de partículas para el retorno de las partículas del lecho fluidizado separadas al mismo o comprende un reactor adicional, estando previstos en al menos un reactor con fluidización rápida uno o varios reguladores de la circulación para crear en el interior zonas de reacción separadas entre sí, caracterizado porque para la regulación de las condiciones de circulación en las zonas de reacción uno o varios de los reguladores de la circulación pueden ser ajustados de manera definida desde el exterior del sistema.
PDF original: ES-2601557_T3.pdf
Procedimiento y dispositivo para imprimir piezas de trabajo en forma de placa.
(24/08/2016) Combinación de un dispositivo para imprimir piezas de trabajo en forma de placa, en particular en la zona de un canto , y sensores o equipos de medición, dispositivo que presenta:
varios módulos de pretratamiento,
un equipo de impresión , en particular un equipo de impresión por chorro de tinta, para imprimir una sección pretratada, que debe imprimirse, con un patrón deseado, y
un equipo de control ,
pudiendo ponerse en marcha los módulos de pretratamiento de manera selectiva en función del material y/o de la naturaleza de la superficie de la sección que debe imprimirse y estando los módulos de pretratamiento y preferiblemente…
Procedimiento para recubrir una pieza de trabajo.
(04/01/2016) Procedimiento para recubrir una pieza de trabajo al menos en la zona de una superficie estrecha , con las etapas de:
proporcionar una pieza de trabajo , que presenta un núcleo , que preferiblemente al menos por segmentos está compuesto por madera, materias derivadas de la madera, plástico o similares, estando prevista una capa de superficie sobre al menos una superficie ancha del núcleo ,
retirar el núcleo en la zona de una superficie estrecha de tal manera que se genera una parte sobresaliente , que se forma mediante un segmento (8') de la capa de superficie y un segmento (4') del núcleo unido con el mismo, y
comprimir la parte sobresaliente contra la superficie estrecha…
Procedimiento para unir un elemento de fijación con una pieza de trabajo.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(04/01/2016). Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: F16B13/14, F16B12/14, F16B12/04, F16B12/24, F16B5/01.
Procedimiento para unir un elemento de fijación con una pieza de trabajo, en particular con un tablero para construcción ligera, en el que está prevista una provisión de pegamento en el elemento de fijación y la provisión de pegamento se libera mediante el suministro de energía o la provisión de pegamento se activa dentro del elemento de fijación mediante el suministro de energía, para unir el elemento de fijación con la pieza de trabajo, en el que la energía se suministra en forma de energía térmica, energía eléctrica, energía electromagnética y/o energía química, caracterizado porque la energía se suministra antes de la inserción del elemento de fijación en la pieza de trabajo.
PDF original: ES-2555525_T3.pdf
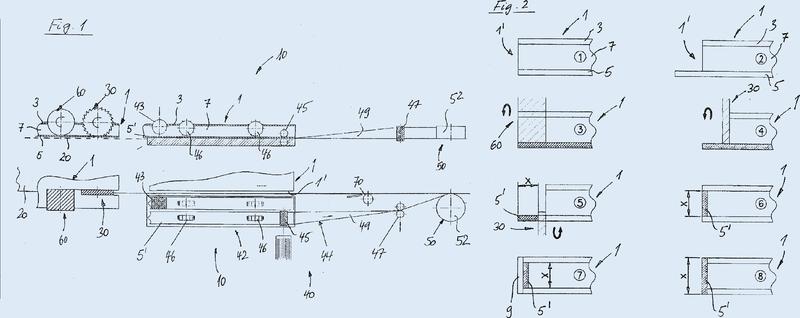
Procedimiento y dispositivo para refinar una pieza de trabajo.
Sección de la CIP Técnicas industriales diversas y transportes
(14/12/2015). Ver ilustración. Solicitante/s: HOMAG HOLZBEARBEITUNGSSYSTEME AG. Clasificación: B29C63/00, B27D5/00, B32B3/02.
Procedimiento para refinar una pieza de trabajo , con las etapas de:
proporcionar al menos una pieza de trabajo con dos capas de revestimiento y al menos una capa de núcleo dispuesta entre las capas de revestimiento , que preferiblemente presenta una densidad media inferior que las capas de revestimiento,
caracterizado porque el procedimiento también incluye:
separar un segmento (5') de al menos una capa de revestimiento de la pieza de trabajo, y
colocar, en particular pegar, el segmento (5') separado a una superficie estrecha (1') de la pieza de trabajo como canto de cierre, apoyo y/o decorativo.
PDF original: ES-2553895_T3.pdf
Procedimiento para la fabricación de material de recubrimiento.
(29/07/2015) Procedimiento para la fabricación de material de recubrimiento para piezas de trabajo, con las etapas de:
proporcionar un material de base en forma de banda o en forma de tira,
alimentar el material de base a una estación de recubrimiento ,
tratar previamente al menos una superficie del material de base ,
aplicar una capa funcional sobre la superficie tratada previamente del material de base , pudiendo activarse la capa funcional por medio de una fuente de energía de tal manera que desarrolla propiedades adhesivas, caracterizado por que la al menos una fuente de energía es un láser, y
dosificándose a la capa funcional antes de la aplicación pigmentos de color y aditivos para aumentar la capacidad de absorción de energía de la capa funcional ;
enrollar…
Dispositivo de mecanización.
(03/06/2015) Dispositivo para la mecanización, especialmente el recubrimiento de piezas de trabajo que se componen preferentemente, al menos por secciones, de madera, materiales derivados de la madera, materia sintética o similares, con:
un dispositivo de radiación para generar y/o transmitir una radiación, preferentemente un rayo láser, y
una unidad de husillo con un árbol giratorio dentro de una sección de cojinete de árbol (4a) y con un alojamiento para herramientas de mecanización y/o grupos de mecanización,
en el que
el árbol y/o un grupo montado en el árbol presentan al menos por secciones un espacio hueco (4b, 9a, 2b), y el dispositivo de radiación…
(07/05/2014) Módulo de encolado para encolar un material de canto (K) en una superficie estrecha de una pieza de trabajo (W) en forma de placa, que está compuesta en particular de madera o materiales derivados de la madera,
en el que el módulo de encolado presenta una carcasa , en la que está montado un rodillo de aplicación de cola para aplicar cola sobre la superficie estrecha de la pieza de trabajo (W), y
en el que el módulo de encolado puede acoplarse además con un accionamiento, mediante el cual puede hacerse rotar el rodillo de aplicación de cola ,
el rodillo de aplicación de cola está previsto de manera central en el módulo de encolado, de modo que su eje longitudinal (LL)…
Dispositivo y procedimiento para el revestimiento de piezas de trabajo.
(23/04/2014) Dispositivo para el revestimiento de piezas de trabajo , que están compuestas preferiblemente, al menos por segmentos, de madera, materiales derivados de la madera, plástico o similares, que comprende:
un medio de alimentación para alimentar un material de revestimiento ,
un medio de compresión para comprimir el material de revestimiento contra una superficie (2a) de una pieza de trabajo ,
un medio de transporte para provocar un movimiento relativo entre el medio de compresión y la respectiva pieza de trabajo ,
una fuente de energía para aplicar energía al material de revestimiento y/o a la pieza de trabajo , y
un medio de control para controlar al menos…
Dispositivo para el revestimiento de piezas de trabajo.
(02/04/2014) Dispositivo para el revestimiento de piezas de trabajo , que están compuestas preferiblemente, al menos por segmentos, de madera, materiales derivados de la madera, plástico o similares, con:
un medio de alimentación para alimentar un material de revestimiento a una superficie (2') que va a revestirse de la pieza de trabajo ,
un medio de compresión para comprimir el material de revestimiento contra la superficie (2') que va a revestirse de la pieza de trabajo, y
un medio de transporte para provocar un movimiento relativo entre la pieza de trabajo y al menos el medio de compresión , presentando el medio de compresión al menos dos elementos de compresión , que en el sentido de transporte…
Dispositivo y procedimiento para el recubrimiento de piezas de trabajo.
(29/01/2014) Dispositivo para el recubrimiento de piezas de trabajo , que están compuestas preferiblemente, al menos por secciones, de madera, materias derivadas de la madera, plástico, aluminio o similares, que comprende:
un módulo de suministro para suministrar un material de recubrimiento ,
un módulo de presión para presionar el material de recubrimiento contra una superficie (2a) de una pieza de trabajo ,
un módulo de transporte para provocar un movimiento relativo entre el módulo de presión y la pieza de trabajo correspondiente, y
un primer módulo de ensamblaje para la activación de un agente adhesivo…
Dispositivo de transmisión para radiación.
(25/12/2013) Dispositivo para el recubrimiento de piezas de trabajo, que preferiblemente están compuestas al menos por secciones de madera, materias derivadas de la madera, plástico o similares, con
una fuente de radiación para generar una radiación,
un módulo para aplicar un material de recubrimiento sobre una superficie de una pieza de trabajo, que puede moverse de manera activa y/o pasiva en relación con la fuente de radiación,
caracterizado porque
el dispositivo presenta un dispositivo de transmisión con un conductor para la transmisión de la radiación desde la fuente de radiación al módulo , en donde el dispositivo de transmisión está dispuesto entre la fuente de radiación y el módulo y presenta un punto de entrada al interior del conductor , estacionario con respecto a un punto de…
Procedimiento y dispositivo para el revestimiento de piezas de trabajo.
(16/10/2013) Procedimiento para el revestimiento de piezas de trabajo , que están compuestas, al menos porsegmentos, de madera, materiales derivados de la madera, o similares, con las etapas de:
proporcionar una pieza de trabajo , que está compuesta, al menos por segmentos, de madera, materialesderivados de la madera, o similares,
alimentar un material de revestimiento , que se va a aplicar sobre una superficie (2a) de la pieza detrabajo ,
aplicar energía sobre una superficie (2a) de la pieza de trabajo de manera que la lignina contenida en elmaterial de la pieza de trabajo se funda o derrita, de modo que la lignina despliega propiedadesadherentes en al menos la superficie (2a) que se va a revestir de la pieza de trabajo, y a continuacióncomprimir el material de revestimiento contra una superficie (2a) de la pieza de trabajo, uniéndose…
(18/04/2013) Sistema de iluminación con
- un perfil de montaje , que está configurado para la fijación sobre un sustrato y para el alojamiento de un cable dealimentación ,
- un cable de alimentación , que está alojado en el perfil de montaje y que es retenido por él, y
- un perfil de lámparas , que está configurado para la colocación sobre el perfil de montaje , y que comprende:
- un carro de soporte de los medios de iluminación , que está configurado para la inserción en el perfilde lámparas y sobre el que están colocados unos elementos de iluminación , y
- clavijas de contacto para la conexión eléctrica sin herramientas de los elementos de iluminación con el cable de alimentación ,
caracterizado…
Dispositivo para el revestimiento de piezas de trabajo.
(21/03/2013) Dispositivo para el revestimiento de piezas de trabajo , que están hechas, preferentemente al menos porsecciones, de madera, materiales derivados de la madera, plástico o similares, con un dispositivo de suministro para el suministro de un material de revestimiento, una región de activación para la activación del material derevestimiento suministrado y un dispositivo de compresión para la compresión del material de revestimiento activado contra una pieza de trabajo y en el que al menos la región de activación con un dispositivo decompresión y la pieza de trabajo durante el procedimiento de revestimiento se pueden mover y/o rotar deforma…
Procedimiento para la fabricación de una placa de construcción ligera.
(28/03/2012) Procedimiento para la fabricación de una placa de construcción ligera con dos capas exteriores depared delgada y al menos una capa central de material de relleno ligero dispuesta entre superficies interiores de las capas exteriores, particularmente un material de panal o un material esponjado, en el que el material de relleno presentauna densidad media inferior que las capas exteriores , con las etapas de:
- proporcionar una primera capa exterior y una segunda capa exterior , - alimentar la capa central en la región entre las capas exteriores , - ensamblar la primera y la segunda capa exterior de tal forma que las superficies interiores correspondientes de las capas exteriores queden enfrentadas entre sí y unidas entre sí al menos por tramos a través dela…
Dispositivo y procedimiento de mecanizado de materiales en forma de banda para la decoración de una pieza de trabajo.
(21/03/2012) Dispositivo de mecanizado de materiales en forma de banda para la decoración de una pieza de trabajo ,hecha preferentemente al menos parcialmente de madera, materiales derivados de la madera o plástico, quecomprende:
una primera unidad de alimentación de banda para alimentar un primer material en forma de banda de modo que éste se pueda aplicar sobre una superficie (2') de la pieza de trabajo ,una primera unidad de impresión para alimentar el primer material en forma de banda yal menos una segunda unidad de alimentación de banda para alimentar al menos un segundo materialen forma de banda de modo que el segundo material en forma…
Procedimiento para decorar la superficie de piezas de trabajo.
(21/03/2012) Procedimiento para decorar la superficie (2') de piezas de trabajo, que están compuestas preferiblemente almenos en parte de madera, materiales derivados de la madera, plásticos o similares, utilizando un dispositivo , con
una unidad de impresión,
una unidad de alimentación de banda para alimentar un material en forma de banda a lo largo de launidad de impresión, de tal manera que el material en forma de banda puede imprimirse por la unidad de impresión,
una unidad de provisión de banda para proporcionar de manera continua el material en forma de bandaa la unidad de alimentación de banda,
una unidad de aplicación para aplicar el…
Procedimiento para el acabado de piezas de trabajo en forma de plancha.
(21/03/2012) Procedimiento para el acabado de piezas de trabajo en forma de plancha en la zona de una superficie estrecha (1a), con las siguientes etapas:
puesta a disposición de una pieza de trabajo en forma de plancha que presenta una primera capa de recubrimiento y una segunda capa de recubrimiento, así como una capa central dispuesta entre las capas de recubrimiento, presentando las capas de recubrimiento al menos por secciones una densidad mayor que la capa central y presentando la segunda capa de recubrimiento una sección sobresaliente que sobresale respecto a la primera capa de recubrimiento y la capa central , realización de una ranura en una superficie…
DISPOSITIVO Y PROCEDIMIENTO PARA EL MECANIZADO CONTINUO DE PIEZAS DE TRABAJO EN LA ZONA DE BORDE.
(29/11/2011) Dispositivo para el mecanizado de piezas de trabajo esencialmente planas o en forma de listón de materiales derivados de la madera de poros abiertos o similares en la zona de borde, con un dispositivo de revestimiento para la aplicación y alisado de una masa de revestimiento (B) sobre la al menos una sección de borde (1'), en el que el dispositivo de revestimiento presenta un elemento de de tobera , que posee una abertura de tobera que está dirigida hacia la al menos una sección de borde (1') y está delimitada al menos por una primera superficie y una segunda superficie , y la primera superficie está dispuesta delante de la segunda superficie en una dirección de revestimiento y sobresale respecto a la segunda superficie , caracterizado porque el elemento de tobera presenta una cavidad que está en conexión con la abertura de tobera …
MÁQUINA PARA IMPRIMIR LOS LADOS ESTRECHOS DE PIEZAS EN FORMA DE PLACA.
(18/10/2011) Máquina para imprimir piezas mediante un sistema de impresión por chorro de tinta que presenta varias cabezas impresoras , compuestas cada una de ellas por varios módulos de color , y con un dispositivo de colocación de las piezas en forma de un dispositivo transportador que transporta las piezas a lo largo de un sistema de impresión por chorro de tinta , contiguo al cual están dispuestas las cabezas impresoras sobre un soporte en el cual se encuentra un dispositivo de ajuste para ajustar las cabezas impresoras con relación a las piezas , caracterizada porque las piezas son componentes o elementos de construcción en forma de placa cuyos lados estrechos se han…
PROCEDIMIENTO PARA REVESTIR PIEZAS EN FORMA DE PLACA CON UNA LÁMINA DECORATIVA.
(11/04/2011) Procedimiento para el revestimiento de piezas en forma de placa, de madera y/o de materiales semejantes a la madera, en particular de materiales de madera aglomerada, con una lámina decorativa en una sola fase de trabajo en paso continuo a través de la máquina, pegándose la lámina decorativa sobre por lo menos una de las caras anchas y sobre por lo menos una cara estrecha de las piezas situada en la dirección de paso continuo, mediante el empleo de por lo menos dos pegamentos, y donde para lograr la adherencia entre las caras estrechas de la pieza y la lámina decorativa se emplea un pegamento termoplástico, caracterizado porque antes de aplicar la lámina decorativa sobre las piezas , el pegamento termoplástico se aplica, bien sobre la superficie de la lámina decorativa que se ha de pegar sobre…
DISPOSITIVO PARA EL ENNOBLECIMIENTO DE PIEZAS DE TRABAJO.
(01/04/2011) Dispositivo para el ennoblecimiento de piezas de trabajo compuestas preferentemente al menos en parte de madera, de derivados de madera o similares, con: un dispositivo de impresión realizado preferentemente como dispositivo de impresión por chorro de tinta con una pluralidad de toberas de las que pueden expulsarse gotas de tinta, dibujo, un dispositivo portapieza para soportar la pieza de trabajo en la que se ha de aplicar un al menos un dispositivo de mecanizado para mecanizar la pieza de trabajo, que está preparado para realizar al menos un mecanizado con arranque de virutas y la limpieza de la pieza de trabajo, y un dispositivo transportador para provocar un movimiento relativo entre la pieza de trabajo …
(14/03/2011) Pieza de trabajo con forma de placa o listón, que se compone de forma preferida al menos por segmentos de madera, materiales de madera, plástico, etc., en donde la pieza de trabajo presenta sobre una superficie estrecha (2') un material de arista para su aplicación a piezas de trabajo de forma preferida con forma de placa, material de arista que posee una forma general alargada con una dirección longitudinal (L), en donde el material de arista presenta al menos una capa de material , y caracterizada porque al menos una capa de material del material de arista está configurada como capa de material transversal, que presenta en la dirección…
{kind=link}