Dispositivo para la fabricación de larguerillos con forma de omega.
(13/09/2017) Aparato para fabricar larguerillos de material compuesto a partir de un material compuesto laminado , que comprende:
- un molde macho ,
- una placa de prensado principal , estando la placa de prensado principal ubicada por debajo del molde macho y adaptada para sujetar el material compuesto laminado contra el molde macho ,
- dos mitades de molde hembra fijas , ubicadas a ambos lados de la placa de prensado principal ,
- dos placas de prensado móviles secundarias , cada una de ellas ubicada respectivamente sobre cada una de las dos mitades de molde hembra y adaptadas para bajarse desde una posición alta hasta una posición baja y adaptadas para sujetar el material compuesto laminado cuando están en dicha posición baja, y
- unos medios de retención ,
en el que
los medios de retención están adaptados…
Métodos y sistemas de inspección para detectar fugas en ensamblajes con bolsa de vacío.
(30/11/2016) Un método de inspección para la detección de fugas en un ensamblaje de bolsa de vacío utilizado en la fabricación de una pieza de material compuesto, comprendiendo el método la pulverización de helio sobre la superficie de la bolsa de vacío y el uso de un equipo de detección de helio adecuado para detectar helio arrastrado por el vacío dentro de la bolsa de vacío a través de una fuga;
- el ensamblaje de bolsa de vacío comprende un panel curado , una pluralidad de larguerillos de refuerzo sin curar , unos útiles de curado (21, 21') para los larguerillos de refuerzo sin curar con pinzas de fijación y una bolsa de vacío dispuesta…
LARGUERILLO EN FORMA DE "T" CON EXTREMO DEL ALMA REDONDEADO Y SU MÉTODO DE FABRICACIÓN.
Sección de la CIP Técnicas industriales diversas y transportes
(03/01/2014). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C1/06, B29D99/00.
Procedimiento de fabricación de larguerillos en "T" hechos de material compuesto, que comprende una segunda etapa de conformado de laminados en preformas en "L", que comprende proporcionar un utillaje formado por un útil fijo que com- prende una parte inferior y una parte superior, y unútil móvil que comprende un elemento inferior y un elemento superior. Igualmente comprende que el tramo del laminado destinado al pie de la preforma quede entre la parte inferior y la parte superior del útil fijo , y el tramo del laminado destinado al alma de la preforma quede entre el elemento inferior y el elemento superior del útil móvil . Además comprende desplazar verticalmente el útil móvil para doblar progresivamente el alma de la preforma apoyándola en una pared vertical del útil fijo . El extremo de su alma adopta una forma redondeada.
ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS EN COMPONENTES DE AERONAVES.
(30/05/2013) Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el…
COMPONENTES DE AERONAVES CON ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(02/05/2013). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C3/26.
Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el larguerillo al revestimiento . Figura 3a.
Procedimiento para la fabricación de paneles de materiales compuestos con elementos rigidizadores en forma de U.
(11/03/2013) Procedimiento para fabricar paneles para estructuras aeronáuticas con elementos rigidizadores en forma de U y elementos rigidizadores de refuerzo en forma de I entre sus alas que comprende las siguientes etapas: Proporcionar laminados para conformar la piel sobre el útil de curado ; Proporcionar laminados planos para conformar los elementos rigidizadores ; Conformar las "Ues" sobre útiles individuales y colocar las "Ies" en dichos útiles ; Agrupar dichos útilesindividuales sobre un útil conjunto ; Colocar el conjunto de elementos rigidizadores sobre la piel ; Colocar una bolsa de vacío sobre el conjunto con ayuda de perfiles ; Consolidar dicho conjunto…
PROCESO DE FABRICACIÓN DE LARGUERILLOS PARA LA ESTRUCTURA DE UNA AERONAVE Y PRODUCTO OBTENIDO.
(17/09/2012) Proceso de fabricación de larguerillos para la estructura de una aeronave y producto obtenido.
Se trata de obtener un larguerillo a partir de un par de semilarguerillos de configuración angular que se unen por sus almas estando en contacto entre sí unos semicuerpos laminares formados por una superposición de telas encintadas de fibra de carbono.
Se caracteriza porque antes de conformar los semilarguerillos, sobre unas áreas de un laminado plano de fibra de carbono se encintan las diversas telas conformantes de los semicuerpos laminares de unión para obtener después unas porciones laminares compuestas , a partir de las cuales se conforman los semilarguerillos…
MÉTODO DE FABRICACIÓN DE LARGUERILLOS CON FORMA DE "T" PARA UN AVIÓN Y HERRAMIENTA DE CURADO USADA EN EL MISMO.
(17/04/2012) Método de fabricación de larguerillos con forma de "T" para un avión y herramienta de curado usada en el mismo.
Método de fabricación de larguerillos con forma "T" para un avión, en el que los larguerillos con forma de "T" tienen un alma del larguerillo y un pie del larguerillo, comprendiendo el método: una primera etapa de conformado en caliente de un laminado de fibra de carbono para conseguir una geometría de semi-larguerillos con una sección transversal con forma de "L", una segunda etapa para colocar juntos los dos semi-larguerillos con forma de "T" conformados en caliente para formar un larguerillo con forma de "T", una tercera etapa donde el…
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE MATERIAL COMPUESTO.
(26/05/2011) Dispositivo y procedimiento para la fabricación de elementos de material compuesto.La invención se refiere a un dispositivo para la fabricación de elementos tridimensionales tipo viga de material compuesto con fibras de refuerzo pre-impregnadas con resinas poliméricas, a partir de laminados encintados y precortados sin polimerizar, comprendiendo dicho dispositivo un cabezal que comprende a su vez un tren de rodillos , pudiéndose desplazar dicho cabezal longitudinalmente a lo largo de una bancada fija, de tal forma que, al moverse dicho cabezal , el tren de rodillos actúa sobre los laminados sin polimerizar, compactándolos y dándoles forma, conformando así en un solo golpe los laminados con su geometría final, de tal modo que dichos laminados quedan preparados para su integración posterior. La invención se refiere también a un procedimiento…
PROCEDIMIENTO PARA LA REALIZACION DE EMBUTICIONES EN ZONAS PLANAS DE PIEZAS DE MATERIAL COMPUESTO PREIMPREGNADO.
(05/08/2010) Procedimiento para la formación de una abertura en una zona plana o cuasi plana de una pieza de material compuesto preimpregnado, caracterizado porque la abertura está embutida y porque comprende los siguientes pasos:
a) Disponer la pieza entre un útil hembra con la forma final de la cara inferior de la pieza embutida y un pisador con la forma final de la cara superior de la pieza embutida, salvo en la parte que debe ser embutida, que no queda abarcada por el pisador , y aplicar una presión sobre el pisador a lo largo del procedimiento para evitar la formación de arrugas en la parte de la pieza que debe mantenerse sustancialmente plana;
b) Aplicar un útil macho sobre la parte de la pieza que debe ser embutida a una velocidad…
PROCEDIMIENTO PARA CONFORMAR LAMINAS ESTRATIFICADAS DE MATERIAL COMPUESTO, CON GEOMETRIA DE DOBLE CURVATURA.
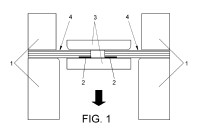
(16/07/2007) Procedimiento para conformar láminas estratificadas de material compuesto, con geometría de doble curvatura, aplicando una lámina sobre un útil de conformación que le impone una curvatura según un primer eje, sobresaliendo una parte marginal de borde de dicha lámina en voladizo de dicho útil . Dicha parte marginal es cogida entre dos placas de conformación en una primera posición superior de éstas, de forma que pueda deslizar, escapándose entre ellas, mientras dichas placas son hechas bajar a lo largo de una pared vertical de dicho útil para doblar dicha parte marginal según una línea de plegado que forma ángulo con dicho primer eje de curvatura. El borde de la placa inferior se encuentra en contacto, durante todo su desplazamiento,…
METODO Y APARATO PARA LA FORMACION DE UNA BOLSA DE VACIO EN LA FABRICACION DE ESTRUCTURAS DE MATERIAL COMPUESTO DE GRAN SUPERFICIE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2007). Ver ilustración. Solicitante/s: AIRBUS ESPAÑA S.L.. Clasificación: B29C70/44, B29C43/36, B29D31/00.
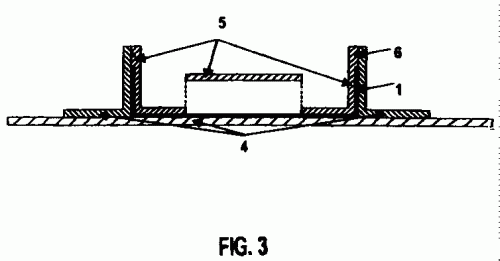
Método y aparato para la formación de una bolsa de vacío para envolver una estructura de material compuesto para ser tratada en un autoclave. La formación de dicha bolsa de vacío se realiza aplicando el material laminar que constituye dicha bolsa en estrecho contacto con unos de los componentes de dicha estructura de forma que no queden entre dicho material laminar y dichos componentes huecos ni cavidades. Esta aplicación en estrecho contacto se realiza mediante elementos de posicionamiento y retención destinados a recibir en una primera posición, en primer lugar, a dicho material laminar y, en segundo lugar, a dichos componentes estructurales y a retenerlos en estrecha aplicación para posicionarlos después en relación de contacto con otro componente de dicha estructura de forma que dicho material laminar se aplique por todo su contorno en relación de obturación con medios de soporte de dicho otro componente para formar, así, dicha bolsa de vacío.
PROCESO Y UTILLAJE PARA REDUCIR LAS TENSIONES RESIDUALES Y LAS DISTORSIONES DE LA FORMA INDUCIDAS TERMICAMENTE EN ESTRUCTURAS DE COMPOSITE MONOLITICAS.
(16/04/2007) Proceso para fabricar estructuras de composite monolíticas que comprenden subcomponentes precurados, o bien una combinación de capas de composite reforzadas con fibras preimpregnadas de resina no curada o preimpregnaciones y subcomponentes precurados, usando un utillaje especial para modular la dilatación térmica de los subcomponentes precurados, caracterizado por los pasos de: a) proporcionar al menos un primer subcomponente de material de composite; b) proporcionar al menos un segundo subcomponente de material de composite; c) montar los citados primer y segundo subcomponentes y unir un utillaje de compensación de la dilatación al segundo subcomponente; d) cubrir el conjunto que…
PROCEDIMIENTO DE FABRICACION DE ESTRUCTURAS PRIMARIAS EN MATERIAL COMPUESTO CON CURADO EN UTIL HEMBRA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2004). Ver ilustración. Solicitante/s: AIRBUS ESPAÑA S.L.. Clasificación: B29C70/44, B29C70/34.
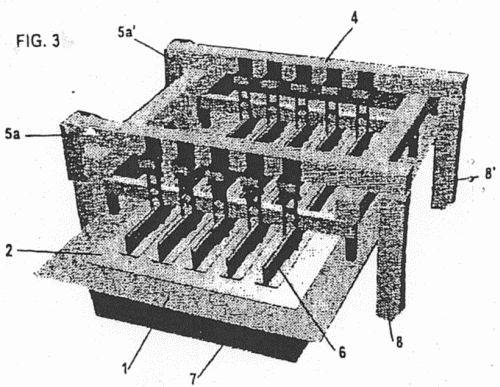
Procedimiento de fabricación de estructuras primarias en material compuesto con curado en útil hembra, que comprende laminar capas superpuestas de material compuesto en estado preimpregnado; colocar el laminado obtenido sobre un útil de conformado, cargar el conjunto en una campana de vacío y aplicar un ciclo de conformado establecido; cargar el laminado ya conformado, pero en estado fresco todavía, en un útil hembra adecuado para su curado, colocar pisas laterales e insertar tubos elastoméricos en canales de dichos pisas, colocar un pisa central , sellar el conjunto y realizar una bolsa de vacío con perforaciones para extraer el aire de su interior; y cargar el conjunto en un autoclave, cerrar éste herméticamente y realizar un ciclo de curado correspondiente. La invención es aplicable al campo de la aeronáutica.
PROCEDIMIENTO DE FABRICACION DE PIEZAS PRECURADAS EN MATERIAL COMPUESTO CON RIGIDIZADORES APLICADOS EN ESTADO FRESCO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2004). Ver ilustración. Solicitante/s: AIRBUS ESPAÑA S.L.. Clasificación: B64C3/18, B29C70/44, B64C3/24.
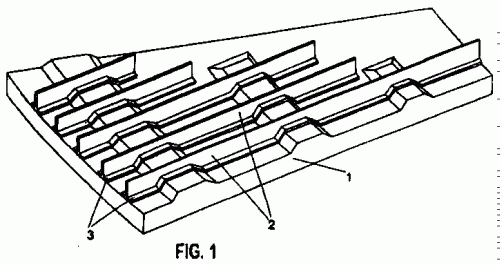
Procedimiento de fabricación de piezas precuradas en material compuesto con rigidizadores aplicados en estado fresco, que comprende laminar capas superpuestas de material compuesto preimpregnado para obtener una pieza base y una segunda pieza destinada a unirse con ella; curar la pieza base ; conformar en caliente el laminado destinado a formar la segunda pieza ; retirar la segunda pieza del útil de conformado de la misma y depositarla sobre la pieza base , con intercalación de una lámina de adhesivo estructural entre ambas; encerrar el conjunto de ambas piezas dentro de una bolsa de vacío; y cargar dicha bolsa en un autoclave, realizando en éste un ciclo de curado de la segunda pieza bajo presión y temperatura, con lo cual ésta queda fuertemente adherida a la pieza base . La invención es aplicable al campo de la aeronáutica.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}