8 inventos, patentes y modelos de OLSZEWSKI, EGON
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO HUECO ALARGADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2002). Solicitante/s: BENTELER AG. Clasificación: B62D65/00, B21D53/88.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CUERPO HUECO LONGITUDINAL BASANDOSE EN ALUMINIO ENDURECIDO DE FORMA NATURAL, TAL COMO POR EJEMPLO ALMGMN, O UNA ALEACION DE ALUMINIO ENDURECIBLE, POR EJEMPLO ALMGSI1, ASI COMO LA UTILIZACION DE CUERPO HUECO DE ESTE TIPO COMO COMPONENTE SOPORTE DE MECANISMO DE MARCHA EN CONSTRUCCION DE VEHICULOS. EN LA ELABORACION SE UNEN DOS CHAPAS UNA CON OTRA DE ESPESOR DIFERENTE A UNA PLETINA. DESPUES LA PLETINA SE CONFORMA PARA LA OBTENCION DE UN CUERPO HUECO Y SE UNE EN SUS CANTOS LONGITUDINALES SEGUN TECNICA DE UNION DE JUNTURA. LA CONFORMACION FINAL DEL CUERPO HUECO RESULTA A TRAVES DE CONFORMADO DE ALTA PRESION INTERIOR HIDRAULICA.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN CUERPO HUECO TUBULAR CON ABOMBAMIENTOS DISPUESTOS DISTANCIADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2002). Ver ilustración. Solicitante/s: BENTELER AG. Clasificación: B21D26/02.
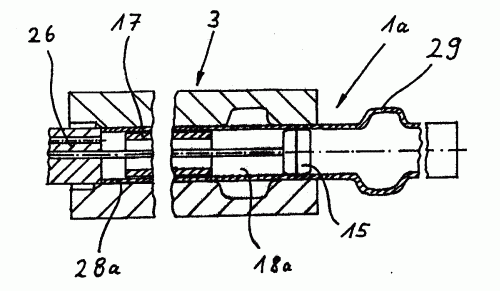
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA FABRICACION DE UN CUERPO HUECO TUBULAR CON ENSANCHES DISPUESTOS SEPARADOS EN LA DIRECCION LONGITUDINAL DEL CUERPO HUECO MEDIANTE EL EMPLEO DE CONFORMADO INTERIOR A ALTA PRESION. PARA ELLO SE INTRODUCE UN CUERPO HUECO EN UNA HERRAMIENTA DE CONFORMADO BIPARTIDA, Y SE INTRODUCE EN EL CUERPO HUECO UNA HERRAMIENTA DE JUNTA Y APOYO . ESTA COMPRENDE UN CABEZAL DE JUNTA Y UN CUERPO DE APOYO QUE SE PUEDEN POSICIONAR RESPECTIVAMENTE EN POSICION AXIAL DENTRO DEL CUERPO HUECO . DE ESTA MANERA SE PUEDE LIMITAR DENTRO DEL CUERPO HUECO UN TRAMO INTERIOR . EMPUJANDO AXIALMENTE EL CUERPO HUECO SE PRODUCE ENTONCES EN EL TRAMO INTERIOR UN ENSANCHAMIENTO. CAMBIANDO LA POSICION AXIAL DEL CUERPO HUECO DENTRO DE LA HERRAMIENTA DE CONFORMADO SE PUEDEN FABRICAR OTROS ENSANCHAMIENTOS, TENIENDOSE LA POSIBILIDAD DE QUE EL CUERPO HUECO SE CURVE ENTRE LA FABRICACION DE DOS ENSANCHAMIENTOS.
USO DE UNA ALEACION DE ACERO PARA TUBOS PARA EL REFUERZO DE LAS PUERTAS LATERALES DE AUTOMOVILES.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/11/1999). Solicitante/s: BENTELER AG. Clasificación: B60J5/04, C22C38/58.
UTILIZACION DE UNA ALEACION DE ACERO PARA TUBOS EN EL REFORZAMIENTO DE LAS PUERTAS LATERALES DE VEHICULOS DE PERSONAS. LA ALEACION DE ACERO CONTIENE, EN PORCENTAJE EN PESO, 0,15 A 0,25 DE CARBON (C), 0,50 A 0,60 DE SILICIO (SI) 2,00 A 3,00 DE MANGANESO (MN) 0,50 A 0,7 DE CROMO (CR), 0,30 A 0,50 DE MOLIBDENO (MO), 0,20 A 0,60 DE NIQUEL (NI), 0,03 A 0,05 DE ALUMINIO (AL), 0,02 A 0,04 DE NIOBIO (NB), 0,01 A 0,06 DE TITANIO (TI), 0,001 A 0,004 DE BORO (B), 0,01 A 0,04 DE NITROGENO (N), HASTA 0,02 DE FOSFORO (P), HASTA 0,015 DE AZUFRE (S) Y HASTA 0,50 DE COBRE (CU). EN PORCENTAJE EN PESO LA SUMA DE C, SI, MN, CR Y MO VARIA ENTRE 3,5 Y 4,5 Y LA SUMA DE TI Y NB ALCANZA HASTA EL 0,07 POR CIENTO EN PESO.
PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA DE MECANISMO DE CONSTRUCCION Y SOPORTE DE EJE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1999). Solicitante/s: BENTELER AG. Clasificación: B21D26/02, B21D9/15.
LA INVENCION SE REFIERE POR UN LADO A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA DE MECANISMO DE CONSTRUCCION MEDIANTE DOBLADO E HIDROMOLDEADO DE UN PERFIL HUECO METALICO RECTO Y POR OTRO LADO A UN SOPORTE DE EJE. EN UNA PRIMERA ETAPA DEL PROCEDIMIENTO SE CONFORMAN DE FORMA MATEMATICA DE HIDROMOLDEO LAS ZONAS DE CONFORMADO A PARTIR DEL PERFIL HUECO EN UNA HERRAMIENTA DE PRENSA. CON ELLO SE CARGA EL PERFIL HUECO CON UNA PRESION INTERIOR HIDRAULICA. AL MISMO TIEMPO RESULTA UN DESPLAZAMIENTO POSTERIOR AXIAL DE LOS EXTREMOS DEL TUBO. DE ESTA FORMA SE CONSIGUE UN MATERIAL PERFILADO EN EL QUE SE APOYAN LAS ZONAS (6') A SER PREMOLDEADAS Y SE PREMOLDEAN LAS ZONAS (7') DE LA CONFORMACION MAXIMA. EN OTRO PASO DEL PROCEDIMIENTO RESULTA LA ELABORACION DEL CONTORNO DE LA PIEZA DE CONSTRUCCION MEDIANTE DOBLADO Y MOLDEADO FINAL TECNICO DE HIDROMOLDEO, DONDE RESULTA UNA CALIBRACION DE LA PIEZA DE MECANISMO DE CONSTRUCCION.
PROCEDIMIENTO PARA LA ELABORACION DE ELEMENTOS DE CONSTRUCCION METALICOS CON ESPESOR DE PARED DIFERENTE.
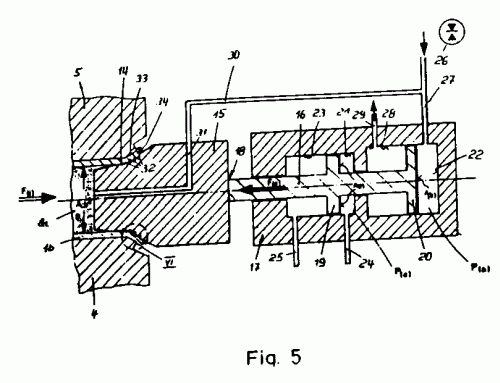
(16/10/1998) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE ELEMENTOS DE CONSTRUCCION METALICOS CON ESPESORES (D{SUB,1} D{SUB,2}) DE PARED DIFERENTES MEDIANTE CONFORMACION DE UN PERFIL DE PARTIDA DE ESPESOR APROXIMADAMENTE REGULAR. LA ZONA A SER CONFORMADA DEL PERFIL DE PARTIDA SE CALIENTA DE MANERA PROGRESIVA POR MEDIO DE UNA FUENTE DE CALOR, DONDE EL PERFIL DE PARTIDA SE AJUSTA BAJO EL INFLUJO DE UNA FUERZA (F{SUB,1}) DE TRACCION QUE ACTUA DE FORMA TRANSVERSAL CON RESPECTO A LA ZONA CALENTADA. LA ALTURA DE LA FUERZA (F{SUB,1}) DE TRACCION APLICADA SE ENCUENTRA POR DEBAJO DEL LIMITE DE FUSION DE MATERIAL PRESENTE EN LA TEMPERATURA AMBIENTE. A TRAVES DEL CALENTAMIENTO FLUYE EN LA ZONA DE CALENTAMIENTO LA LIMITACION…
PROCEDIMIENTO PARA LA CONFORMACION HIDRAULICA DE UN CUERPO HUECO TUBULAR Y DISPOSITIVO PARA LA EJECUCION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1994). Ver ilustración. Solicitante/s: BENTELER AKTIENGESELLSCHAFT. Clasificación: B21D26/02.
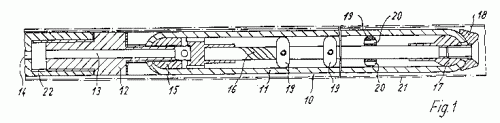
PROCEDIMIENTO PARA LA CONFORMACION HIDRAULICA DE UN CUERPO HUECO TUBULAR Y DISPOSITIVO PARA LA EJECUCION DEL PROCEDIMIENTO. UNA ESTAMPA CON DOS SEMIESTAMPAS SE INTRODUCE EN UN RECIPIENTE CON UN LIQUIDO INCOMPRESIBLE. LA JUNTA DE LA ESTAMPA SE ENCUENTRA A UNA DISTANCIA PARALELA RESPECTO AL PLANO HORIZONTAL QUE ATRAVIESA EL CUERPO (1B) HUECO. LOS EXTREMOS FRONTALES DEL CUERPO (1B) HUECO ESTAN COLOCADOS BAJO LA INFLUENCIA DE CILINDROS HIDRAULICOS. MEDIANTE LOS CILINDROS HIDRAULICOS SE INSERTAN MANDRILES EN LOS EXTREMOS FRONTALES Y CUANDO LA PRESION [P(I)] INTERNA DE CONFORMACION ES ALTA EN EL CUERPO (1B), SE MANTIENEN EN LA POSICION DE OBTURACION.
SUSPENSION PARA LAS RUEDAS TRASERAS DE UN VEHICULO AUTOMOVIL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1990). Ver ilustración. Solicitante/s: BENTELER AKTIENGESELLSCHAFT. Clasificación: B60G11/14, B60G3/14.
SUSPENSION PARA LAS RUEDAS TRASERAS DE UN VEHICULO AUTOMOVIL QUE COMPRENDE UN BLOQUE DE APOYO FORMADO POR UN ALOJAMIENTO DE GORRON DE FORMA DE CAJA Y UN ALOJAMIENTO DE RESORTE EN FORMA DE CAJA. EL ALOJAMIENTO DE GORRON Y EL ALOJAMIENTO DE RESORTE ESTAN SOLDADOS EN AJUSTE DE FORMA CON SUS PAREDES TRANSVERSALES SOBRE UNA BIELA LONGITUDINAL DE FORMA TUBULAR CURVADA EN FORMA DE S. EN LA ZONA DE ALOJAMIENTO DE RESORTE, LA BIELA LONGITUDINAL ESTA PROVISTA DE UN AVELLANADO . EL AVELLANADO SIRVE PARA EL ALOJAMIENTO DE UN ESTRIBO EN FORMA DE CASCARA PARA UN RESORTE DE COMPRESION HELICOIDAL. EL ALOJAMIENTO DE RESORTE FORMA UN MIEMBRO DE PUENTE ENTRE LAS SECCIONES LONGITUDINALES NO CONFORMADAS DE LA BIELA LONGITUDINAL . LA RESULTANTE DE LA FUERZA DEL RESORTE DE COMPRESION HELICOIDAL CORTA AL EJE CENTRAL DE LA BIELA LONGITUDINAL.
PROCEDIMIENTO PARA EL CURVADO DE TUBOS Y MANDRIL DE APOYO PARA LLEVAR A CABO EL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1989). Ver ilustración. Solicitante/s: BENTELER AG. Clasificación: B21D9/15, B21D9/03.
PROCEDIMIENTO PARA EL CURVADO DE TUBOS Y MANDRIL DE APOYO PARA LLEVAR A CABO EL PROCEDIMIENTO, EN DONDE ESTE COMPRENDE EMPLEAR UN MANDRIL DE APOYO QUE, ANTES DEL CURVADO, SE INTRODUCE EN LA ZONA DE CURVADO DE UN TUBO Y SE APRIETA CONTRA LA PARED INTERIOR DE DICHO TUBO INTRODUCIENDO UN MEDIO A PRESION Y QUE, DESPUES DEL CURVADO, SE AFLOJA NUEVAMENTE Y SE EXTRAE DEL TUBO CURVADO . EL MANDRIL CONSISTE EN UNA PIEZA DE TUBO FLEXIBLE PROVISTA DE UNA PIEZA DE UNION PARA FIJACION A UNA BARRA MANDRINADORA , PENETRANDO DICHA PIEZA EN LA PIEZA Y PRESENTANDO UN TALADRO DE LLENADO PARA LA ENTRADA Y SALIDA DEL MEDIO A PRESION EN LA PIEZA , LA CUAL POR LO DEMAS ESTA TOTALMENTE CERRADA. EL INVENTO ES APLICABLE A TUBOS PARA INTERCAMBIADORES DE CALOR Y OTROS USOS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}