PROCEDIMIENTO Y PLANTA PARA LA FABRICACIÓN DE ARTÍCULOS EN FORMA DE PLACAS O BLOQUES DE PIEDRA CONGLOMERADA O DE MATERIAL DE TIPO PIEDRA.
Procedimiento para fabricar artículos en forma de placas o bloques,
del tipo que presenta las etapas siguientes: - preparar una mezcla en forma de capas múltiples que comprende por lo menos dos mezclas individuales iniciales (20a, 20b, 20c), estando constituida cada una de ellas principalmente por uno o más materiales granulares de piedra o de tipo piedra que presentan un tamaño de partícula seleccionado y un aglomerante; - alimentar la mezcla múltiple a un recipiente o soporte que giran a una velocidad controlada, en una posición axialmente descentrada respecto al eje de rotación, para producir una acumulación con una forma anular, en la cual la mezcla múltiple sea sometida a una acción de homogeneización; - depositar una capa de espesor predefinido de esta mezcla sobre una superficie de soporte temporal, junto con la posterior cobertura de la mezcla con un soporte similar o en un molde; - trasferir el soporte temporal o molde para la etapa de vibrocompresión en vacío y posteriormente endurecer la mezcla; caracterizado porque dicha mezcla múltiple dispuesta uniformemente en capas se obtiene mediante una deposición programada sucesiva de una capa de cada mezcla individual inicial (20a, 20b, 20c) sobre una cinta transportadora (12), de modo que cada capa esté dispuesta sobre la capa inmediatamente anterior, alimentando dicha cinta transportadora dicha mezcla múltiple a dicho recipiente o soporte giratorios.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/063632.
Solicitante: TONCELLI,LUCA.
Nacionalidad solicitante: Italia.
Dirección: VIALE ASIAGO 34 36061 BASSANO DEL GRAPPA (VICENZA) ITALIA.
Inventor/es: TONCELLI,LUCA.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Junio de 2006.
Clasificación PCT:
- B28B1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00).
- B28B13/02 B28B […] › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
- B29C31/10 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › de varias materias a conformar.
- B29C67/24 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2366805_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a la fabricación de artículos de piedra conglomerada o de material de tipo piedra, en particular artículos en forma de placas o bloques de gran tamaño.
En años relativamente recientes, se ha desarrollado y establecido industrialmente tecnología para la fabricación de artículos en forma de placas o bloques formados por material conglomerado de piedra o de tipo piedra, estando caracterizados dichos artículos por diversas propiedades convenientes, incluyendo la posibilidad de producir grandes bloques (dimensiones aproximadas de 3,1 x 1,4 x 0,9 metros) para ser cortados en placas, o directamente placas de grandes dimensiones (aproximadamente 3,2 x 1,6 metros) y un espesor relativamente reducido (unos pocos centímetros), de modo que resultan adecuadas para formar suelos y revestimientos internos y externos de edificios, así como de componentes de mobiliario.
En segundo lugar, estos artículos presentan una notable uniformidad en términos de apariencia externa, en particular de la superficie que debe permanecer visible, propiedades que son difíciles de conseguir en el caso de placas obtenidas cortándolas de bloques de piedra natural (por ejemplo mármol, granito, pórfido, etc.).
En tercer lugar, estos artículos conglomerados pueden fabricarse con excedentes de material pétreo triturado, concretamente material que, de otro modo, no tendría ninguna utilidad, después de las operaciones que implican la extracción de bloques de material de piedra de las canteras, con ventajas evidentes, no sólo desde el punto de vista de los costes de los materiales brutos, sino también del impacto medioambiental.
La tecnología en cuestión prevé, esencialmente:
(a) la preparación de una mezcla inicial constituida principalmente por una o más piedras o materiales granulares de tipo piedra, presentando dichos materiales granulares un tamaño de partícula seleccionado y un aglomerante;
(b) la deposición de una capa de la mezcla de un espesor predefinido sobre una superficie de soporte temporal, junto con la posterior cobertura de la mezcla con un soporte similar, o en un molde;
(c) una etapa de vibrocompresión, durante la cual la capa de mezcla se somete a la acción de una prensa en un entorno en el cual se ha formado un vacío predefinido y, simultáneamente, se aplica a la capa un movimiento vibratorio de una frecuencia predefinida;
(d) una etapa final que implica el endurecimiento del artículo de conformación rugosa, dependiendo principalmente los procedimientos de esta etapa de la naturaleza del aglomerante.
Con la tecnología en cuestión, es posible utilizar un aglomerante inorgánico, en particular del tipo basado en cemento, en cuyo caso la etapa de endurecimiento se realiza aplicando los procedimientos habituales en los artículos basados en cemento.
Alternativamente, es posible emplear un aglomerante que consiste en una resina endurecible orgánica, en cuyo caso el endurecimiento de la placa de formación rugosa se realiza utilizando técnicas bien conocidas para las resinas sintéticas, normalmente por medio de la acción combinada de un catalizador y un acelerador con posible aplicación de calor.
Para obtener información más detallada respecto a estos procesos y plantas para producir ambos tipos de artículos en forma de placas, consultar los siguientes documentos: patentes europeas nº 786.325 y nº 1.027.205 referentes a la utilización de aglomerantes orgánicos y solicitud de patente italiana nº TV2004000103 referente a aglomerantes inorgánicos.
La patente italiana nº 1.181.570 describe un procedimiento y una planta de este tipo y prevé que la etapa inicial de mezclado también se realice al vacío.
La patente italiana nº 1.242.777 describe, a su vez, un procedimiento y un aparato para preparar mezclas de material pétreo o cerámico que implica, en particular, la combinación de por lo menos dos mezclas base que son diferentes una de otra debido a la naturaleza del agregado contenido en la mezcla y/o la coloración de las mismas antes de alimentarlas al soporte anteriormente mencionado o al molde para la etapa de compresión con vibración.
Específicamente, se depositan las dos o más mezclas en forma de capas en puntos de un recipiente giratorio anular situados a una distancia unos de otros. La velocidad impartida al recipiente anular es tal que las mezclas, al caer en el anillo, forman capas que se disponen una sobre otra.
Preferiblemente se utilizan paletas giratorias o cuchillas fijas para la acción homogeneizadora y la composición óptima de las capas depositadas sucesivamente, después de lo cual la mezcla final resultante se transfiere a la etapa de compresión con vibración.
Toda esta tecnología se dirige, particularmente, a la producción de artículos en forma de placas que parezcan tanto como sea posible un material de piedra natural, presentando dicho material, en el caso del granito, colores variados y, particularmente, un aspecto de agregado cristalino característico. De hecho, cuando se observa una placa de granito, especialmente una placa acabada, y por lo tanto alisada y pulida, puede apreciarse que con frecuencia presenta tres o a menudo más componentes de tamaño y color diferentes.
Con el desarrollo de las posibles aplicaciones ha sido necesario utilizar diversas mezclas, concretamente en un número superior a tres, pero que han debido combinarse entre sí para presentar las mismas características entre mezclas mencionadas anteriormente.
Esencialmente esto significa que cada mezcla debe formar franjas o vetas que se alternen con franjas o venas de las otras mezclas, sin que se mezclen las mezclas salvo a lo largo de una pequeña sección en la zona de contacto mutuo.
En esta situación, resulta muy difícil adoptar la configuración indicada en la patente italiana nº 1.242.777, debido a la dificultad o incluso a la imposibilidad física de disponer los mezcladores individuales en una posición adecuada para suministrar su propia mezcla al soporte rotativo anular.
El documento WO-A-2004/011220 da a conocer un procedimiento y una planta para fabricar placas o bloques según el preámbulo de las reivindicaciones 1 y 8 respectivamente, estando prevista la preparación de una mezcla inicial consistente en uno o más materiales pétreos y un aglomerante, la deposición de una capa de la mezcla inicial que presenta un espesor predeterminado sobre un soporte temporal o un molde, una compactación en vacío y una etapa de endurecimiento en un horno. Dicha mezcla inicial está formada por dos mezclas individuales que se descargan de sus mezcladores por medio de transportadores individuales sobre un soporte rotatorio.
La solicitud de patente alemana publicada nº 1.170.850 da a conocer un equipamiento para el marmoleado de losas de cerámica en cual se depositan dos capas de mezclas sobre una cinta transportadora y a continuación se transfieren a un dispositivo de marmoleado constituido por dedos mediante los cuales las dos mezclas se convierten en una masa perfectamente homogeneizada.
El objetivo principal de la presente invención consiste en resolver este problema específico de forma industrialmente conveniente, facilitando y automatizando también las operaciones de limpieza de los sistemas de transporte de la mezcla.
Este objetivo se alcanza con un procedimiento y una planta, según las reivindicaciones 1 y 8 respectivamente, para fabricar artículos en forma de placas utilizando el procedimiento previamente mencionado por medio de una mezcla múltiple formada por una pluralidad de mezclas individuales dispuestas una sobre otra.
Más específicamente, el procedimiento según la invención prevé las etapas siguientes: deposición sucesiva sobre la superficie del transportador de una capa de cada muestra, de modo que cada capa quede dispuesta sobre la capa inmediatamente anterior, formando una estructura multicapa o multimezcla, y alimentación de la mezcla múltiple a un recipiente o soporte, preferiblemente con una configuración anular, que gira a una velocidad controlada, del tipo descrito en la ya mencionada patente italiana nº 1.242.777, siendo transferida a continuación la mezcla final descargada de dicho recipiente giratorio para una etapa de desaireación antes de proceder a las etapas ya mencionadas de vibrocompresión en vacío y endurecimiento.
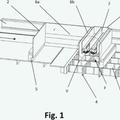
A su vez, la planta según la presente invención prevé un bastidor que soporta la cinta transportadora, cuya superficie superior se sitúa sucesivamente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar artículos en forma de placas o bloques, del tipo que presenta las etapas siguientes:
- preparar una mezcla en forma de capas múltiples que comprende por lo menos dos mezclas individuales iniciales
(20a, 20b, 20c), estando constituida cada una de ellas principalmente por uno o más materiales granulares de
piedra o de tipo piedra que presentan un tamaño de partícula seleccionado y un aglomerante;
- alimentar la mezcla múltiple a un recipiente o soporte que giran a una velocidad controlada, en una posición
axialmente descentrada respecto al eje de rotación, para producir una acumulación con una forma anular, en la
cual la mezcla múltiple sea sometida a una acción de homogeneización;
- depositar una capa de espesor predefinido de esta mezcla sobre una superficie de soporte temporal, junto con la posterior cobertura de la mezcla con un soporte similar o en un molde;
- trasferir el soporte temporal o molde para la etapa de vibrocompresión en vacío y posteriormente endurecer la mezcla;
caracterizado porque dicha mezcla múltiple dispuesta uniformemente en capas se obtiene mediante una deposición programada sucesiva de una capa de cada mezcla individual inicial (20a, 20b, 20c) sobre una cinta transportadora (12), de modo que cada capa esté dispuesta sobre la capa inmediatamente anterior, alimentando dicha cinta transportadora dicha mezcla múltiple a dicho recipiente o soporte giratorios.
2. Procedimiento según la reivindicación 1, caracterizado porque dicha mezcla final se transfiere para ser sometida a una etapa de desaireación antes de someterla a las etapas de vibrocompresión en vacío y posterior endurecimiento ya mencionadas.
3. Procedimiento según la reivindicación 1, caracterizado porque antes de la deposición en dicha cinta transportadora, cada mezcla individual se hace pasar por un dispositivo triturador o desterronador situado en la salida de descarga de cada mezclador, para regular el tamaño de los terrones o aglomeraciones de la mezcla individual.
4. Procedimiento según la reivindicación 1, caracterizado porque la limpieza de la superficie superior de la cinta transportadora sobre la cual se forma dicha mezcla múltiple se realiza entre un ciclo de mezclado y el siguiente.
5. Procedimiento según la reivindicación 4, caracterizado porque dicha limpieza se realiza cepillando la superficie superior de la cinta transportadora con la acción simultánea de un disolvente.
6. Procedimiento según la reivindicación 1, caracterizado porque la limpieza de dichos dispositivos desterronadores se realiza entre un ciclo de mezclado y el siguiente.
7. Procedimiento según las reivindicaciones anteriores, caracterizado porque dichas operaciones que implican la limpieza de la cinta transportadora (12) y de los rodillos de dichos dispositivos desterronadores (32) se realizan durante la preparación de las mezclas individuales en dichos mezcladores.
8. Planta para preparar uniformemente unas mezclas dispuestas en capas (22) para la fabricación de artículos en forma de placas o bloques, comprendiendo dichas mezclas por lo menos dos mezclas individuales iniciales (20a, 20b, 20c), comprendiendo dicha planta:
unos mezcladores (18a, 18b, 18c) para la preparación de cada una de dichas mezclas individuales iniciales, estando montados dichos mezcladores en intervalos predeterminados a lo largo de un eje longitudinal,
un recipiente o soporte giratorios (24) con unos medios homogeneizadores para la deposición de una capa de dichas mezclas múltiples en una posición axialmente descentrada respecto al eje de rotación (26) de dicho recipiente o soporte (24), para formar una acumulación anular, siendo alimentada la mezcla que abandona dicho recipiente o soporte giratorio en forma de capa a una superficie de soporte temporal y a continuación transferida a una sección de vibrocompresión en vacío y posterior endurecimiento,
caracterizada porque comprende una cinta transportadora (12), la superficie superior (12a) de la cual se sitúa sucesivamente debajo de la abertura de descarga de cada mezclador (18a, 18b, 18c), de modo que la capa de cada mezcla individual inicial (20a, 20b, 20c) descargada de cada mezclador (18a, 18b, 18c) esté dispuesta sobre la capa de la mezcla individual inicial depositada por el mezclador inmediatamente anterior, formando una estructura multicapa o multimezcla (22) que comprende por lo menos dos capas de mezclas individuales (20a, 20b, 20c) para dicha deposición en dicho recipiente giratorio.
9. Planta para fabricar artículos en forma de placas según la reivindicación 8, caracterizada porque comprende una
sección de desaireación situada aguas arriba de las secciones de vibrocompresión en vacío y posterior endurecimiento.
10. Planta según la reivindicación 8, caracterizada porque un desterronador o dispositivo de trituración (32a, b, c)
5 está dispuesto entre la salida de descarga de cada mezclador (18) y la superficie superior (12a) de la cinta transportadora (12), presentando dicho dispositivo unos medios para ajustar el tamaño de los terrones o aglomeraciones de la mezcla que pasan a través de dicho dispositivo.
11. Planta según la reivindicación 8, caracterizada porque en uno de los extremos de la cinta transportadora (12) está montado un dispositivo de limpieza formado por un cepillo en contacto con la superficie superior (12a) de la cinta transportadora (12), estando en contacto dicho cepillo con un suministro de disolvente.
12. Planta según la reivindicación 10, caracterizada porque dichos dispositivos de trituración están provistos de unas
cuchillas raspadoras que cooperan con la superficie de cada rodillo. 15
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]