DISPOSITIVO Y PROCEDIMIENTO PARA EL DESAPILAMIENTO DE PIEZAS EN FORMA DE PLACA.
Dispositivo para el desapilamiento de piezas (12) en forma de placa,
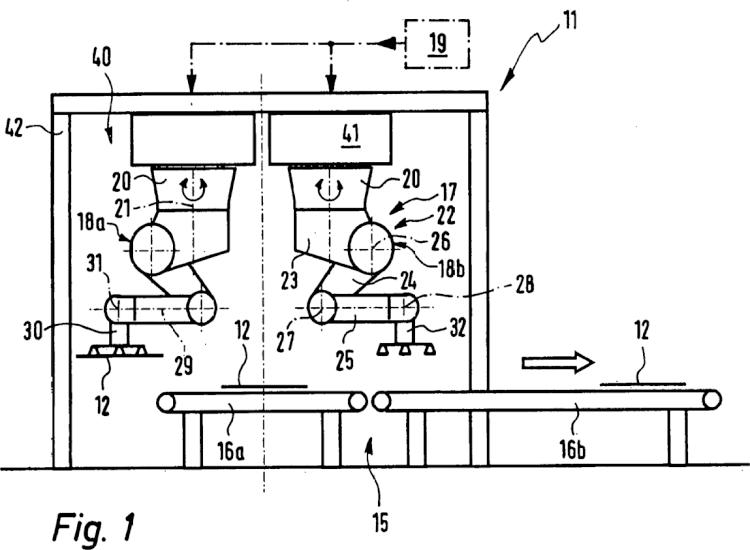
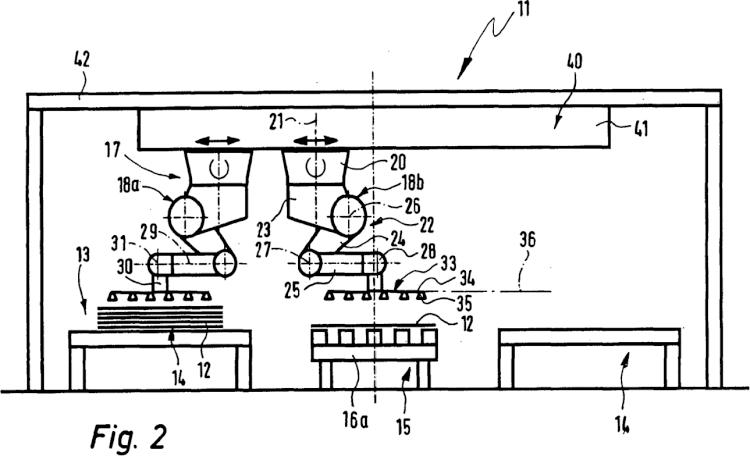
en particular pletinas de chapa metálica, con al menos una estación de reserva (13), en la que se encuentra al menos una pila de piezas (14) en forma de placas y con al menos una estación de transporte (15), en la que las piezas (12) en forma de placas son transportadas desapiladas hacia delante, en el que para la transferencia de las piezas (12) en forma de placas entre la estación de reserva (13) y la estación de transporte (15) está prevista una unidad de desapilamiento (17), que accede a la pila de piezas (14) y, desapilando la pila de piezas (14), toma piezas (12) en forma de placa pieza por pieza y las deposita en la estación de transporte (15), caracterizado porque la unidad de desapilamiento (17) presenta dos robots (18a, 18b) que trabajan de manera independiente uno del otro, los cuales acceden de forma alterna al menos a una pila de piezas (14) común de la estación de reserva (13) y están activados por medio de una instalación de control (19), de tal manera que un primero o un segundo robot (18a, 18b) toma al menos una pieza (12) en forma de placa desde la pila de piezas (14), mientras que al mismo tiempo el segundo o el primer robot (18a, 18b) deposita al menos una pieza en forma de placa tomada en la estación de transporte (15)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/001943.
Solicitante: SCHULER AUTOMATION GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: LOUIS-SCHULER-STRASSE 1 91093 HESSDORF ALEMANIA.
Inventor/es: DÖRNER,Reiner, POTTIEZ,Joachim.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B21D43/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › Dispositivos para retirar las chapas de una pila.
- B65G59/04 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 59/00 Desapilado de objetos (B65G 60/00 tiene prioridad). › por aspiración o dispositivos magnéticos.
- B65G61/00 B65G […] › Utilización de aparatos de toma o de transferencia, o de manipuladores, para apilar o desapilar objetos no previstos en otro lugar.
- B65H3/08B2
- B65H3/40 B65 […] › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 3/00 Sacado de artículos de las pilas (unión, colocación o agrupado de artículos B65H 39/00; máquinas para separar bandas superpuestas B65H 41/00; desapilado de material delgado combinado con el plegado B65H 45/26; combinaciones de operaciones de apilado y de sacado de artículos, presentando un interés distinto de la operación individual de apilado o de sacado B65H 83/00). › por dos o más separadores que actúan alternativamente sobre la misma pila (cuerpos rotativos u oscilantes que llevan dos o más separadores B65H 3/42).
Clasificación PCT:
- B21D43/24 B21D 43/00 […] › Dispositivos para retirar las chapas de una pila.
- B65G59/04 B65G 59/00 […] › por aspiración o dispositivos magnéticos.
- B65G61/00 B65G […] › Utilización de aparatos de toma o de transferencia, o de manipuladores, para apilar o desapilar objetos no previstos en otro lugar.
- B65H3/08 B65H 3/00 […] › que utilizan la fuerza neumática.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361960_T3.pdf
Fragmento de la descripción:
La invención comprende un dispositivo para el desapilamiento de piezas en forma de placa, en particular pletinas de chapa metálica, con al menos una estación de reserva, en la que se encuentra al menos una pila de piezas en forma de placas y con al menos una estación de transporte, en la que las piezas en forma de placas son transportadas desapiladas hacia delante, en el que para la transferencia de las piezas en forma de placas entre la estación de reserva y la estación de transporte está prevista una unidad de desapilamiento, que accede a la pila de piezas y, desapilando la pila de piezas, toma piezas en forma de placa pieza por pieza y las deposita en la estación de transporte.
Se conoce a partir del documento DE 103 12 927 A1 un dispositivo de individualización para la individualización de pletinas de chapa.
Tales dispositivos de desapilamiento se conocen desde hace mucho tiempo en el campo de la técnica de automatización. Por ejemplo, en los llamados trenes de prensas se utilizan para extraer pletinas de chapa metálica desde una pila de piezas y para depositarlas en una estación de transporte, desde donde las pletinas de chapa metálica individualizadas o bien desapiladas llegan a la estación siguiente hasta que finalmente son conducidas a la prensa de transformación. En este caso, se emplean, por ejemplo, los llamados “Overhead Feeder”, con una herramienta de ventosa desplazable en un pórtico, que se puede desplazar, por ejemplo, en el tipo de construcción de carro cruzado en dirección Y, Y y Z, con lo que es posible un posicionamiento exacto por encima de la pila de piezas. Las pletinas de chapa metálica son aspiradas entonces por medio de la herramienta de ventosa y sin transportadas hacia la estación de transporte, donde son depositadas.
Sin embargo, en un dispositivo de desapilamiento de este tipo, el número de piezas que se puede mover en un tiempo determinado entre la estación de reserva y la estación de transporte –esto se indica, en general, en carreras por minuto (spm)- es limitado.
Además, se conoce a partir del estado de la técnica transportar piezas en forma de placa, en particular pletinas de chapa metálica, por medio de una cinta transportadora magnética entre una estación de reserva y una estación de transporte.
El problema de la invención es crear un dispositivo y un procedimiento del tipo mencionado al principio, con los que se puede incrementar el número de piezas en forma de placa, que se pueden desafilar en un intervalo de tiempo determinado desde una pila de piezas y que se pueden transferir a una estación de transporte, con respecto al estado de la técnica.
Este problema se soluciona con un dispositivo para el desapilamiento de piezas de forma de placa con las características de la reivindicación independiente 1 y con un procedimiento para el desapilamiento de piezas en forma de placa con las características de la reivindicación independiente 5. Los desarrollos de la invención se representan en las reivindicaciones dependientes.
El dispositivo de acuerdo con la invención para el desapilamiento de piezas en forma de placa se caracterizad porque la unidad de desapilamiento presenta dos robots que trabajan de manera independiente uno del otro, los cuales acceden de forma alterna al menos a una pila de piezas común de una estación de reserva y están activados por medio de una instalación de control, de tal manera que un primero o un segundo robot toma al menos una pieza en forma de placa desde la pila de piezas, mientras que al mismo tiempo el segundo o el primer robot deposita al menos una pieza en forma de placa tomada en la estación de transporte.
Por lo tanto, a través de los dos robots que acceden de forma alterna se pueden desmontar pilas de piezas en forma de placa de manera esencialmente más rápida que lo que se conoce en el estado de la técnica. De esta manera, se pueden elevar los tiempos de ciclo durante el desapilamiento. Además, los dos robots son activados de tal forma que trabajan de modo sincronizado, a saber, mientras uno de los robots extrae una pieza en forma de placa, el otro robot deposita al mismo tiempo una pieza ya extraída. De este modo se evitar los tiempos de inactividad, es decir, que ninguno de los robots debe esperar a que el otro robot respectivo haya realizado su movimiento de trabajo, antes que, por su parte, pueda realizar su movimiento de trabajo. A través del empleo de robots para el desapilamiento se consigue también una alta flexibilidad, puesto que las piezas en forma de placa a desafilar se pueden girar también en caso necesario. Las piezas en forma de placa se pueden depositar, por lo tanto, en posición reorientada o bien en otra alineación de posición en la estación de transporte o bien estación de transferencia.
De manera más conveniente, la transferencia de piezas desde la estación de reserva hacia la estación de transporte
o bien el retorno desde la estación de transporte hacia la estación de reserva comprende un movimiento de articulación de los dos robots. Los movimientos de articulación requieren poco espacio, de manera que también es posible, realizar procesos de desapilamiento en condiciones estrechas de espacio de construcción.
De manera preferida, los robots extraen por cada ciclo, respectivamente, una pieza en forma de placa individual desde la pila de piezas. No obstante, en principio, también es posible que dos o más pilas de piezas yuxtapuestas sean manipuladas, desde las que se extraen entonces al mismo tiempo en cada caso las piezas más altas en forma de placa a través del robot precisamente activado.
En un desarrollo de la invención, los dos robots están configurados, respectivamente como robots de flexión de varios ejes, con al menos cuatro ejes de articulación, cuyo primer eje de articulación vertical posibilita un movimiento de articulación que tiene lugar entre la estación de reserva y la estación de transporte. A través de los al menos cuatro ejes, es posible una aproximación en posición exacta de los robots a la pila de piezas o bien a un lugar de deposición en la estación de transporte, para recibir entonces las piezas en forma de placa por medio de un movimiento de carrera definido o bien para depositarlas en el caso de la estación de transporte. De manera más conveniente se utilizan robots de flexión de cinco, seis o siete ejes.
De una manera especialmente preferida, la unidad de desapilamiento presenta una instalación de conducción lineal para la conducción lineal horizontal de los dos robots entre la estación de reserva y de la estación de transporte. Los robots pueden poseer, por lo tanto, un eje lineal adicional o bien eje-X, de manera que tampoco las distancias que se encuentran en la zona de articulación de los robots respectivos entre la estación de reserva y la estación de transporte pueden ser cubiertas por medio de movimiento combinado de articulación y lineal.
De manera especialmente preferida, al menos uno de los robots está dispuesto colgando en una instalación de soporte. De manera más ventajosa, ambos robots están dispuestos suspendidos. No obstante, de manera alternativa también es posible una disposición estática de al menos un robot.
La invención comprende, además, un procedimiento para el desapilamiento de piezas en forma de placa, en particular pletinas de chapa metálica, que se caracteriza por las siguientes etapas del procedimiento:
- preparación de al menos una pila de piezas en forma de placa,
- extracción de al menos una pieza en forma de placa desde la pila de piezas por medio de un primer robot mientras que al mismo tiempo al menos otra pieza ya extraída es depositada por medio de un segundo robot, que trabaja de forma independiente del primer robot en un lugar de deposición,
- transferencia de la al menos una pieza extraída a través del primer robot al lugar de deposición por medio de un movimiento de transferencia, que comprende una articulación del primer robot, mientras que al mismo tiempo el segundo robot, sin piezas, es retornado desde el lugar de deposición en la pila de piezas. desde la que previamente el primer robot ya ha realizado la extracción, por medio de un movimiento de retorno que comprende una articulación del segundo robot,
- extracción de al menos una pieza en forma de placa desde la pila de piezas a través del segundo robot mientras al mismo tiempo se deposita la al menos una pieza extraída por el primer robots en el lugar de deposición. Un ejemplo de realización... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el desapilamiento de piezas (12) en forma de placa, en particular pletinas de chapa metálica, con al menos una estación de reserva (13), en la que se encuentra al menos una pila de piezas (14) en forma de placas y con al menos una estación de transporte (15), en la que las piezas (12) en forma de placas son transportadas desapiladas hacia delante, en el que para la transferencia de las piezas (12) en forma de placas entre la estación de reserva (13) y la estación de transporte (15) está prevista una unidad de desapilamiento (17), que accede a la pila de piezas (14) y, desapilando la pila de piezas (14), toma piezas (12) en forma de placa pieza por pieza y las deposita en la estación de transporte (15), caracterizado porque la unidad de desapilamiento (17) presenta dos robots (18a, 18b) que trabajan de manera independiente uno del otro, los cuales acceden de forma alterna al menos a una pila de piezas (14) común de la estación de reserva (13) y están activados por medio de una instalación de control (19), de tal manera que un primero o un segundo robot (18a, 18b) toma al menos una pieza (12) en forma de placa desde la pila de piezas (14), mientras que al mismo tiempo el segundo o el primer robot (18a, 18b) deposita al menos una pieza en forma de placa tomada en la estación de transporte (15).
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque los dos robots (18a, 18b) están configurados, respectivamente, como robots de flexión de varios ejes, con al menos cuatro ejes de articulación (21, 26, 27, 29, 30, 31), cuyo primer eje de articulación vertical (21) posibilita un movimiento de articulación que tiene lugar entre la estación de reserva (13) y la estación de transporte (15).
3. Dispositivo de acuerdo con la reivindicación 1 ó 2, caracterizado porque la unidad de desapilamiento (17) presenta una instalación de conducción lineal (40) para la conducción lineal horizontal de los dos robots (18a, 18b) entre la estación de reserva (13) y la estación de transporte (15).
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al menos uno de los robots (18a, 18b) está dispuesto colgando en una instalación de soporte (42).
5. Procedimiento para el desapilamiento de piezas (12) en forma de placas, en particular pletinas de chapa metálica, comprendiendo el procedimiento las siguientes etapas:
- preparación de al menos una pila (14) de piezas (12) en forma de placas,
- extracción de al menos una pieza (12) en forma de placa desde la pila de piezas (14) por medio de un primer robot (18a) mientras que al mismo tiempo al menos otra pieza (12) ya extraída es depositada por medio de un segundo robot (18b), que trabaja de forma independiente del primer robot (18a) en un lugar de deposición,
- transferencia de la al menos una pieza (12) extraída a través del primer robot (18a) al lugar de deposición por medio de un movimiento de transferencia, que comprende una articulación del primer robot (18a), mientras que al mismo tiempo el segundo robot (18b), sin piezas, es retornado desde el lugar de deposición en la pila de piezas (14), desde la que previamente el primer robot (18a) ya ha realizado la extracción, por medio de un movimiento de retorno que comprende una articulación del segundo robot (18b),
- deposición de la al menos una pieza (12) extraída por el primer robot (18a) en el lugar de deposición, mientras que al mismo tiempo se extrae una pieza (12) en forma de placa desde la pila de piezas a través del segundo robot (18b).
6. Procedimiento de acuerdo con la reivindicación 5, caracterizado porque el primero y/o el segundo robot son desplazados durante la transferencia, adicionalmente al movimiento de articulación, linealmente entre la pila de piezas (14) asociada y el lugar de deposición.
7. Procedimiento de acuerdo con la reivindicación 5 ó 6, caracterizado porque al menos uno de los robots (18a, 18b) trabaja en disposición suspendida.
Patentes similares o relacionadas:
Aparato para clasificar objetos, del 20 de Noviembre de 2019, de SYSTEM CERAMICS S.P.A.: Un aparato para clasificar los objetos transportados por una línea transportadora, que comprende: una línea transportadora con respecto a la cual se […]
Dispositivo de detección y método para un dispositivo de transferencia de capa, del 20 de Noviembre de 2019, de Gebo Packaging Solutions Italy SRL: Un método de transferencia para utilizar un dispositivo de transferencia que funciona como dispositivo de desmontaje de palé, a fin de transferir capas preformadas […]
Procedimiento para producir pilas de hojas, del 5 de Junio de 2019, de BW Papersystems Stuttgart GmbH: Procedimiento para producir pilas de hojas en el que está previsto que para salvar una separación vertical entre el nivel de suministro de las hojas […]
Dispositivo de transferencia de capas preconformadas de objetos a la parte superior de una paleta, del 5 de Junio de 2019, de Gebo Packaging Solutions Italy SRL: Dispositivo de transferencia de capas preconformadas de objetos a la parte superior de una paleta estandarizada, que comprende: - una columna de guiado […]
Dispositivo de carga, del 5 de Junio de 2019, de BEUMER Group GmbH & Co. KG: Dispositivo de carga para cargar elementos de carga fraccionada por capas en una superficie de carga , con un cabezal de carga que puede desplazarse al menos […]
Línea de corte y procedimiento para apilar piezas en bruto que salen de una cizalla o prensa de corte, del 29 de Mayo de 2019, de ABB SCHWEIZ AG: Línea de corte, que comprende un sistema de líneas de apilamiento para apilar las piezas en bruto que salen de la línea de corte, en el que de la línea sale una pluralidad […]
Despaletizador para bandejas de huevos, del 30 de Abril de 2019, de Sanovo Technology Italia S.R.L: Un despaletizador para soportes de huevos teniendo cada uno áreas vacías delimitadas entre dos filas de huevos, que comprende: una cabeza movible […]
Dispositivo y procedimiento de apilado de paquetes de tamaños diferentes, del 12 de Marzo de 2019, de FIVES SYLEPS ROBOTICS: Dispositivo de apilado de paquetes (2, 2',...) en un palé , que comprende medios de suministro de un palé vacío a un puesto de espera […]