Procedimiento y dispositivo para la unión de capas de papel.
Procedimiento para la unión de capas de papel, en particular papel tisú,
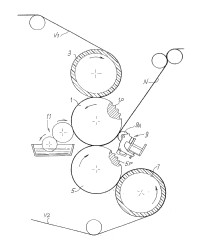
que comprende las etapas siguientes: gofrar una primera capa (V1) por medio de un rodillo gofrador (1) provisto de unas protuberancias (1P) y un rodillo de presión (3) que coopera con dicho rodillo gofrador, generando de este modo unas protuberancias (P1) en dicha capa (V1); alimentar dicha primera capa (V1) y una segunda capa (V2) entre el rodillo gofrador (1) y por lo menos una unidad de unión de capas (9); unir dichas primera y segunda capas (V1, V2) entre sí mediante una presión localizada en el paso entre dicho rodillo gofrador y dicha unidad de unión de capas (9); en el que por lo menos una de dichas capas se humedece en las zonas en las que se ejerce la presión localizada; caracterizado porque dicha presión localizada se aplica a lo largo de unas bandas longitudinales de las dos capas mediante unas ruedas de trabado de capas (9A), estando separadas dichas bandas entre sí, y porque dicha por lo menos una capa (V1) se humedece únicamente en el nivel de dichas bandas longitudinales.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000113.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO, DI NARDO,VALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
PDF original: ES-2317528_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la unión de capas de papel.
Campo técnico
La presente invención se refiere a un procedimiento y a un dispositivo para la unión de capas de papel, en particular papel tisú, es decir, el papel utilizado generalmente para fabricar papel higiénico, papel de cocina, pañuelos de papel o similares.
Estado de la técnica
En la fabricación de papel higiénico, pero también de otros artículos tales como papel de cocina, pañuelos y servilletas de papel o similares, se utilizan normalmente dos o varias capas de papel tisú, unidas entre sí con diferentes técnicas. Un primer procedimiento, más ampliamente utilizado, para la unión o ligazón recíproca de dos capas implica la utilización de colas. Por lo menos una de las dos capas se gofra, alimentándola entre un rodillo gofrador provisto de protuberancias, y un rodillo de oposición que puede presentar cavidades que se corresponden con las protuberancias del rodillo gofrador o, más frecuentemente, una superficie lisa y elástica de caucho o similar. La presión con la que se presiona el rodillo de oposición o rodillo de presión contra el rodillo gofrador produce la deformación del revestimiento elástico. La capa de papel dispuesta en el paso entre los dos rodillos se deforma entonces de manera permanente con por lo menos una rotura parcial de las fibras de las que está compuesta. Se producen unas protuberancias o resaltes en la capa en el nivel de las protuberancias en el rodillo gofrador. Se aplica una cola en las puntas de algunos o todos los resaltes de la capa. Posteriormente, la capa encolada se lamina junto con otra capa, opcionalmente también gofrada.
En los documentos EP-A-1.075.387, EP-A-0.765.215; EP-A-408.248; US-A-4.320.162; US-A-5.686.168; EP-A-1.054.764; US-A-4.978.565; US-A-3.694.300; FR-A-2.684.598; EP-A-0.370.972 se describen ejemplos de máquinas y dispositivos de gofrado que unen capas de papel mediante encolado.
La técnica de unir capas mediante encolado se utiliza ampliamente pero no carece de inconvenientes. En primer lugar, la cola es un producto consumible que tiene una influencia considerable en el coste del producto acabado. Asimismo, la naturaleza del material al que se aplica la cola hace que ésta se infiltre a través de las fibras de celulosa que forman las capas de papel, y por lo tanto forme de manera lenta pero constante un depósito de residuos de cola en las partes mecánicas. Esto da como resultado la necesidad de operaciones de limpieza periódicas.
Además, la cola tiene un efecto negativo en las propiedades finales del producto, en particular en sus características de suavidad y absorción. Las grandes cantidades de cola también tienen un efecto negativo en las etapas de corte del material de papel.
Según una técnica distinta, se unen dos capas de papel tisú entre sí ejerciendo una fuerte presión en las mismas. Esta técnica se denomina trabado de capas. Las capas se alimentan entre un rodillo, normalmente liso, y un rodillo o una serie de ruedas de oposición provistas de pequeños resaltes o moleteados. La presión localizada ejercida entre la superficie moleteada del rodillo o ruedas de oposición y la superficie lisa del rodillo produce una unión local de las fibras de las capas.
En el documento US-A-5.433.817 se describe un ejemplo de una máquina de trabado de capas.
El documento IT-B-1.304.880 describe un dispositivo de gofrado en el que las capas se unen mediante cola aplicada en las protuberancias de una capa gofrada o mediante el trabado de capas, con un rodillo para trabar capas que coopera con el rodillo gofrador. Los dos procedimientos de unión se indican como alternativos y no combinados.
El documento IT-B-1.259.666 describe una unidad de gofrado en el que se unen las capas mediante un sencillo trabado de capas.
El documento IT-B-1.259.434 describe un dispositivo en el que el trabado de capas se realiza en toda la superficie de las capas, en lugar de en zonas localizadas, para obtener un efecto estético mejorado. El documento IT-B-1.213.847 describe un dispositivo en el que las capas de papel se someten a trabado de capas según una disposición helicoidal.
La ventaja del trabado de capas es que puede eliminarse la cola del producto acabado, evitando de este modo los inconvenientes anteriormente mencionados con respecto a la utilización de cola. Sin embargo, esta técnica de unión no puede utilizarse siempre y en cualquier caso presenta una serie de limitaciones. De hecho, la unión entre las capas unidas mediante trabado de capas se confía a un efecto de ligazón localizado de las fibras de las dos capas, que puede obtenerse únicamente con presiones muy altas. Esto produce grandes esfuerzos mecánicos en los elementos de la unidad de unión de capas. Además, debido a la necesidad de alcanzar unas presiones localizadas sumamente altas, y en los límites de las resistencia mecánica de los elementos mecánicos, las incisiones o moleteados que presentan los rodillos o ruedas de trabado de capas no pueden elegirse a voluntad, sino que deben cumplir unos criterios de dimensionado determinados, que en principio requieren una limitación de la superficie de contacto recíproca, para aumentar la presión proporcionada por la misma fuerza total aplicada por la unidad de unión de capas.
Estas características de la técnica de trabado de capas tienen un efecto negativo en las cualidades estéticas del producto acabado y limitan su utilización a únicamente unas pocas aplicaciones.
En el documento WO-A-01/38078, se dan a conocer un dispositivo según el preámbulo de la reivindicación 11 y un procedimiento según el preámbulo de la reivindicación 1. En este dispositivo conocido se gofra una primera capa entre un rodillo gofrador y un rodillo de presión y dicha capa gofrada se alimenta a continuación, junto con una segunda capa, alrededor del rodillo gofrador a un paso de unión de capas entre el rodillo gofrador y una unidad de unión de capas que comprende un rodillo de trabado de capas.
Objetivos y sumario de la invención
El objetivo de la presente invención consiste en realizar un procedimiento de unión, es decir, de unión de capas de papel, especialmente papel tisú o papel similar con bajo gramaje y alta porosidad, que supere o reduzca los inconvenientes de las técnicas de unión anteriormente mencionadas.
Según otro aspecto, el objetivo de la presente invención consiste en fabricar un dispositivo que realice la unión de capas de papel, en particular papel tisú o papel similar, que supere por completo o en parte los inconvenientes de las unidades de unión de capas y las unidades de gofrado y laminado que utilizan una cola para unir las capas.
Estos y otros objetivos y ventajas que se pondrán claramente de manifiesto a los expertos en la materia a partir de la lectura del texto de la presente memoria, se obtienen con un procedimiento según la reivindicación 1 y con un dispositivo según la reivindicación 11. En las reivindicaciones subordinadas se exponen otras características y formas de realización preferidas del procedimiento y del dispositivo según la invención.
La humidificación debilita localmente las fibras de la capa y reduce la adhesión recíproca entre las fibras de la misma capa, de manera que se facilita la unión de dos capas presionadas entre sí mediante los elementos de trabado de capas. En esencia, el agente humectador favorece la unión de las capas mediante trabado de capas, favoreciendo también la formación de enlaces químicos entre las fibras de las dos capas trabadas entre sí.
Esto posibilita utilizar presiones de unión de capas más bajas con respecto a las que se utilizan normalmente. Esto puede conducir a una reducción de los esfuerzos mecánicos totales aplicados a los elementos mecánicos. Además, puesto que las capas pueden unirse incluso con valores de presión local inferiores, dados los mismos esfuerzos totales aplicados, puede obtenerse una mayor libertad en la realización de los diseños de gofrado de los rodillos que producen el trabado de capas. Por ejemplo, utilizando un rodillo grabado como un rodillo gofrador y una serie de ruedas de trabado de capas o de presión, los grabados pueden presentar incluso superficies frontales relativamente anchas, puesto que ya no es necesario concentrar las fuerzas de compresión en zonas muy pequeñas para obtener las presiones de trabado de capas normalmente requeridas para obtener la unión por trabado de las fibras de las capas.
Por lo menos una de dichas capas se humedece en solamente una parte de su superficie total, Por ejemplo, y ventajosamente, puede humedecerse un porcentaje igual o inferior al 25% de la superficie total de dicha por lo menos una capa. La zona humedecida puede corresponder... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la unión de capas de papel, en particular papel tisú, que comprende las etapas siguientes: gofrar una primera capa (V1) por medio de un rodillo gofrador (1) provisto de unas protuberancias (1P) y un rodillo de presión (3) que coopera con dicho rodillo gofrador, generando de este modo unas protuberancias (P1) en dicha capa (V1) ; alimentar dicha primera capa (V1) y una segunda capa (V2) entre el rodillo gofrador (1) y por lo menos una unidad de unión de capas (9) ; unir dichas primera y segunda capas (V1, V2) entre sí mediante una presión localizada en el paso entre dicho rodillo gofrador y dicha unidad de unión de capas (9) ; en el que por lo menos una de dichas capas se humedece en las zonas en las que se ejerce la presión localizada; caracterizado porque dicha presión localizada se aplica a lo largo de unas bandas longitudinales de las dos capas mediante unas ruedas de trabado de capas (9A) , estando separadas dichas bandas entre sí, y porque dicha por lo menos una capa (V1) se humedece únicamente en el nivel de dichas bandas longitudinales.
2. Procedimiento según la reivindicación 1, caracterizado porque se humedece un porcentaje igual o menor al 25% de la superficie total de dicha por lo menos una capa.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque dicha por lo menos una capa (V1) se humedece con un líquido que no contiene material adhesivo.
4. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicha por lo menos una capa (V1) se humedece con agua.
5. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dicha por lo menos una capa se humedece con un líquido coloreado.
6. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque se humedecen por lo menos algunas de las protuberancias (P1) producidas en dicha capa gofrada (V1) .
7. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque por lo menos algunas de las protuberancias (P1) de la capa gofrada acoplada con el rodillo gofrador (1) , se humedecen entre el rodillo de presión (3) y la unidad de unión de capas (9) .
8. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado porque dichas capas (V1, V2) de papel son capas de papel tisú con un gramaje comprendido entre 10 y 35 g/m2 para cada capa.
9. Procedimiento según una o más de las reivindicaciones anteriores, en el que dicha presión localizada se produce aplicando una fuerza por unidad de longitud, comprendida entre 15 y 60 kg/cm.
10. Procedimiento según una o más de las reivindicaciones anteriores, caracterizado por las etapas siguientes: alimentar dicha primera capa (V1) alrededor de dicho rodillo gofrador (1) ; gofrar dicha capa entre dicho rodillo gofrador (1) y dicho rodillo de presión (3) , produciendo unas protuberancias (P1) en dicha capa, en el nivel de las protuberancias (1P) del rodillo gofrador (1) ; mientras que la primera capa (V1) se acopla con las protuberancias (1P) del rodillo gofrador (1) , humedecer mediante un aplicador de líquido (11) dicha primera capa (V1) en el nivel de por lo menos algunas de dichas protuberancias; prensar la segunda capa (V2) contra la primera capa (V1) en el nivel de por lo menos algunas de las protuberancias, para obtener la unión de la primera capa y la segunda capa mediante presión localizada.
11. Dispositivo para unir por lo menos dos capas (V1, V2) de papel, en particular papel tisú, que comprende: un rodillo gofrador (1) provisto de unas protuberancias de gofrado (1P) en las superficie del mismo; un rodillo de presión (3) que coopera con dicho rodillo gofrador y que determina con el mismo un paso de gofrado; un primer recorrido de alimentación para una primera capa (V1) hacia dicho paso de gofrado; una unidad de unión de capas (9) que incluye una unidad de unión de capas (9) , que coopera con dicho rodillo gofrador (1) , dispuesta corriente abajo del rodillo de presión y que determina un paso de trabado de capas; un segundo recorrido de alimentación para una segunda capa (V2) hacia dicho paso de trabado de capas; y unos medios de humidificación, para humedecer por lo menos una de dichas dos capas antes de la unión; caracterizado porque dicha unidad de unión de capas (9) incluye una serie de ruedas (9A) , que se presionan contra dicho rodillo gofrador (1) , extendiéndose dichos recorridos de avance entre dichas ruedas de trabado de capas (9A) y dicho rodillo gofrador (1) ; y porque dichos medios de humidificación (11) están diseñados y dispuestos para humedecer dicha capa (V1) únicamente en el nivel de unas bandas longitudinales, de tal manera que las zonas humedecidas se corresponden, o comprenden, la superficie en la que se aplica la presión de trabado de capas.
12. Dispositivo según la reivindicación 11, caracterizado porque dichos medios de humidificación (11) están asociados con dicho rodillo gofrador (1) y están dispuestos y realizados para aplicar un líquido a las protuberancias (P1) de dicha primera capa (V1) , corriente abajo del paso de gofrado, cuando dicha capa se acopla con las protuberancias (1P) del primer rodillo gofrador (1) .
13. Dispositivo según la reivindicación 11 ó 12, caracterizado porque dichas ruedas de trabado de capas (9A) están provistas de unos moleteados que actúan mutuamente con dicho rodillo gofrador (1) .
14. Dispositivo según una o más de las reivindicaciones 11 a 13, caracterizado porque dichos medios de humidificación (11) aplican un líquido sin material adhesivo.
15. Dispositivo según una o más de las reivindicaciones 11 a 14, caracterizado porque dichos medios de humidificación (11) aplican un líquido coloreado.
16. Dispositivo según una o más de las reivindicaciones 11 a 15, caracterizado porque dicha unidad de unión de capas (9) está controlada para que aplique una fuerza por unidad de longitud, comprendida entre 15 y 60 kg/cm en las dos capas.
Patentes similares o relacionadas:
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]