Traviesa de refuerzo de parachoques.
La traviesa de parachoques comprende un cuerpo (10) alargado de onfiguración tridimensional formado a partir de varios elementosde chapa metálica (1,
2) unidos entre sí por soldadura y conformdos. La configuración tridimensional tiene una sección transversl abierta no uniforme a lo largo de dicho cuerpo (10). El métodocomprende unir entre sí varios elementos de chapa metálica (1, 2 por soldadura para producir una pieza en bruto confeccionada, pana, y conformar dicha pieza en bruto confeccionada para produci el cuerpo (10). La conformación se realiza por estampación en fío o en caliente. Los varios elementos de chapa metálica (1, 2) ueden estar unidos por diferentes técnicas de soldadura ya sea mtuamente adyacentes o superpuestos, pueden ser de grosores iguals o distintos, y de aceros del mismo tipo o de tipos diferentes
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2005/000230.
Solicitante: AUTOTECH ENGINEERING, A.I.E..
Nacionalidad solicitante: España.
Inventor/es: PERARNAU RAMOS,FRANCESC, GARCIA,MICHEL, PEIDRO APARICI,Julio, BECARES,ANTONIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
- B60R19/04 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 19/00 Defensas de ruedas; Defensa de radiadores; Desplazadores de obstáculos; Equipos que amortiguan la fuerza de choque en las colisiones (guardabarros B62D 25/16). › formado por más de una sección (B60R 19/18 tiene prioridad).
- B60R19/18 B60R 19/00 […] › Medios dentro del parachoque que absorben el impacto.
PDF original: ES-2404006_T3.pdf
Fragmento de la descripción:
Traviesa de refuerzo de parachoques.
Sector de la técnica La presente invención concierne a una traviesa de refuerzo de parachoques de acero, aplicable a la industria del automóvil.
Estado de la técnica anterior
En el sector de la fabricación de piezas metálicas es bien conocida la técnica de unir varios elementos planos de chapa metálica entre sí por soldadura para producir una pieza en bruto confeccionada, y conformar posteriormente dicha pieza en bruto confeccionada para producir un cuerpo con una configuración tridimensional. El término “pieza en bruto confeccionada” se utiliza en esta memoria para hacer referencia tanto a piezas en bruto confeccionadas a partir de elementos de chapa dispuestos con sus bordes adyacentes (técnica generalmente conocida en el sector por el término inglés “tailored blank”) como a piezas en bruto confeccionadas a partir de elementos de chapa superpuestos (técnica generalmente conocida en el sector por el término inglés “patchwork blank”) . El beneficio de estas técnicas es que se puede conseguir un cuerpo conformado con diferentes resistencias en diferentes zonas del mismo uniendo estratégicamente elementos de chapa adyacentes de diferentes grosores o de diferentes características, o superponiendo localmente dos o más elementos de chapa, a la hora de realizar la pieza en bruto confeccionada.
La patente US nº 5634255 describe un método y un aparato para formar, apilar y transportar piezas en bruto confeccionadas a partir de diferentes elementos de chapa metálica adyacentes con sus bordes ligeramente solapados y unidos por soldadura plástica.
La patente US nº 5724712, describe un método y aparato, similar al anterior, para formar, apilar y transportar piezas en bruto confeccionadas a partir de diferentes elementos adyacentes de chapa metálica unidos a testa por cordón de soldadura.
La patente US nº 5961858 da a conocer un aparato de soldadura láser que emplea un mecanismo de inclinación para fabricar piezas en bruto confeccionadas a partir de diferentes elementos de chapa de diferentes materiales.
La patente US nº 6426153 describe una pieza en bruto confeccionada a partir de diferentes elementos de chapa superpuestos. La pieza en bruto confeccionada es apta para ser posteriormente conformada por presión entre dos semi-moldes para realizar, por ejemplo, un panel de puerta de automóvil.
La patente US nº 6675620 describe un proceso para fabricar componentes de carrocería de vehículo de gran área superficial a partir de una pieza en bruto plana confeccionada. Comprende conformar la pieza en bruto en dos etapas de estampación consecutivas.
La patente Japonesa nº 2001180398 da a conocer una traviesa de parachoques formada a partir de una pieza en bruto confeccionada a partir de elementos de chapa adyacentes posteriormente conformada por laminación mediante rodillos para obtener una traviesa de parachoques en la forma de un cuerpo tubular, de sección transversal abierta, con diferentes características de resistencia en una región central y en las regiones de los extremos en virtud de las diferentes características de los elementos de chapa metálica que constituyen la traviesa.
La solicitud de patente US nº 2004/0135384 describe las características técnicas del preámbulo de la reivindicación independiente 1.
La patente US nº 6726259 describe una traviesa de parachoques obtenida por fabricación en forma de rollo que tiene varios elementos de chapa unidos superpuestos o a testa en varias áreas de manera longitudinal a la traviesa.
La patente US nº 6590180 describe la técnica de preparar piezas en bruto confeccionadas a partir de dos elementos de chapa de diferentes grosores unidos a testa por soldadura láser y dando forma a dichas piezas en bruto mediante una prensa para obtener un elemento a ser utilizado en el parachoques de un vehículo.
La Patente US nº 6779821 describe una traviesa de parachoques que define una acanaladura principal que tiene una sección transversal en forma de U que es uniforme desde un extremo de la traviesa al otro extremo y una acanaladura secundaria que tiene una sección transversal no uniforme, la profundidad de la cual decrece hacia el final de ambos extremos de la traviesa.
Ninguno de los documentos citados describe una traviesa de refuerzo de parachoques realizada a partir de elementos de chapa unidos y posteriormente conformados preferiblemente mediante estampación en frío o en caliente para formar un cuerpo alargado que tiene una sección transversal abierta que define una acanaladura principal y una acanaladura secundaria que decrece en profundidad cuando se aproxima a los extremos.
Exposición de la invención La presente invención aporta una traviesa de refuerzo de parachoques que exhibe las características de la reivindicación independiente 1. La traviesa de refuerzo de parachoques comprende un cuerpo alargado de configuración tridimensional formado a partir de varios elementos de chapa metálica unidos entre sí por soldadura, y posteriormente conformados, teniendo dicha configuración tridimensional una sección transversal abierta no uniforme a lo largo de dicho cuerpo.
Los varios elementos de chapa metálica pueden estar unidos adyacentes o superpuestos, y pueden ser de acero del mismo tipo o de aceros de diferentes tipos. Cuando son del mismo tipo de acero, los diferentes elementos de chapa son de distintos grosores mientras que si son de diferentes tipos de acero pueden tener un grosor igual o diferente. Con ello, las diferentes zonas de la traviesa de parachoques definidas por los diferentes elementos de chapa tienen características de resistencia diferentes.
La traviesa parachoques de la presente invención puede tener cualquier configuración tridimensional alargada de sección transversal abierta variable, apropiada para ser obtenida por estampación. Por ejemplo, una configuración tridimensional alargada de sección transversal abierta no uniforme a lo largo de dicho cuerpo y con una acanaladura principal longitudinal rematada en sus bordes laterales por unas pestañas vueltas hacia fuera.
Un método para la fabricación de una traviesa de refuerzo de parachoques se describe en la presente para ayudar l entendimiento de la invención. Este método está fuera del alcance de la invención reivindicada. El método es del tipo que comprende unir entre sí varios elementos de chapa metálica por soldadura para producir una pieza en bruto confeccionada, y conformar dicha pieza en bruto confeccionada para producir un cuerpo alargado con una configuración tridimensional. El método comprende conformar la pieza en bruto confeccionada por estampación proporcionando a dicha configuración tridimensional una sección transversal abierta no uniforme a lo largo de dicho cuerpo.
La conformación final de la traviesa de parachoques por estampado tiene la ventaja de que permite utilizar tanto la técnica de confeccionar la pieza en bruto a partir de elementos de chapa adyacentes (tailored blank) como la de confeccionar la pieza en bruto a partir de elementos de chapa superpuestos (patchwork blank) , o incluso una combinación de ambas, para reforzar localmente la traviesa de parachoques. La técnica de “tailored blank” permite diseñar la traviesa de parachoques con diferentes resistencias en diferentes zonas, de acuerdo con los diferentes requerimientos, o de acuerdo con los diferentes ensayos normativos a los que la traviesa de parachoques va a ser sometida. La técnica de “patchwork blank” aporta una mayor flexibilidad de diseño, ya que permite reforzar todavía mucho más local y específicamente aquellas áreas de la traviesa de parachoques que más lo necesiten, al tiempo que presenta unas ventajas técnicas equivalentes a las obtenidas mediante la técnica del “tailored blank”. Una pieza en bruto confeccionada mediante una combinación de elementos de plancha unidos adyacentes y superpuestos también se considera.
La conformación de la pieza en bruto confeccionada por estampación puede realizarse mediante técnicas de estampación en caliente o estampación en frío bien conocidas. Para la técnica de estampación en caliente se prevén dos variantes. Una primera variante de la estampación en caliente comprende calentar la pieza en bruto, por ejemplo, y a título meramente orientativo, a una temperatura aproximada de 750°C a 950°C, inmediatamente antes del proceso de estampación, y estampar la pieza mientras está caliente. Una segunda variante de estampación en caliente comprende, por ejemplo, realizar un pre-conformado, es decir, una conformación parcial, de la pieza en bruto por estampación en frío y posteriormente completar el conformado... [Seguir leyendo]
Reivindicaciones:
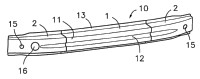
1. Traviesa de refuerzo de parachoques del tipo que comprende un cuerpo (10) alargado que tiene una configuración tridimensional, teniendo dicha configuración tridimensional una sección transversal abierta no uniforme a lo largo de dicho cuerpo (10) , en el que dicha configuración tridimensional comprende una acanaladura principal
(11) que se extiende a lo largo de todo el cuerpo (10) abarcando sustancialmente la anchura del mismo, decreciendo la profundidad de dicha acanaladura (11) principal hacia ambos extremos del cuerpo (10) , caracterizada porque la traviesa de refuerzo de parachoques está formada a partir de varios elementos de chapa metálica (1, 2, 3, 4, 4a, 5, 5a) unidos entre sí por soldadura y conformados, y porque dicha configuración tridimensional comprende adicionalmente al menos una acanaladura (12) secundaria que se extiende a lo largo de una parte del fondo de dicha acanaladura (11) principal abarcando una parte de su anchura, decreciendo dicha acanaladura (12) secundaria en profundidad hacia ambos finales de la misma.
2. Traviesa, de acuerdo con la reivindicación 1, caracterizada porque los varios elementos de chapa metálica (1, 2, 3) están unidos a testa.
3. Traviesa, de acuerdo con la reivindicación 1, caracterizada porque los varios elementos de chapa metálica (4, 4a, 5, 5a) están unidos por superposición.
4. Traviesa, de acuerdo con la reivindicación 2 o 3, caracterizada porque los varios elementos de chapa metálica (1, 2, 3, 4, 4a, 5, 5a) son de acero del mismo tipo.
5. Traviesa, de acuerdo con la reivindicación 2 o 3, caracterizada porque los varios elementos de chapa metálica (1, 2, 3, 4, 4a, 5, 5a) son de aceros de diferentes tipos.
6. Traviesa, de acuerdo con la reivindicación 5, caracterizada porque los varios elementos de chapa metálica (1, 2, 3, 4, 4a, 5, 5a) son de igual grosor.
7. Traviesa, de acuerdo con la reivindicación 4 o 5, caracterizada porque los varios elementos de chapa metálica (1, 2, 3, 4, 4a, 5, 5a) son de diferentes grosores.
8. Traviesa, de acuerdo con la reivindicación 2, caracterizada porque comprende un elemento de chapa mayor (1) que abarca una zona central y un extremo, y un elemento de chapa menor (2) situado adyacente a dicho elemento de chapa mayor (1) abarcando el otro extremo.
9. Traviesa, de acuerdo con la reivindicación 2, caracterizada porque comprende un elemento de chapa central y dos elementos de chapa extremos (2) situados a lado y lado de dicho elemento de chapa central.
10. Traviesa, de acuerdo con la reivindicación 2, caracterizada porque comprende un elemento de chapa central, dos elementos de chapa extremos (2) , y dos elementos de chapa intermedios (1, 2, 3, 4, 4a, 5, 5a) , cada uno dispuesto entre dicho elemento de chapa central y uno de dichos elementos de chapa extremos (2) .
11. Traviesa, de acuerdo con la reivindicación 3, caracterizada porque comprende un elemento de chapa de base
(4) y un elemento de chapa de refuerzo (5) superpuesto a una zona central de dicho elemento de chapa de base (4) .
12. Traviesa, de acuerdo con la reivindicación 3, caracterizada porque comprende un elemento de chapa de base
(4) y un elemento de chapa de refuerzo (5a) superpuesto a una zona extrema de dicho elemento de chapa de base (4) .
13. Traviesa, de acuerdo con la reivindicación 1, caracterizada porque dicha configuración tridimensional comprende una forma arqueada general en el sentido longitudinal del cuerpo (10) .
14. Traviesa, de acuerdo con la reivindicación 1 o 13, caracterizada porque dicha configuración tridimensional comprende unas pestañas (13) que se extienden hacia fuera desde unos bordes laterales de dicha acanaladura principal (11) y a lo largo del cuerpo (10) .
15. Traviesa, de acuerdo con la reivindicación 1, 13 o 14, caracterizada porque comprende al menos una tapa metálica (14) unida por soldadura al cuerpo (10) cubriendo la acanaladura principal (11) al menos en parte de su longitud.
16. Traviesa, de acuerdo con la reivindicación 1, caracterizada porque dicha configuración tridimensional está obtenida por estampación de dichos elementos de chapa metálica (1, 2, 3, 4, 4a, 5, 5a) una vez unidos.
17. Traviesa, de acuerdo con la reivindicación 16, caracterizada porque dicha configuración tridimensional está obtenida por estampación en caliente.
18. Traviesa, de acuerdo con la reivindicación 16, caracterizada porque dicha configuración tridimensional está obtenida por estampación en frío.
19. Traviesa, de acuerdo con la reivindicación 16, caracterizada porque dicha configuración tridimensional se obtiene mediante una primera pre-conformación de la pieza en bruto por estampación en frío y posteriormente completar la conformación de la pieza en bruto mediante estampación en caliente.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
Método y dispositivo para producir componentes de acero endurecidos, del 6 de Mayo de 2020, de VOESTALPINE STAHL GMBH: Método para el endurecimiento por presión de componentes de chapa de acero galvanizados, en donde se recorta una pletina de una banda de chapa de acero […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Lámina de acero para calentamiento por radiación, método de fabricación de la misma, y producto procesado de acero que tiene una porción con diferente resistencia y método de fabricación del mismo, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: superficie original de la lámina de acero, y una diferencia en la dureza Vickers entre la porción donde la reflectancia para la radiación radiante es reducida y la otra porción […]
Pieza de automóvil de gran resistencia y método para fabricar una pieza de automóvil de gran resistencia, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: Una pieza de automóvil de gran resistencia que comprende: una chapa de acero conformada por prensado en caliente que tiene una capa de […]
Herramienta de conformado en caliente segmentada montada de forma elástica, del 9 de Octubre de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Herramienta de conformado en caliente, que presenta una herramienta superior y una herramienta inferior , las cuales son desplazables una sobre la otra, y, con la herramienta […]
Miembro de lámina de acero prensado en caliente y método para fabricar el mismo, del 2 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un miembro de lámina de acero prensado en caliente, que comprende: una composición química, representada por, en % en masa: C: 0,10% a 0,24%; Si: […]