UN PROCEDIMIENTO PARA SELLAR UN ENVASE Y UN ENVASE.
Un procedimiento para sellar un envase (1) que contiene un producto (4),
en el que la parte de tapa (3) y la parte inferior (2) del envase se unen conjuntamente por medio de un material plástico (5), y en cuyo procedimiento la parte inferior (2) y la parte de tapa (3) se unen conjuntamente moldeando el material plástico (5) a ambos lados de una unión (10) entre la parte inferior y la parte de tapa de tal manera que el material plástico (5) cubra la unión (10) externamente y una la parte inferior (2) y la parte de tapa (3) conjuntamente, caracterizado por que un debilitamiento mecánico (6) se forma en el material plástico (5) o en la brida (2a) de la parte inferior (2) para facilitar la abertura del envase de cualquiera de las siguientes maneras: - el material plástico (5) se moldea de modo que se extienda más cerca del borde externo del envase en el lado de la brida (2a) de la parte inferior (2) que por encima de la parte de tapa (3), - el material plástico (5) se moldea de modo que se forme un hueco que se extiende hacia el medio del envase en el borde externo del material plástico (5), aproximadamente a la altura de la unión (10) entre la parte de tapa (3) y la parte inferior (2), - el debilitamiento (6) está formado en la brida (2a) de la parte inferior (2), dentro del borde del material plástico (5)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/000848.
B65D77/20TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › aplicando tapas o cubiertas separadas.
B65D77/20E
Clasificación PCT:
B29C45/14B […] › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
B65B7/28B65 […] › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › aplicando cierres separados preformados, p. ej. cubiertas, capuchones.
B65D53/06B65D […] › B65D 53/00 Elementos de estanqueidad o de embalaje; Estanqueidad realizada por materiales líquidos o plásticos. › Estanqueidad realizada por materiales plásticos o líquidos.
B65D77/20B65D 77/00 […] › aplicando tapas o cubiertas separadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
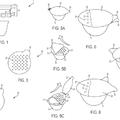
La invención se refiere a un procedimiento para sellar un envase, en el que una parte de tapa y una parte inferior se unen conjuntamente por medio de material plástico. La invención también se refiere a un envase que comprende una parte inferior y una parte de tapa unida a ésta por medio de material plástico. Por el documento EP0453573A se conocen un procedimiento según el preámbulo de la reivindicación 1 y un envase según el preámbulo de la reivindicación 6. Un buen sellado se requiere para los envases para alimentos; es decir, deben ser impermeables a los gases, la humedad y, dependiendo de la calidad del alimento, también a la grasa; en otras palabras, los materiales de envase usados para el envase deben tener buenas propiedades de barrera. Los materiales son a menudo a base de cartón, que comprende capas de plástico o metal para mejorar las propiedades de barrera. Los envases que contienen alimentos, normalmente tienen una estructura con una parte inferior que contiene el alimento envasado y una parte de tapa unida a la parte inferior. Dicho envase para alimentos es, normalmente, un envase que se venderá en una tienda de venta al por menor y será abierto por el comprador cuando se use el alimento. El alimento puede ser calentado en el envase, dependiendo de la idoneidad del envase, o el alimento puede extraerse de éste y prepararse por separado a un estado sabroso. En alguna fase del uso del alimento, la parte de tapa se retira de la parte inferior cuando el envase se abre para acceder al alimento. Es muy habitual usar materiales plásticos termosellables para unir la parte de tapa a la parte inferior. Los ejemplos de envases para alimentos y materiales de envase usados en ellos se mencionan, por ejemplo, en los documentos WO03/033258, EP1289856, WO00/21854 y US5425972. Se ha sabido durante mucho tiempo que la unión entre la parte inferior y la parte de tapa es el punto más crítico en el envase para alimentos, dado que, por un lado, debe ser sellable herméticamente y no debe alterar las propiedades de barrera generales del envase, pero por otro lado, en envase debe ser relativamente fácil de abrir más adelante. Además, el sellado del envase debe incluirse fácilmente en el proceso industrial de envasado del alimento. La publicación internacional WO03/078012 describe un envase en el que la parte inferior y la parte de tapa, que encierran a un alimento envasado, se unen por medio de material plástico añadido al reborde de la parte inferior. El material plástico se añade mediante moldeo por inyección al reborde de la parte inferior, en el que el material puede utilizarse para unir la tapa mediante termosellado o mecánicamente. En este caso, otra función del material plástico es reforzar el reborde del envase. Dependiendo del proceso de envasado, sin embargo, puede dejarse material (salpicaduras, etc.) de la sustancia a envasar entre la tapa y la parte inferior, alterando la calidad de la unión. Además, en el caso del termosellado, el material de la tapa y el plástico a moldear por inyección en el reborde de la parte inferior deber ser compatibles entre sí. Es un objetivo de la invención presentar un procedimiento para envasar alimentos que proporciona un muy buen sellado en dicha unión y que es aplicable en un proceso industrial de envasado de alimentos. Otro objetivo de la invención es presentar un envase que tiene buena impermeabilidad también en la unión entre la parte inferior y la parte de tapa y no plantea restricciones respecto a la estructura de los materiales de envase. Este objetivo, se consigue mediante el procedimiento según la reivindicación 1 y el envase según la reivindicación 6. El procedimiento puede implementarse, por ejemplo, mediante termoplásticos adecuados de calidad alimentaria y, en la práctica, el moldeo puede implementarse, por ejemplo, mediante moldeo por inyección. Dado que la conexión se realiza principal o exclusivamente por medio de material plástico moldeado para unir las partes conjuntamente fuera de la unión (en el borde externo de la interfaz entre la superficie inferior de la parte de tapa y la superficie superior del reborde de la parte inferior que descansan uno contra el otro), los materiales en contacto pueden seleccionarse más libremente, por ejemplo para optimizar las propiedades de barrera, y no es necesario que sean termosellables entre sí. El material plástico usado para el sellado se selecciona según las condiciones de transporte, almacenamiento, venta y uso del envase. La termorresistencia puede tenerse en cuenta, si el envase cerrado está diseñado para calentarlo, por ejemplo, en un horno microondas, o los requisitos de temperaturas de almacenamiento pueden considerarse, si el envase está diseñado para almacenarlo, por ejemplo, en estado congelado. El material plástico puede ser un material polimérico adecuado para moldeo por inyección, por ejemplo algún termoplástico o termoelástico. Lo esencial es que pueda moldearse en estado líquido o fluido sobre los bordes del envase cerrado, y solidificarse en una forma que une la parte de tapa y la parte inferior conjuntamente de forma hermética. En comparación con el procedimiento presentado en el documento WO03/078012, el procedimiento de sellado mediante moldeo por inyección según la invención tiene la ventaja de que el proceso no implica ninguna etapa de 2 moldeo extra. Tanto el moldeo por inyección como el cierre de la tapa se realizan en la misma fase de trabajo. Las partes inferiores, tales como bandejas o tazas u otros recipientes diseñados para almacenar productos, así como las tapas, pueden fabricarse como anteriormente. De hecho, la variedad de materiales de envase usados para ellos se amplía, dado que la termosellabilidad no es un factor decisivo. A continuación, la invención se describirá con más detalle en referencia a los siguientes dibujos, en los que la figura 1 muestra un envase cerrado según la invención en sección transversal, la figura 2 muestra otro tipo de envase cerrado en sección transversal, la figura 3 muestra la unión entre la parte de tapa y la parte inferior según una primera realización, la figura 4 muestra la unión entre la parte de tapa y la parte inferior según una segunda realización, la figura 5 muestra la unión entre la parte de tapa y la parte inferior según una tercera realización, y la figura 6 muestra esquemáticamente las etapas de sellar el envase según la invención, y la figura 7 muestra esquemáticamente las etapas de sellado según una realización alternativa. La figura 1 muestra un envase para alimentos 1 que se ha cerrado herméticamente, lo que significa impermeabilidad a, al menos, gas y vapor de agua. La estructura general del envase es tal que comprende una parte inferior 2 que forma el fondo de un recipiente para alimentos 4 envasados en el envase. Esta parte inferior comprende un fondo así como paredes laterales que se extienden hacia arriba desde el fondo, terminando sus rebordes en una brida horizontal 2a que rodea a los bordes de la parte inferior. Dicho envase se denomina normalmente un envase de tipo bandeja. Sobre la parte inferior 2, se coloca una parte de tapa 3 que, en el caso mostrado en la figura 1, es una tapa recta plana cuyos bordes están colocados sobre la brida 2a. El área en el que la superficie inferior de la parte de tapa 3 y la superficie superior de la brida 2a están situadas una contra la otra, se denomina una unión, y se indica mediante el número de referencia 10. En este contexto, alimento se refiere a cualquier alimento para el consumo por personas o animales. El material tanto de la parte inferior 2 como de la tapa 3 puede ser un material a base de cartón o de papel. Cuando se usa un material de envase a base de cartón o de papel, puede recubrirse por dispersión, mediante un procedimiento sol-gel o por extrusión, o térmicamente, o recubrirse mediante otro procedimiento adecuado, o dejarse totalmente sin recubrir. Los materiales de recubrimiento pueden incluir materiales poliméricos o materiales a base de pigmentos. En el envase, también pueden usarse materiales marcables mediante láser. El centro de la parte de tapa 3 puede estar provisto de una ventana hecha de un material transparente. Particularmente, en materiales de envase a base de cartón o de papel para alimentos, las capas de recubrimiento deben actuar como capas de barrera, para impedir, por un lado, la fuga de sustancias del alimento a través del material de envase y, por otro lado, la entrada de sustancias en el envase desde el exterior. Dichos materiales añadidos en la superficie externa y/o interna mediante cualquiera de los procedimientos mencionados anteriormente pueden ser materiales de barrera conocidos que pueden estar constituidos por polímero pero también por metal. También es posible que la parte inferior 2 y la parte de tapa 3 del envase 1 estén constituidas completamente... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para sellar un envase (1) que contiene un producto (4), en el que la parte de tapa (3) y la parte inferior (2) del envase se unen conjuntamente por medio de un material plástico (5), y en cuyo procedimiento la parte inferior (2) y la parte de tapa (3) se unen conjuntamente moldeando el material plástico (5) a ambos lados de una unión (10) entre la parte inferior y la parte de tapa de tal manera que el material plástico (5) cubra la unión (10) externamente y una la parte inferior (2) y la parte de tapa (3) conjuntamente, caracterizado por que un debilitamiento mecánico (6) se forma en el material plástico (5) o en la brida (2a) de la parte inferior (2) para facilitar la abertura del envase de cualquiera de las siguientes maneras: - el material plástico (5) se moldea de modo que se extienda más cerca del borde externo del envase en el lado de la brida (2a) de la parte inferior (2) que por encima de la parte de tapa (3), - el material plástico (5) se moldea de modo que se forme un hueco que se extiende hacia el medio del envase en el borde externo del material plástico (5), aproximadamente a la altura de la unión (10) entre la parte de tapa (3) y la parte inferior (2), - el debilitamiento (6) está formado en la brida (2a) de la parte inferior (2), dentro del borde del material plástico (5). 2. El procedimiento según la reivindicación 1, caracterizado por que el material plástico (5) se moldea de tal manera que rodee al borde de la parte inferior (2) y la parte de tapa (3), extendiéndose sobre la superficie superior del material de envase de la parte de tapa (3) y sobre la superficie inferior del material de envase de la parte inferior (2). 3. El procedimiento según la reivindicación 1 ó 2, caracterizado por que el material plástico (5) es termoplástico o termoelástico. 4. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que el moldeo se realiza de tal manera que se forme un debilitamiento mecánico (6) en el material plástico (5) para facilitar la apertura del envase, por ejemplo un hueco, una interfaz interna formada por diferentes frentes de flujo, o áreas de contacto desiguales del material plástico con la parte de tapa (3) y la parte inferior (2); o de tal manera que un debilitamiento (6) realizado en el material de envase de la parte inferior cerca de su borde externo permanezca en el interior del material plástico moldeado (5). 5. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que el procedimiento comprende las siguientes etapas: - colocar el producto (4) en la parte inferior (2), - colocar la parte inferior (2) y la parte de tapa (3) en un molde de inyección, - introducir el gas posible desde entre la parte de tapa (3) y la parte inferior (2), - cerrar el molde de inyección de tal manera que la parte de tapa (3) y la parte inferior (2) se junten una contra la otra, - moldear el material plástico (5) en el borde externo de la parte inferior (2) y la parte de tapa (3), - abrir el molde de inyección, y - retirar el envase sellado (1) del molde de inyección. 6. El procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado por que se usa para sellar un envase (1) que contiene alimentos. 7. Un envase que comprende una parte inferior (2) y una parte de tapa (3) conectada a ésta por medio de un material plástico, y un producto (4) envasado en un espacio interno definido por ellas, y envase en el que la parte inferior (2) y la parte de tapa (3) se unen conjuntamente por medio de material plástico (5) moldeado a ambos lados de una unión (10) entre la parte inferior y la parte de tapa, cubriendo externamente la unión (10) y uniendo la parte inferior (2) y la parte de tapa (3) conjuntamente, caracterizado por que el material plástico (5) de la brida del borde (2a) de la parte inferior (2) comprende un debilitamiento mecánico (6) para facilitar la apertura del envase, debilitamiento (6) que se ha realizado de cualquiera de las siguientes maneras: 7 - el material plástico (5) se extiende más cerca del borde externo del envase en el lado de la brida (2a) de la parte inferior (2) que por encima de la parte de tapa (3), - el debilitamiento (6) es un hueco que se extiende hacia el medio del envase en el borde externo del material plástico (5), aproximadamente a la altura de la unión (10) entre la parte de tapa (3) y la parte inferior (2), o - el debilitamiento (6) es un debilitamiento que está formado en la brida (2a) de la parte inferior (2), dentro del borde del material plástico (5). 8. El envase según la reivindicación 7, caracterizado por que el material plástico (5) rodea al borde de la parte inferior (2) y la parte de tapa (3), extendiéndose sobre la superficie superior del material de envase de la parte de tapa (3) y sobre la superficie inferior del material de envase de la parte inferior (2). 9. El envase según la reivindicación 7 u 8, caracterizado por que la parte inferior comprende un fondo, paredes laterales que se extienden hacia arriba desde el fondo, y una brida (2a) contigua a las paredes laterales, sobre la cual se coloca la parte de tapa (3). 10. El envase según cualquiera de las reivindicaciones anteriores 7 a 9, caracterizado por que el material plástico (5) es termoplástico o termoelástico técnico. 11. El envase según cualquiera de las reivindicaciones anteriores 7 a 10, caracterizado por que el material plástico (5) rodea al borde externo del envase (1) a lo largo de toda la longitud de la unión (10). 12. El envase según cualquiera de las reivindicaciones anteriores 7 a 11, caracterizado por que la unión (10) está constituida por la interfaz entre la parte de tapa (3) y la parte inferior (2) colocadas una contra la otra, donde las superficies opuestas están separadas entre sí y unidas por el material plástico (5) en el exterior. 13. El envase según cualquiera de las reivindicaciones anteriores 7 a 12, caracterizado por que el material de envase que forma la parte de tapa y la parte inferior es de los siguientes grupos: - materiales a base de papel o de cartón, - plásticos, - láminas de metal, en el que los materiales de la parte de tapa y la parte inferior pueden pertenecer al mismo grupo o a diferentes grupos. 14. El envase según cualquiera de las reivindicaciones anteriores 7 a 13, caracterizado por que el producto envasado (4) son alimentos. 8 9 11
Patentes similares o relacionadas:
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Cierre para un recipiente, componentes del cierre y método de uso de este, del 18 de Marzo de 2020, de APTARGROUP, INC.: Un cuerpo de cierre , que puede ser instalado con una membrana de revestimiento , que se puede unir sobre un recipiente de producto […]
Estructura laminada con aberturas de acceso, del 26 de Febrero de 2020, de SONOCO DEVELOPMENT, INC.: Estructura laminada que comprende:
una primera capa y una segunda capa, donde la primera capa está adherida mediante un adhesivo a la segunda capa; y
una […]
Placa bicapa, del 12 de Febrero de 2020, de Constantia Teich GmbH: Placa bicapa cuya zona de borde está destinada a sellarse contra el borde de un recipiente, con un adhesivo entre las dos capas, presentando la capa exterior superior […]
Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]
Material de cubierta para recipiente de envasado para esterilización en retorta, del 22 de Enero de 2020, de Dainippon Printing Co., Ltd: Un material de cubierta para un recipiente de envasado para esterilización en retorta, incluyendo una multicapa laminada obtenida laminando una capa base, una capa […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Conjunto de cierre con etiqueta de identificación por radio frecuencia, del 25 de Diciembre de 2019, de Eagile, Inc: Un conjunto de cierre para un recipiente que define un volumen interior, una abertura a dicho volumen interior, y una superficie de sellado […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]
Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]