Procedimiento de fabricación de un elemento de calaje en espuma para el transporte de objetos y elemento de calaje obtenido.
Procedimiento de fabricación de un elemento de calaje (10, 20,
30) en espuma para el transporte de objetos, enel que se recorta en un bloque de espuma por lo menos una pieza (11, 21, 21', 31) que corresponde al elemento decalaje que se va a fabricar, y se realiza por lo menos una cavidad (18, 18', 28, 28', 38, 38') en dicha pieza deespuma, correspondiendo dicha cavidad por lo menos a una parte del objeto que se va a transportar, caracterizadoporque antes de realizar dicha cavidad, se aplica por lo menos un revestimiento de acabado (15, 16, 25, 26, 35, 36)sobre por lo menos una parte de una de las caras (12, 13, 22, 23, 32, 33) de dicha pieza de espuma, porque se uneíntimamente el revestimiento de acabado a dicha pieza de espuma, y porque se realiza dicha cavidad por recortesimultáneo de dicho revestimiento de acabado y de dicha pieza de espuma por lo menos en parte.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10290313.
Solicitante: Societe des Cellulaires Techniques S.A.
Nacionalidad solicitante: Francia.
Dirección: Z.I. du Pont d''Aspach 68520 Burnhaupt le Haut FRANCIA.
Inventor/es: ANTONI,DOMINIQUE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D25/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 25/00 Partes constitutivas de otros géneros o tipos de recipientes rígidos o semirrígidos. › Dispositivos para colocar los objetos en los recipientes.
- B65D81/113 B65D […] › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › de forma especialmente adaptada al contenido.
PDF original: ES-2388596_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un elemento de calaje en espuma para el transporte de objetos y elemento de calaje obtenido.
Campo técnico
La presente invención se refiere a un procedimiento de fabricación de un elemento de calaje en espuma para el transporte de objetos en el que se recorta por lo menos una pieza que corresponde a dicho elemento de calaje que se va a fabricar en un bloque de espuma y se realiza por lo menos una cavidad en dicha pieza de espuma, correspondiendo dicha cavidad por lo menos a una parte del objeto que se va a transportar.
La invención también se refiere a un elemento de calaje en espuma obtenido mediante dicho procedimiento de fabricación y que comprende por lo menos una pieza de espuma dotada de por lo menos una cavidad que corresponde por lo menos a una parte del objeto que se va a transportar.
Técnica anterior
Este tipo de elementos de calaje se utiliza normalmente en el campo del embalaje o similar, para el cual se recorta la placa de espuma y se utiliza en estado bruto, sin recubrimiento, ni revestimiento de aspecto. El documento DE 1938272 describe un elemento de calaje de este tipo. Las cavidades se pueden realizar mediante diferentes procedimientos tales como por recorte o deformación de material. En función del objeto que se va a embalar, de las características mecánicas del calaje, de las limitaciones asociadas al transporte y/o al almacenamiento, y de la estética buscada, se elige el tipo de material sintético que se va a expandir para realizar la espuma, su color mediante la adición de pigmentos, su densidad, su dureza, etc. Este tipo de elemento de calaje en espuma sigue siendo frágil, sensible a las rozaduras, insuficientemente rígido a los golpes y presenta características estéticas limitadas y un tacto muy insatisfactorio para algunas aplicaciones. Particularmente, en el campo particular del acondicionamiento de los productos de lujo o similares, se utiliza el elemento de calaje a la vez como calaje eficaz para preservar el producto durante su transporte y como elemento de presentación para realzar el valor del producto. Se busca por consiguiente mejorar las características técnicas y estéticas del elemento de calaje para que pueda responder a estas diferentes funciones. Por otro lado, se conocen otros tipos de elementos de calaje que son unos productos complejos constituidos por lo menos por una pieza de espuma recubierta de un revestimiento de acabado que permite en particular mejorar la estética y el tacto de dichos elementos. El documento GB 924889 describe un elemento de calaje de este tipo. En este caso, las cavidades se realizan o bien por termoformado y no pueden presentar un contorno preciso delimitado por una arista periférica, o bien por estampado y son obligatoriamente pasantes. El recorte por estampado se efectúa por medio de una herramienta pasante tal como un portapiezas, de ahí la imposibilidad de crear recortes ciegos es decir no pasantes. Además el estampado adolece del inconveniente de aplastar y deformar la pieza de espuma en el momento del recorte, de ahí la necesidad de realizar una reparación de mecanización de los bordes de la pieza para rectificar su planicidad.
Actualmente no existe una solución que permita fabricar elementos de calaje a base de un producto complejo que asocie una espuma y un revestimiento de acabado en el que se pueden crear unas cavidades precisas, netas y no pasantes, sin reparación de mecanización y por tanto a costes competitivos.
Descripción de la invención
El objetivo de la presente invención es aportar una solución a los problemas mencionados anteriormente proponiendo un procedimiento de fabricación sencillo, fácil de poner en práctica, que utiliza procedimientos conocidos y poco costosos, que permite la fabricación de un elemento de calaje cuyas características mecánicas y estéticas se mejoran ampliamente.
Con este objetivo, la invención se refiere a un procedimiento de fabricación del tipo indicado en el preámbulo, caracterizado porque antes de realizar dicha cavidad, se aplica por lo menos un revestimiento de acabado en por lo menos una parte de una de las caras de dicha pieza de espuma, porque se une íntimamente el revestimiento de acabado a dicha pieza de espuma y porque se realiza dicha cavidad mediante recorte simultáneo de dicha pieza de espuma y de dicho revestimiento de acabado.
Con este objetivo, la invención se refiere asimismo a un elemento de calaje del tipo indicado en el preámbulo, caracterizado porque comprende sobre por lo menos una parte de una de las caras de dicha pieza de espuma por lo menos un revestimiento de acabado íntimamente unido a dicha pieza de espuma mediante unos medios de ensamblaje y porque dicha cavidad atraviesa dicho revestimiento de acabado y dicha pieza de espuma por lo menos en parte.
Breve descripción de los dibujos
La presente invención y sus ventajas se pondrán más claramente de manifiesto a partir de la siguiente descripción
de varios modos de realización dados a modo de ejemplos no limitativos, haciendo referencia a los dibujos adjuntos, en los que:
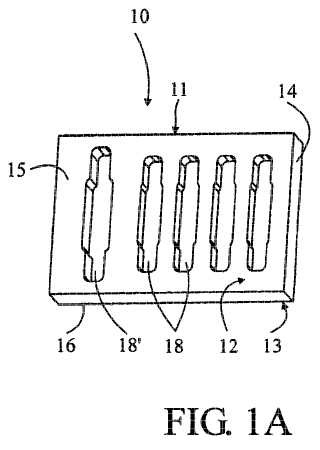
- la figura 1A es una vista en perspectiva de un primer modo de realización de un elemento de calaje según la invención, y las figuras 1B y 1C son respectivamente unas vistas frontal y en sección según el eje AA de la figura 1B del elemento de calaje de la figura 1A,
- la figura 2A es una vista en perspectiva de un segundo modo de realización de un elemento de calaje según la invención, y las figuras 2B, 2C y 2D son respectivamente unas vistas frontal, en sección según el eje BB de la figura 2B y desde abajo, y
- la figura 3A es una vista en perspectiva de un tercer modo de realización de un elemento de calaje según la invención, y las figuras 3B y 3C son respectivamente unas vistas frontal y en sección según el eje CC de la figura 3B.
Ilustraciones de la invención y diferentes maneras de realizar la invención
Haciendo referencia a las figuras 1 a 3, se ilustra el elemento de calaje 10, 20 y 30 en espuma para el transporte de objetos según tres modos de realización diferentes dados únicamente a modo de ejemplo y obtenidos según el procedimiento de fabricación de la invención descrito más adelante.
En las figuras 1A a 1C, el elemento de calaje 10 comprende una pieza de espuma 11 de forma paralelepipédica y de un espesor determinado, que define una cara anterior plana 12, una cara posterior plana 13 y un perímetro recto 14. El elemento de calaje 10 comprende en su cara anterior 12 y en su cara posterior 13, un revestimiento de acabado respectivamente 15, 16 unido íntimamente a dicha pieza de espuma mediante un adhesivo 17 (véase la figura 1C) . El elemento de calaje 10 comprende cinco cavidades 18, 18’ no pasantes, distribuidas en su cara anterior 12 y dispuestas paralelamente entre sí. Cuatro cavidades 18 son idénticas y una de las cavidades 18’ es diferente en particular en sus dimensiones. Corresponden cada una a una parte por lo menos de un objeto que se va a transportar (no representados) . Cuando los objetos se colocan en el elemento de calaje 10, se puede acondicionar el conjunto en una caja, bajo película o bajo blíster, pudiendo permanecer visibles los objetos.
En las figuras 2A a 2D, el elemento de calaje 20 comprende dos piezas de espuma 21, 21’, que presentan cada una forma paralelepipédica y un espesor determinado, que definen una cara anterior 22 plana, una cara posterior 23 plana y un perímetro recto 24. Estas dos piezas de espuma 21, 21’ se ensamblan una al lado de otra mediante una articulación 29 para formar un elemento de calaje 20 en forma de libro adecuado para volver a cerrarse sobre el objeto que se va a transportar para constituir un acondicionamiento completo. Cada pieza de espuma 21, 21’ comprende en su cara anterior 22 y en su cara posterior 23, un revestimiento de acabado respectivamente 25, 26 unido íntimamente a cada pieza de espuma mediante un adhesivo 27 (véase la figura 2C) . De manera ventajosa, se utiliza el revestimiento de acabado 25 para cubrir en una sola pieza las caras anteriores 22 de las dos piezas de espuma 21, 21’ dispuestas una al lado de otra, de manera que este revestimiento de acabado 25 constituye la articulación 29 en forma de una película articulada entre dichas piezas (véase la figura 2D) . Este elemento de calaje 20 comprende dos cavidades 28, 28’ no pasantes, dispuestas de manera especular en la cara anterior 22 de cada pieza... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un elemento de calaje (10, 20, 30) en espuma para el transporte de objetos, en el que se recorta en un bloque de espuma por lo menos una pieza (11, 21, 21’, 31) que corresponde al elemento de calaje que se va a fabricar, y se realiza por lo menos una cavidad (18, 18’, 28, 28’, 38, 38’) en dicha pieza de espuma, correspondiendo dicha cavidad por lo menos a una parte del objeto que se va a transportar, caracterizado porque antes de realizar dicha cavidad, se aplica por lo menos un revestimiento de acabado (15, 16, 25, 26, 35, 36) sobre por lo menos una parte de una de las caras (12, 13, 22, 23, 32, 33) de dicha pieza de espuma, porque se une íntimamente el revestimiento de acabado a dicha pieza de espuma, y porque se realiza dicha cavidad por recorte simultáneo de dicho revestimiento de acabado y de dicha pieza de espuma por lo menos en parte.
2. Procedimiento según la reivindicación 1, caracterizado porque para unir dicho revestimiento de acabado a dicha pieza de espuma se utiliza una técnica de ensamblaje seleccionada de entre el grupo que comprende el pegado en frío mediante un adhesivo, el pegado en caliente mediante una película termofusible, el flameado.
3. Procedimiento según la reivindicación 2, caracterizado porque se completa el ensamblaje de dicho revestimiento de acabado a dicha pieza de espuma mediante una fase de compresión entre unos órganos prensadores.
4. Procedimiento según la reivindicación 1, caracterizado porque para realizar dicha cavidad se utiliza una técnica de recorte de material seleccionada de entre el grupo que comprende el fresado, el estampado, el serrado, el recorte por hilo en frío, el recorte láser.
5. Procedimiento según la reivindicación 1, en el que se fabrica un elemento de calaje (20, 30) en por lo menos dos piezas de espuma (21, 21’) distintas o en por lo menos dos tramos de una misma pieza de espuma (31) , pudiendo estas piezas o estos tramos ensamblarse alrededor de dicho producto para formar un casco, caracterizado porque se ensamblan una al lado de otra dichas piezas de espuma (21, 21’) o se mantienen uno al lado de otro dichos tramos de una misma pieza de espuma (31) por medio de dicho revestimiento de acabado (25, 36) de manera que forma una película articulada (29, 39) entre dichas piezas o dichos tramos.
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se aplica por lo menos un revestimiento de acabado sobre por lo menos una parte de las dos caras (12, 13, 22, 23, 32, 33) de dicha pieza de espuma.
7. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se selecciona dicho revestimiento de acabado de entre el grupo que comprende una película, una hoja o un revestimiento a base de poliuretano, de poli (cloruro de vinilo) , o de una mezcla de estos materiales, o un tejido, un no tejido o un velo a base de fibras naturales y/o sintéticas.
8. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque se selecciona dicha espuma de entre el grupo que comprende las espumas de poliuretano, poliéster, polipropileno, polietileno, etileno, vinilo, acetato o una mezcla de estos materiales.
9. Elemento de calaje (10, 20, 30) en espuma para el transporte de objetos obtenido según el procedimiento de fabricación según cualquiera de las reivindicaciones anteriores, que comprende por lo menos una pieza de espuma (11, 21, 21’, 31) provista de por lo menos una cavidad (18, 18’, 28, 28’, 38, 38’) que corresponde por lo menos a una parte del objeto que se va a transportar, caracterizado porque dicho elemento de calaje comprende sobre por lo menos una parte de una de las caras de dicha pieza de espuma por lo menos un revestimiento de acabado (15, 16, 25, 26, 35, 36) íntimamente unido a dicha pieza de espuma mediante unos medios de ensamblaje (17, 27, 37) y porque dicha cavidad atraviesa dicho revestimiento de acabado y dicha pieza de espuma por lo menos en parte.
10. Elemento según la reivindicación 9, caracterizado porque los medios de ensamblaje (17, 27, 37) se seleccionan de entre el grupo que comprende un adhesivo en frío, una película termofusible, el propio revestimiento de acabado.
11. Elemento según la reivindicación 9, caracterizado porque dicha cavidad es ciega.
12. Elemento según la reivindicación 9, que comprende por lo menos dos piezas de espuma (21, 21’) o dos tramos de una misma pieza de espuma (31) que se pueden ensamblar alrededor de dicho producto para formar un casco, caracterizado porque dichas dos piezas de espuma (21, 21’) o dichos tramos de una misma pieza de espuma (31) se ensamblan o se mantienen una al lado de otra por medio de dicho revestimiento de acabado (25, 36) de manera que forma una película articulada (29, 39) entre dichas piezas o dichos tramos.
13. Elemento según cualquiera de las reivindicaciones 9 a 12, caracterizado porque comprende por lo menos un revestimiento de acabado sobre por lo menos una parte de las dos caras de dicha pieza de espuma.
14. Elemento según cualquiera de las reivindicaciones 9 a 13, caracterizado porque dicho revestimiento de acabado se selecciona de entre el grupo que comprende una película, una hoja o un revestimiento a base de poliuretano, de
poli (cloruro de vinilo) o de una mezcla de estos materiales, un tejido, un no tejido o un velo a base de fibras naturales y/o sintéticas.
15. Elemento según cualquiera de las reivindicaciones 9 a 14, caracterizado porque dicha espuma está realizada en materiales sintéticos expandidos seleccionados de entre el grupo que comprende poliuretano, poliéster, polipropileno, polietileno, etileno, vinilo, acetato o una mezcla de estos materiales.
Patentes similares o relacionadas:
ORGANIZADOR DE ROPA INTERIOR, del 23 de Julio de 2020, de GILABERT GONZÁLEZ, Miguel Ángel: Organizador de ropa interior empleado para guardar de manera ordenada y organizada la ropa interior tanto para cajones o armarios como para viaje, y […]
Recipiente con cubeta embutida y unidades de dosificación que se encuentran dentro de éste, del 20 de Noviembre de 2019, de HENKEL AG & CO. KGAA: Recipiente con una cubeta embutida de material plástico y con al menos una unidad de dosificación que se encuentra en un interior de […]
Dispensador de material volátil, y su alojamiento y cartucho, del 9 de Octubre de 2019, de S. C. JOHNSON & SON, INC.: Un sistema, que comprende: un cartucho que contiene un material volátil, teniendo el cartucho al menos un lado que permite la dispensación […]
Dispositivo y método para el almacenamiento y transporte de un casquillo vacío de un cartucho de bala de arma de fuego para investigación forense, del 25 de Septiembre de 2019, de EVERSDIJK, MARTIN JAN PETER: Un método para almacenar y transportar un casquillo vacío de un cartucho de bala de arma de fuego para investigación forense, en el que dicho casquillo comprende una carcasa […]
Componente de pieza de inserción para recipiente de almacenamiento para elementos de prueba de biosensor, del 4 de Septiembre de 2019, de F. HOFFMANN-LA ROCHE AG: Un componente para un recipiente de almacenamiento configurado para recibir artículos orientados verticalmente , comprendiendo el componente: una pared […]
Paquete que incluye un objeto que contiene un líquido corrosivo, del 5 de Junio de 2019, de Mister Auto: Paquete constituido por una caja realizada a partir de una pieza en bruto mediante corte y ranurado, que comprende una base , dos caras transversales […]
Embalaje para puntas de pipeta, del 24 de Abril de 2019, de SARSTEDT AG & CO.: Embalaje para puntas de pipeta compuesto de una caja de base y que, partiendo de estos portapipetas apilados que presentan filas de orificios para recibir puntas […]
Paquete, del 22 de Abril de 2019, de JAPAN TOBACCO INC.: Un paquete que aloja al menos una fuente de calor , que se utiliza para un inhalador con sabor, que tiene una forma de columna que se extiende a lo largo […]