PROCEDIMIENTO PARA LA FABRICACION DE UNA BOLSA TUBULAR, BOLSA TUBULAR ASI COMO LAMINA APROPIADA PARA LA FABRICACION DE LA BOLSA TUBULAR.
Procedimiento para la fabricación de una bolsa tubular (1), en el que una banda plana de una lámina (19) que comprende al menos una capa termoencogible (20) se forma en primer lugar alrededor de un hombro de conformación y adopta la forma de un tubo gracias a un cordón de soldadura longitudinal (4),
que se extiende en la dirección de alimentación (Z) del tubo, se llena un producto a granel en un tramo longitudinal del tubo y se separa el tramo longitudinal cerrado en el lado superior e inferior mediante cordones de soldadura transversales (2, 3) como bolsa tubular (1) llena del material de embalaje alimentado;
caracterizado porque
la lámina comprende adicionalmente una capa pasiva (21) que está unida a la capa termoencogible (20);
porque la capa termoencogible (20) tiene asignado un material sensible a las microondas (22) que cede calor cuando se produce una exposición a microondas, y
porque la capa termoencogible (20), el material sensible a las microondas (22) y la capa pasiva (21) están unidos entre sí de tal modo que la lámina (19) se conforma de un modo predeterminado cuando se produce una exposición a microondas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07005453.
Solicitante: LUDGER FUEST.
Nacionalidad solicitante: Alemania.
Dirección: AN DER EISENKAUL 16,53881 EUSKIRCHEN.
Inventor/es: FINK, BERNHARD, KRAINZ,MICHAEL, WASHUTTL,MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Marzo de 2007.
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B32B27/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de una resina sintética de una clase diferente.
- B65B53/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 53/00 Contracción de las envolturas, de los receptáculos, de las cubiertas de los receptáculos o de elementos destinados a fijar las cubiertas de los receptáculos, durante o después del embalado. › por el calor.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65D33/02 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 33/00 Partes constitutivas, detalles o accesorios para sacos o bolsas. › Piezas de refuerzo locales o de consolidación, p. ej. alambres, cuerdas, bandas o armazones.
- B65D65/40 B65D […] › B65D 65/00 Envolturas o embalajes flexibles; Material de embalaje de tipo o forma particular (envoltorios o sobres con medios para absorber los golpes B65D 81/03). › Empleo de estratificados para fines especiales de embalaje.
- B65D81/34M2
Clasificación PCT:
- B32B27/08 B32B 27/00 […] › de una resina sintética de una clase diferente.
- B65B53/02 B65B 53/00 […] › por el calor.
- B65B9/20 B65B 9/00 […] › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65D33/02 B65D 33/00 […] › Piezas de refuerzo locales o de consolidación, p. ej. alambres, cuerdas, bandas o armazones.
- B65D65/40 B65D 65/00 […] › Empleo de estratificados para fines especiales de embalaje.
- B65D81/34 B65D […] › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › para embalar alimentos que deben ser cocinados o calentados dentro del embalaje.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de una bolsa tubular, bolsa tubular así como lámina apropiada para la fabricación de la bolsa tubular.
La presente invención se refiere a un procedimiento para la fabricación de una bolsa tubular, en el que se forma en primer lugar una banda plana de una lámina alrededor de un hombro de conformación que adopta la forma de un tubo gracias a un cordón de soldadura longitudinal, extendiéndose el cordón de soldadura en la dirección de alimentación del tubo, se llena un producto a granel en un tramo longitudinal del tubo y se separa el tramo longitudinal cerrado en el lado superior e inferior mediante cordones de soldadura transversales como bolsa tubular llena de la banda alimentada.
Un procedimiento correspondiente se llama también procedimiento de formar-llenar-sellar (Form-Fill-Seal) y se conoce, por ejemplo, por el documento genérico GB 1 212 093 A. La lámina que se usa puede ser una lámina de una o varias capas. Con este procedimiento se embalan por ejemplo monedas, alimentos u otros materiales granulares. Otro procedimiento se conoce por el documento WO 96/13434 A, que da a conocer un procedimiento para el encogimiento de una lámina encogible que comprende una zona de resistencia eléctrica o una zona para la absorción de microondas, de modo que tras la alimentación de corriente eléctrica o de microondas puede generarse correspondientemente energía en estas zonas. Estas zonas se aplican en la superficie de la lámina encogible mediante un procedimiento de impresión, por ejemplo mediante un procedimiento de impresión offset, y pueden estar previstas en toda la superficie de la lámina encogible o en zonas parciales de ésta. El documento WO 96/13434 da a conocer una lámina según el preámbulo de la reivindicación 14.
Los documentos DE 33 45 459 o US-4,288,965 dan a conocer dispositivos adecuados para la realización del procedimiento de formar, llenar, sellar.
Para la presente invención no tiene importancia si los cordones de soldadura transversales se hacen de forma continua, es decir, en un material de lámina devanado continuamente, o si el movimiento de alimentación se detiene por el contrario al hacerse los cordones de soldadura transversales. En un procedimiento continuo, los dispositivos de soldadura que hacen los cordones de soldadura transversales se mueven cíclicamente en la dirección de alimentación del tubo.
La presente invención pretende indicar un procedimiento para la fabricación de una bolsa tubular que, en particular, tras la apertura sea también adecuada como recipiente suficientemente estable de forma para el alojamiento del producto a granel. En el caso de alimentos, debe crearse la posibilidad de poder usarse la bolsa abierta como recipiente de presentación con una estabilidad suficiente.
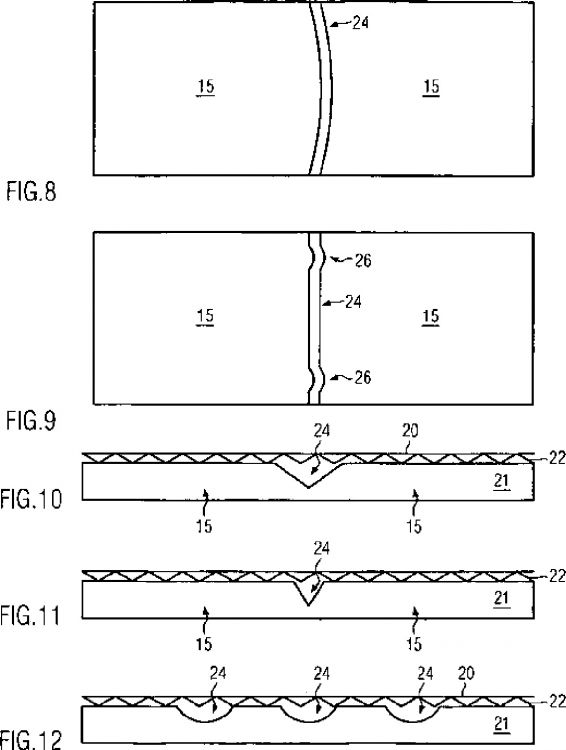
Para resolver este problema, con la presente invención se propone un procedimiento con las características de la reivindicación 1. Este se distingue del estado de la técnica genérico porque la lámina comprende una capa pasiva, que está unida a la capa termoencogible, porque la capa termoencogible tiene asignado un material sensible a las microondas, y porque la capa termoencogible se conforma en la zona del material sensible a las microondas cuando se produce una exposición a microondas. Como capa termoencogible se usa en particular un termoplástico estirado que presenta orientaciones congeladas. El material sensible a las microondas está concebido de tal modo que se calienta cuando se produce una exposición a microondas. La capa termoencogible de la lámina y el material sensible a las microondas están adaptados de tal modo entre sí que el calentamiento del material sensible a las microondas conduce a una reposición al estado inicial de las orientaciones congeladas, sin que la lámina se funda, aunque sí fundiéndose en un grado tal que la lámina se deforma preferiblemente macroscópicamente y se vuelve más rígida. La exposición a microondas conduce correspondientemente a una conformación de la capa termoencogible de la lámina en la zona del material sensible a las microondas. El encogimiento de la capa de la lámina conduce a un atirantado de toda la lámina y, por lo tanto, a un refuerzo de la misma.
La lámina que se aplica en el procedimiento según la invención es una lámina de varias capas, que además de la capa termoencogible comprende una capa pasiva. Esta capa pasiva sirve, por ejemplo, para el refuerzo de la lámina. Pueden estar previstas otras capas pasivas, concretamente y en particular para cumplir otros requisitos de la lámina, que se exigen, p.ej., en relación con un embalaje apto para alimentos. Entre estos requisitos se pueden indicar protección contra la humedad, protección contra la radiación ultravioleta y protección mecánica, para sólo mencionar algunos ejemplos.
La capa pasiva es fundamentalmente termoestable, es decir, no se deforma durante el calentamiento del material sensible a las microondas que se ha de esperar, al menos no en el mismo grado que la capa termoencogible. En este sentido, se parte de que todas las láminas que se usan hoy día para fines de embalaje comprenden también orientaciones congeladas. En la presente invención, la capa termoencogible constituye, no obstante, el motor para el movimiento de conformación, mientras que la capa pasiva sirve al menos en su mayor parte para otro fin. La capa pasiva puede formar el substrato para el material sensible a las microondas. Preferiblemente está adherida a la capa termoencogible y puede portar agentes adherentes correspondientes, como por ejemplo lacas de sellado o adhesivo de recubrimiento. La capa pasiva puede estar formada, por ejemplo, por CPET u otros plásticos que fundamentalmente no son encogibles. También es concebible el uso de papel o cartón. A continuación, se hablará aún más detalladamente de los detalles de la lámina que se aplica preferiblemente en el procedimiento.
En el procedimiento según la invención para la fabricación de una bolsa tubular, la capa termoencogible, el material sensible a las microondas, así como la capa pasiva prevista y unida a la capa termoencogible de la lámina están previstas preferiblemente de tal modo que cuando se produce una exposición a microondas se forma un dibujo de líneas por la capa termoencogible. Estas líneas del dibujo de líneas pueden estar realizadas de forma recta o curvada. En caso de una extensión recta, algunos segmentos de líneas pueden estar previstos de forma dentada, es decir, con orientación alternante, de modo que el refuerzo deseado, conseguido gracias a la conformación de la lámina mediante el tratamiento con microondas se aumenta adicionalmente en la zona de la línea. Gracias al dibujo de líneas pueden realizarse determinados segmentos de superficie en la lámina o pueden separarse unos de otros, que tras el tratamiento con microondas quedan girados o curvados unos respecto a otros por un encogimiento. Este encogimiento puede formar una articulación o un refuerzo. La zona conformada por tratamiento con microondas de la lámina forma una discontinuidad, que puede aprovecharse en la configuración del embalaje para adaptar la bolsa tubular tratada con microondas al uso deseado. Gracias a las zonas conformadas de la lámina puede conseguirse en particular un refuerzo de la bolsa tubular, de modo que ésta obtiene un determinado aumento de la estabilidad. También pueden formarse lengüetas que se conforman cuando se produce una exposición a microondas, que conducen a una apertura del embalaje o un contacto íntimo selectivo de una parte del embalaje que se calienta por la exposición con el producto embalado.
La capa termoencogible, el material sensible a las microondas, así como la capa pasiva unida a la capa termoencogible de la lámina pueden estar previstas de tal forma que, cuando se produce una exposición a microondas, queda previsto gracias a la capa termoencogible el dibujo de líneas con líneas fundamentalmente rectas en la bolsa tubular. Gracias a estas líneas paralelas pueden realizarse nervios que se extienden unos en paralelo a otros, mediante los cuales quedan reforzados entre sí por ejemplo superficies laterales adyacentes de una bolsa abierta, que están dispuestas una al lado de la otra visto en la dirección circunferencial de la bolsa abierta. Las zonas conformadas correspondientemente en las líneas forman nervios, que permiten una colocación en posición vertical de la bolsa tubular abierta. En este caso, las líneas deberían estar previstas preferiblemente una en paralelo a la otra, lo cual deja abierta la posibilidad de formar mediante las líneas apoyos que se extienden respectivamente en la dirección vertical, que sujetan la bolsa...
Reivindicaciones:
1. Procedimiento para la fabricación de una bolsa tubular (1), en el que una banda plana de una lámina (19) que comprende al menos una capa termoencogible (20) se forma en primer lugar alrededor de un hombro de conformación y adopta la forma de un tubo gracias a un cordón de soldadura longitudinal (4), que se extiende en la dirección de alimentación (Z) del tubo, se llena un producto a granel en un tramo longitudinal del tubo y se separa el tramo longitudinal cerrado en el lado superior e inferior mediante cordones de soldadura transversales (2, 3) como bolsa tubular (1) llena del material de embalaje alimentado;
caracterizado porque
la lámina comprende adicionalmente una capa pasiva (21) que está unida a la capa termoencogible (20);
porque la capa termoencogible (20) tiene asignado un material sensible a las microondas (22) que cede calor cuando se produce una exposición a microondas, y
porque la capa termoencogible (20), el material sensible a las microondas (22) y la capa pasiva (21) están unidos entre sí de tal modo que la lámina (19) se conforma de un modo predeterminado cuando se produce una exposición a microondas.
2. Procedimiento según la reivindicación 1, caracterizado porque la capa termoencogible (20), el material sensible a las microondas (22) y la capa pasiva (21) unida a la capa termoencogible (20) de la lámina (19) están previstos de tal forma que, cuando se produce una exposición a microondas, se realiza un dibujo de líneas (12) por la capa termoencogible (20).
3. Procedimiento según la reivindicación 2, caracterizado porque la capa termoencogible (20), el material sensible a las microondas (22) y la capa pasiva unida a la capa termoencogible (20) de la lámina (19) están previstos de tal forma que, cuando se produce una exposición a microondas, el dibujo de líneas (12) quede dispuesto en la bolsa tubular (1) con líneas (11) fundamentalmente rectas por la capa termoencogible (20).
4. Procedimiento según la reivindicación 2 ó 3, caracterizado porque la capa termoencogible (20), el material sensible a las microondas (22) y la capa unida a la capa termoencogible (20) de la lámina (19) están previstos de tal forma que, cuando se produce una exposición a microondas, el dibujo de líneas (12) quede previsto en el material de embalaje con líneas que se extienden unas en paralelo a las otras por la capa termoencogible (20).
5. Procedimiento según una de las reivindicaciones 2 a 4, caracterizado porque líneas (11) individuales del dibujo de líneas (12) están previstas de forma fundamentalmente paralela al cordón de soldadura longitudinal (4) de modo que las líneas (11) quedan dispuestas de forma distribuida en la circunferencia de la bolsa tubular (1).
6. Procedimiento según la reivindicación 5, caracterizado porque líneas (11) individuales del dibujo de líneas (12) están previstas de forma fundamentalmente paralela al cordón de soldadura transversal (2; 3) de modo que en cada tramo longitudinal que ha de formarse quedan dispuestas varias líneas (11) unas tras otras en la dirección de alimentación (Z) del tubo.
7. Procedimiento según la reivindicación 6, caracterizado porque en extremos opuestos de una pared lateral (9, 10), respectivamente, se forma respectivamente un lóbulo (7, 8) de varias capas de lámina uniéndose las capas de lámina unas a otras.
8. Procedimiento según la reivindicación 7, caracterizado porque en un tramo de fondo (6) que se encuentra entre las paredes laterales (9, 10) no está previsto ningún material sensible a las microondas (22).
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el tubo se realiza con una superficie base triangular en una vista en corte transversal respecto a la dirección de alimentación (Z) de la lámina (19), porque el cordón de soldadura longitudinal (4) está previsto en la zona de una punta (5) de esta forma de sección transversal y porque el dibujo de líneas (12) está previsto fundamentalmente a lo largo de todos los tramos de pared (9, 10) que llegan hasta la punta (5).
10. Procedimiento según una de las reivindicaciones 2 a 9, caracterizado porque las líneas (11) del dibujo de líneas (12) están compuestas por tramos de líneas (13) alternantes.
11. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el material sensible a las microondas (22) está dispuesto entre la capa termoencogible (20) y la capa pasiva (21).
12. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se usa una lámina (19) de al menos 3 capas.
13. Procedimiento según una de las reivindicaciones 2 a 12, caracterizado porque unas orientaciones incorporadas mediante estirado en la capa termoencogible (20) se extienden transversalmente respecto a las líneas (11) individuales.
14. Lámina, en particular para la fabricación de bolsas tubulares con una capa termoencogible (20), comprendiendo la lámina (19) además un material sensible a las microondas (22) que cede calor cuando se produce una exposición a microondas, que está asignado a la capa termoencogible (20), caracterizada porque la lámina (19) comprende una capa pasiva (21), que está unida a la capa termoencogible (20), estando unidas la capa termoencogible (20), el material sensible a las microondas (22) y la capa pasiva (21) de tal modo entre sí que la lámina (19) se conforma de un modo predeterminado en la zona del material sensible a las microondas (22) cuando se produce una exposición a microondas.
15. Lámina según la reivindicación 14, caracterizada porque el recubrimiento de superficie entre el material sensible a las microondas (22) y la capa termoencogible (20) es reducido y porque la capa termoencogible (20) está unida a la capa pasiva (21) mediante un adhesivo de tal modo que cuando se produce una exposición a microondas en la zona del material sensible a las microondas (22) se deforma la capa termoencogible (20).
16. Lámina según la reivindicación 15, caracterizada porque en la zona de la deformación no está prevista ninguna adhesión entre las capas (20, 21).
17. Lámina según la reivindicación 15 ó 16, caracterizada porque el adhesivo es un adhesivo termosensible que presenta una consistencia tal que, cuando se produce una exposición a microondas, en la zona del material termosensible (22) se pierde el efecto adhesivo del adhesivo termosensible entre la capa termoencogible (20 y la capa pasiva (21).
18. Lámina según la reivindicación 15 ó 16, caracterizada porque el material sensible a las microondas (22) está previsto entre la capa termoencogible (20) y la capa pasiva (21) y porque entre el material sensible a las microondas (22) y la capa pasiva (21) está previsto un recubrimiento antiadherente (23).
19. Lámina según la reivindicación 15 ó 16, caracterizada porque no hay adhesión entre la capa termoencogible (20) y la capa pasiva (21) en la zona del material sensible a las microondas (22).
20. Lámina según la reivindicación 14 ó 15, caracterizada porque está previsto un adhesivo que une la capa termoencogible (20) a la capa pasiva (21) en un dibujo de adhesión con recubrimiento de superficie reducido entre las dos capas (20, 21).
21. Lámina según la reivindicación 20 en la medida en la que depende de la reivindicación 14, caracterizada porque el material sensible a las microondas (22) está previsto fundamentalmente en toda la superficie entre las dos capas (20, 21).
22. Lámina según la reivindicación 20 ó 21, caracterizada porque el adhesivo está aplicado en toda la superficie en una capa (20; 21), en cuya superficie están realizadas zonas sin adhesivo del dibujo de adhesión mediante la remoción de material de la capa (20, 21).
23. Lámina según la reivindicación 20 ó 21, caracterizada porque el adhesivo está aplicado en toda la superficie en una capa (20; 21, en la que se ha formado mediante recorte un dibujo de agujeros que corresponde al dibujo de adhesión.
24. Lámina según la reivindicación 20 ó 21, caracterizada porque el adhesivo está aplicado en toda la superficie y el dibujo de adhesión está formado por un recubrimiento antiadherente (23) aplicado entre el adhesivo y la capa (21; 22) adyacente.
25. Lámina según una de las reivindicaciones 21 a 24, caracterizada porque el dibujo de adhesión está impreso en una de las capas (20, 21).
26. Lámina según una de las reivindicaciones 20 a 25, caracterizada porque la capa pasiva (21) está formada por elementos de superficie pasivos que están provistos en toda la superficie de adhesivo, que para formar zonas sin adhesión del dibujo de adhesión están adheridos uno a distancia del otro en la capa termoencogible (20).
27. Lámina según una de las reivindicaciones 14 a 26, caracterizada por dos capas termoencogibles de distintas direcciones de encogimiento.
28. Lámina según una de las reivindicaciones 14 a 27, caracterizada por dos capas encogibles con una dirección de encogimiento fundamentalmente igual.
29. Lámina según una de las reivindicaciones 14 a 28, caracterizada por dos capas pasivas que forman respectivamente el lado exterior de las láminas.
30. Bolsa tubular con cordones de soldadura transversales (2, 3) previstos en extremos opuestos de la bolsa tubular (1) y un cordón de soldadura longitudinal (4) que se extiende en la dirección transversal respecto a dichos cordones de soldadura, comprendiendo la lámina (19) que forma la bolsa tubular (1) una capa termoencogible (20), caracterizada porque
la lámina comprende adicionalmente una capa pasiva (21) que está unida a la capa termoencogible (20);
porque la capa termoencogible (20) tiene asignado un material sensible a las microondas (22) que cede calor cuando se produce una exposición a microondas y porque la capa termoencogible (20), el material sensible a las microondas (22) y la capa pasiva (21) están unidos de tal modo entre sí que la lámina (19) se conforma de un modo predeterminado cuando se produce una exposición a microondas.
31. Bolsa tubular según la reivindicación 30, caracterizada por una lámina según una de las reivindicaciones 14 a 29.
Patentes similares o relacionadas:
Películas multicapa y laminados y artículos que comprenden las mismas, del 29 de Julio de 2020, de Dow Global Technologies LLC: Una película de polietileno multicapa orientada biaxialmente que comprende: la Capa A que es una capa adhesiva que tiene una superficie externa superior y una superficie externa […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Película coextruida de multicapa para controlar la migración de grasa, del 15 de Julio de 2020, de Dow Global Technologies LLC: Una película coextruida de multicapa que comprende: al menos una capa de absorción de aceite y grasa, en la que la al menos una capa de absorción de aceite y grasa comprende […]
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]