Método y montaje para la producción de un tubo compuesto homogéneo de longitud no especificada.
Un método para formar un tubo compuesto homogéneo de longitud no especificada a partir de tiras (5) dematerial termoplástico reforzado con fibra,
comprendiendo los pasos de:
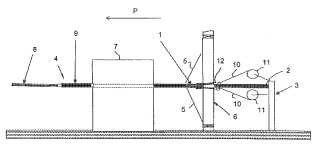
- disponer un mandril (1) estacionario en un sentido del proceso (P), que se extiende libremente desde unprimer extremo soportado (2) hasta un segundo extremo (4);
- aplicar un revestimiento deslizante (10) alrededor del mandril;
- arrollar las tiras de material termoplástico (5) alrededor del revestimiento deslizante (10);
- consolidación de una sección del arrollamiento de tiras de material termoplástico,
que se caracteriza por los pasos de:
- formar el revestimiento deslizante (10) a partir de material de cinta que es aplicado longitudinalmente sobrela superficie del mandril;
- conectar el revestimiento deslizante (10) a unos medios de tracción dispuestos aguas abajo del mandril enel sentido del proceso (P), e
- impulsar por tracción secciones de tubo consolidadas (9) fuera del segundo extremo (4) del mandril (1) ensincronización con los pasos de arrollamiento y de consolidación.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2007/002550.
Solicitante: WELLSTREAM INTERNATIONAL LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: WELLSTREAM HOUSE, WINCOMBLEE ROAD, WALKER RIVERSIDE NEWCASTLE-UPON-TYNE NE6 3PF REINO UNIDO.
Inventor/es: GRYTÅ,OLE A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C53/60 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › utilizando superficies de formación interna, p. ej. mandriles.
- B29C53/62 B29C 53/00 […] › que giran alrededor del eje de enrollamiento.
- B29C53/68 B29C 53/00 […] › con un elemento de alimentación de enrollamiento rotativo.
- B29D23/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
PDF original: ES-2391661_T3.pdf
Fragmento de la descripción:
Método y montaje para la producción de un tubo compuesto homogéneo de longitud no especificada.
Campo del invento y técnica anterior
El invento presente se refiere a un método para producir un tubo compuesto de tiras de material termoplástico reforzado con fibra que son arrolladas alrededor de un mandril, al que se suministra calor para consolidar el material termoplástico reforzado con fibra para producir un tubo compuesto de longitud no especificada. El invento presente se refiere también a un montaje para producir dicho tubo compuesto de longitud no especificada.
El tubo compuesto en cuestión encuentra uso dentro de campos de la industria diferentes en los que se necesita transportar fluidos, y está caracterizado por el bajo peso, alta resistencia y alta resistencia química. Ventajosa, aunque no exclusivamente, los tubos compuestos pueden ser empleados como conductos elevadores flexibles, líneas de flujo, conducciones, tubos umbilicales, envueltas de presión para equipos de proceso, recipientes y miembros estructurales dentro de la industria del petróleo y del gas.
Se conoce que tubos compuestos del tipo al que se hace referencia son producidos arrollando y consolidando un material termoplástico reforzado con fibra en forma de tira o de banda, conocido como prepeg, alrededor de una base tubular que convencionalmente permanece dentro del termoplástico consolidado, formando de esta manera un revestimiento interno que está pegado a la pared exterior del tubo hecha de material termoplástico curado. La expresión “prepeg” se refiere a una alfombrilla, tejido, material no tejido o tejido preimpegnado con resina. El termoplástico reforzado con fibra al que se ha hecho mención anteriormente es un compuesto de polímero que está parcialmente curado y listo para el moldeo, comprende fibras embebidas en una matriz de material de polímero termoplástico que solidifica en la forma aplicada cuando se enfría desde una temperatura efectiva para la fusión de la matriz. El proceso de solidificación se llama consolidación. Las fibras pueden extenderse esencialmente en un sentido único de una manera unidireccional.
Entre las técnicas anteriores disponibles, se puede hacer referencia al documento WO 05/108046 A1, así como al documento WO 03/037770, cada uno de ellos representa la técnica anterior que incluye los tubos compuestos que tienen revestimientos internos.
De manera similar, el documento JP-1198343 describe un método mediante el cual una capa de material de prepeg es arrollada sobre una capa de base que comprende un papel carbón que ha sido arrollado previamente alrededor de un mandril. La base de papel y las capas de prepeg son horneadas juntas, a continuación el mandril es retirado del cuerpo horneado resultante. Se producen de esta manera tubos de longitud especificada adaptados a la longitud del mandril, y se retiran impulsando el mandril por tracción fuera del tubo resultante.
Las técnicas para la fabricación continua de los tubos de material plástico reforzado con fibra están descritas en los documentos EP 0374583 y EP 0233439. En el documento DE 19702460 se describe una técnica para producir una manguera para ser usada en la reparación de tuberías de alcantarillado.
Los tubos compuestos que tienen un revestimiento interno pegado a las capas de la estructura externa hechas de materiales termoplásticos pueden sufrir la ocurrencia de rajas y la separación entre el revestimiento interno y la capa de material termoplástico exterior. Una causa posible de dicha separación y formación de rajas es el uso de materiales diferentes que tienen propiedades materiales diferentes para estructurar el revestimiento y la capa externa de material termoplástico, respectivamente. Las condiciones según las que el tubo compuesto opera pueden contener diferenciales de temperatura sobre la pared del tubo del orden de varios cientos de grados C, tubos combinados en longitudes que cubren distancias kilométricas, movimientos y flexiones transversales que causan cargas axiales contradireccionales en las capas del tubo, altas presiones que prevalecen en profundidades marinas sustanciales, etc.
Un objetivo del invento presente es por tanto reducir o eliminar esencialmente los inconvenientes referentes a los tubos estructurados por medio de la combinación de un revestimiento interno que está pegado a una pared de tubo externa.
Otro objetivo es proporcionar un método y un montaje con los que se pueden producir tubos compuestos homogéneos de longitudes no especificadas, o sin fin.
Estos objetivos se consiguen con un tubo compuesto producido según el método de las reivindicaciones que se adjuntan.
Los objetivos se consiguen de manera similar mediante un tubo compuesto como el producido según el montaje que se reivindica para realizar el método.
Sumario del invento
Brevemente, en el invento presente se proporciona un método de producción y un montaje en los que se aplican tiras de material termoplástico reforzado con fibra de capas múltiples sobre un mandril para fabricar un tubo compuesto homogéneo de longitud no especificada.
El método del invento presente comprende los pasos de: disponer un mandril estacionario en un sentido del proceso que se extiende libremente desde un primer extremo soportado hasta un segundo extremo; aplicar un revestimiento deslizante alrededor del mandril; arrollar las tiras de material termoplástico alrededor del revestimiento deslizante; y la consolidación de una sección del arrollado de la tira de material termoplástico. El método se caracteriza además por los pasos de:
- formar el revestimiento deslizante a partir del material de cinta que es aplicado longitudinalmente sobre la superficie del mandril;
- conectar el revestimiento deslizante a unos medios de tracción dispuestos aguas abajo del mandril en el sentido del proceso, e
- impulsar por tracción las secciones de tubo consolidadas fuera del segundo extremo del mandril en sincronización con los pasos de arrollamiento y de consolidación.
Los pasos de arrollamiento y de consolidación pueden estar sincronizados con un impulso de tracción a incrementos de secciones consolidadas de compuesto hacia fuera del mandril, o pueden alternativamente estar sincronizados con un impulso de tracción continuo de secciones consolidadas de compuesto hacia fuera del mandril.
De preferencia, el material de revestimiento deslizante es una cinta de material soluble líquido, y más preferentemente una fibra de celulosa en una matriz de resina basada en el agua formada en cinta, que es aplicada previamente alrededor del mandril antes del arrollamiento de tiras de material termoplástico reforzado con fibra, visto en el sentido del proceso.
Ventajosamente, se hace el arrollamiento desde uno o múltiples suministros de material termoplástico reforzado con fibra conducidos a través de un camino que gira alrededor del mandril.
Los suministros giratorios del material termoplástico reforzado con fibra pueden estar dispuestos para realizar un movimiento alternativo en el sentido del proceso, o pueden alternativa y preferentemente estar dispuestos de manera estacionaria, con respecto al sentido del proceso.
La consolidación del material termoplástico reforzado con fibra es realizada por medio de un suministro de calor a las tiras arrolladas de material termoplástico reforzado con fibra en un lugar aguas arriba del segundo extremo del mandril. Un dispositivo de calentamiento con una capacidad para aplicar, circunferencialmente, una temperatura necesaria para fundir la matriz de polímero del material termoplástico reforzado con fibra, puede estar dispuesto para realizar un movimiento alternativo en el sentido del proceso, aunque alternativa y preferentemente el dispositivo calentador es estacionario con respecto al sentido del proceso.
Impulsar por tracción el tubo compuesto homogéneo fuera del segundo extremo del mandril comprende un enrollamiento adicional de secciones de tubo consolidadas sobre una bobina de gran diámetro.
En el método, un paso de acabado comprende limpiar el interior del tubo de residuos del material del revestimiento deslizante. El paso de limpieza puede incluir llenar el interior del tubo con agua, y/o retirar mecánicamente residuos de material del revestimiento deslizante del interior del tubo.
El montaje... [Seguir leyendo]
Reivindicaciones:
1. Un método para formar un tubo compuesto homogéneo de longitud no especificada a partir de tiras (5) de material termoplástico reforzado con fibra, comprendiendo los pasos de:
- disponer un mandril (1) estacionario en un sentido del proceso (P) , que se extiende libremente desde un primer extremo soportado (2) hasta un segundo extremo (4) ;
- aplicar un revestimiento deslizante (10) alrededor del mandril;
- arrollar las tiras de material termoplástico (5) alrededor del revestimiento deslizante (10) ;
- consolidación de una sección del arrollamiento de tiras de material termoplástico,
que se caracteriza por los pasos de:
- formar el revestimiento deslizante (10) a partir de material de cinta que es aplicado longitudinalmente sobre la superficie del mandril;
- conectar el revestimiento deslizante (10) a unos medios de tracción dispuestos aguas abajo del mandril en el sentido del proceso (P) , e
- impulsar por tracción secciones de tubo consolidadas (9) fuera del segundo extremo (4) del mandril (1) en sincronización con los pasos de arrollamiento y de consolidación.
2. El método de la reivindicación 1, que se caracteriza porque los pasos de arrollamiento y de consolidación están sincronizados con un impulso de tracción a incrementos de secciones consolidadas (9) de material termoplástico reforzado de fibra para extraerlo del mandril (1) .
3. El método de la reivindicación 1, que se caracteriza porque los pasos de arrollamiento y de consolidación están sincronizados con un impulso de tracción continuo de secciones consolidadas (9) de material termoplástico reforzado de fibra para extraerlo del mandril (1) .
4. El método de la reivindicación 1, que se caracteriza porque la cinta que forma el revestimiento deslizante
(10) es una fibra de celulosa en una matriz de resina basada en el agua.
5. El método de la reivindicación 1, que se caracteriza porque el arrollamiento es realizado a partir de uno o de múltiples suministros de tiras (5) de material termoplástico reforzado con fibra, conducidas a través de un camino que gira alrededor del mandril (1) .
6. El método de la reivindicación 5, que se caracteriza porque los suministros giratorios de las tiras de material termoplástico reforzado con fibra realizan un movimiento alternativo en el sentido del proceso (P) .
7. El método de la reivindicación 5, que se caracteriza porque los suministros giratorios de las tiras de material termoplástico reforzado con fibra son estacionarios en el sentido del proceso (P) .
8. El método de cualquier reivindicación precedente, que comprende además el paso de proporcionar una temperatura de solidificación a las tiras arrolladas de material termoplástico reforzado con fibra en un lugar aguas arriba del segundo extremo (4) del mandril (1) .
9. El método de la reivindicación 8, que se caracteriza porque un dispositivo de calentamiento (7) para consolidar el material termoplástico reforzado con fibra realiza un movimiento alternativo en el sentido del proceso (P) .
10. El método de la reivindicación 8, que se caracteriza porque un dispositivo de calentamiento (7) para consolidar el material termoplástico reforzado con fibra es estacionario en el sentido del proceso (P) .
11. El método de cualquier reivindicación precedente, que se caracteriza porque el tubo compuesto homogéneo de longitud no especificada es impulsado por tracción fuera del extremo libre (4) del mandril (1) para ser enrollado sobre una bobina de gran diámetro.
12. El método de cualquier reivindicación precedente, que comprende además el paso de limpiar el interior del tubo compuesto de residuos del material del revestimiento deslizante.
13. El método de la reivindicación 12, que se caracteriza porque la limpieza incluye llenar el interior del tubo compuesto homogéneo con agua, y/o retirar mecánicamente residuos del material del revestimiento deslizante del interior del tubo compuesto.
14. El método de cualquier reivindicación precedente, que se caracteriza porque el tubo compuesto homogéneo así producido es una línea de flujo para el transporte de fluidos, tales como petróleo y/o gas.
15. El método de cualquier reivindicación precedente, que se caracteriza porque el tubo compuesto homogéneo así producido es una estructura submarina para la industria en el mar.
16. El método de cualquier reivindicación precedente, que se caracteriza porque el tubo compuesto homogéneo así producido es un conducto de elevación de producción o de inyección para petróleo y/o gas y/o agua.
17. El método de cualquier reivindicación precedente, que se caracteriza porque el tubo compuesto homogéneo así producido es un tubo umbilical.
18. Un montaje para producir un tubo compuesto homogéneo de longitud no especificada, comprendiendo:
- un mandril (1) estacionario soportado en un primer extremo (2) que se extiende libremente en un sentido del proceso (P) desde dicho primer extremo hasta un segundo extremo (4) ;
- medios (11, 12) para formar un revestimiento deslizante (10) alrededor del mandril;
- un mecanismo de arrollamiento que gira alrededor del mandril aguas abajo de dicho primer extremo (2) , llevando al menos un suministro de tiras de material termoplástico (5) ;
- un dispositivo de calentamiento (7) rodeando el mandril aguas arriba de dicho segundo extremo (4) ,
que se caracteriza porque dichos medios para formar el revestimiento deslizante (10) alrededor del mandril (1) comprenden medios para aplicar longitudinalmente un material de cinta sobre la superficie del mandril, y porque el montaje comprende además medios de tracción (8) , dispuestos aguas abajo del mandril, para ser conectados al revestimiento deslizante (10) y para impulsar por tracción fuera del mandril el revestimiento deslizante formado.
19. El montaje de la reivindicación 18, que se caracteriza porque las operaciones del mecanismo de arrollamiento y del dispositivo calentador están sincronizadas con una operación a incrementos de los medios de tracción (8) .
20. El montaje de la reivindicación 18, que se caracteriza porque las operaciones del mecanismo de arrollamiento y del dispositivo calentador están sincronizadas con una operación continua de los medios de tracción (8) .
21. El montaje de cualquiera de las reivindicaciones 18-20, que se caracteriza porque los medios de aplicación del revestimiento deslizante comprenden al menos un suministro giratorio (11) de material de revestimiento deslizante en forma de cinta (10) dispuesto aguas arriba del mecanismo de arrollamiento para alimentar longitudinalmente la cinta a lo largo del mandril (1) .
22. El montaje de la reivindicación 21, que se caracteriza porque dichos medios para formar el revestimiento deslizante (10) comprenden un cono de guía de cinta (12) que controla la cinta para adaptarla a la forma del mandril.
23. El montaje de cualquiera de las reivindicaciones 18-22, que se caracteriza porque los medios de tracción (8) comprenden una bobina de gran diámetro conducida para girar, sobre la que se enrolla el tubo compuesto cuando abandona el mandril (1) .
24. El montaje de cualquiera de las reivindicaciones 18-23, que se caracteriza porque el segundo extremo (4) del mandril (1) no está soportado.
Patentes similares o relacionadas:
 Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Válvula transcatéter de eversión, del 29 de Julio de 2020, de W.L. GORE & ASSOCIATES, INC.: Una válvula transcatéter que comprende:
un marco de varias partes que comprende un marco de valva y un marco de cuerpo, en el que el marco de cuerpo […]
Revestimiento reforzado con fibras no tejidas para tuberías de PRFV resistentes a impacto, del 15 de Julio de 2020, de Amiblu Technology AS: Un revestimiento de tuberia de plastico reforzado con vidrio que comprende una capa B) que consiste en una capa de cobertura reforzada con fibras no tejidas, estando formada la […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Método para la laminación de una película tubular, del 4 de Marzo de 2020, de Buergofol GmbH: Método para la laminación de una película tubular con un material absorbente de resinas o líquidos para su uso en un revestimiento tubular para el saneamiento […]
Método de acondicionamiento de un tubo de respiración, del 26 de Febrero de 2020, de NDD MEDIZINTECHNIK AG: Método de acondicionamiento de un tubo de respiración para su uso en el diagnóstico de la función pulmonar, en el que al menos una sección de un tubo […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Perfilado de tubos, del 23 de Octubre de 2019, de Crawley, Alan Mark: Un producto perfilado tubular termoformado que comprende: - una primera sección (147a) de producto tubular; - una segunda sección […]
Sistema y método de fabricación de artículos de espuma cilíndricos, del 16 de Octubre de 2019, de Floracraft Corp: Un aparato adecuado para producir un artículo de espuma cilíndrico, comprendiendo el aparato: un troquel que tiene un canal […]