METODO PARA GRABADO DE TABLEROS Y TABLERO OBTENIDO POR DICHO METODO.
Método para grabado de tableros y tablero obtenido por dicho método,
cuya fabricación se realiza en una línea productiva de prensado, en la que el plato de la presa presenta un grabado en negativo del motivo o la textura que se desea obtener en el tablero, al cual se le aplica una combinación de presión, temperatura y tiempo que depende del material y tipo de tablero a grabar, para obtener un tablero que presenta al menos en una zona de la superficie de una de sus caras un grabado consistente en un relieve con un motivo ornamental, o con una textura rugosa oque imita a la madera natural, con distintas profundidades
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200703053.
Solicitante: INDUSTRIAS LOSAN, S.A.
Nacionalidad solicitante: España.
Provincia: A CORUÑA.
Inventor/es: LOPEZ CALVIO,MANUEL.
Fecha de Solicitud: 20 de Noviembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 10 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B44C1/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Prensado o estampado de dibujos ornamentales sobre superficies.
- B44C5/04R
- B44F9/02 B44 […] › B44F DIBUJOS PARTICULARES. › B44F 9/00 Dibujos que imitan modelos naturales. › las vetas de la madera.
Clasificación PCT:
- B44C1/24 B44C 1/00 […] › Prensado o estampado de dibujos ornamentales sobre superficies.
- B44C5/04 B44C […] › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- B44F9/02 B44F 9/00 […] › las vetas de la madera.
Fragmento de la descripción:
Método para grabado de tableros y tablero obtenido por dicho método.
Objeto de la invención
La presente invención se refiere a un método de fabricación de tableros grabados, cuya superficie presenta una textura especial, rugosa, o que imita a la madera natural. Si bien esta textura singular puede presentar distintas formas y profundidades, en todo caso le confiere a la superficie del tablero una mayor naturalidad y una estética novedosa no existente en la actualidad en el mercado del mueble.
Antecedentes de la invención
Actualmente en la industria del mueble se emplean múltiples tipos de tableros:
La fabricación de tableros rechapados se efectúa en una línea de prensado sometiendo el núcleo central y las chapas exteriores a una presión y temperatura determinadas, previa impregnación de la superficie de, al menos, uno de los elementos en contacto, con colas de urea o productos similares. Por su parte, el proceso de fabricación de un tablero recubierto de melamina requiere la aplicación de un papel impregnado de este producto, con una presión sensiblemente mayor y a mayor temperatura, pero durante un tiempo menor, motivo por el cual el proceso productivo es más acelerado cuando se fabrican tableros melamínicos, que rechapados.
Los únicos procesos de fabricación de paneles con un grabado exterior que se conocen son de índole manual, a base de cepillar o practicar un rallado, mediante un cepillo o un chorro de arena, antes de terminar el tablero, con aplicación de una capa de melamina o por cualquier otro proceso convencional.
Descripción de la invención
Se trata, con el método de la presente invención, de fabricar paneles grabados, rechapados o no, mediante una línea de producción típica de tableros melamínicos.
Cuando se trata de tableros rechapados, con una chapa de madera, laminas de PVC, ABS, vinilos plásticos, o láminas de laminados de alta o media presión, la unión de la chapa/lámina al soporte se efectúa por medio de una lámina de papel impregnada de colas de urea o melamínicas, interpuesta entre ambos elementos, antes de someterlos al proceso de prensado. En este caso, el papel y la distribución uniforme del adhesivo intermedio facilita la activación del reactivo implícito en el mismo e impide que la chapa externa se resquebraje o deteriore por efecto de la presión o temperatura aplicadas, adoptando la rugosidad o el grabado propio del plato de la prensa.
Sin embargo, cuando se trata de la fabricación de tableros alistonados o de materiales sin una chapa externa adherida al núcleo central de aglomerado o de un material equivalente, es necesario controlar de forma precisa la combinación de presión, temperatura y tiempo a aplicar, que lógicamente dependerá del. material y tipo de tablero a grabar.
En cualquiera de los casos, la combinación de presión, temperatura y tiempo es un factor determinante ya que se trata de fabricar tableros, grabados, rechapados o no, con una línea de producción de tableros melamínicos. Para ello, la presión aplicada está comprendida entre 2 y 300 Kg./cm2, la temperatura que se administra a las superficies del tablero está comprendida entre 10 y 400ºC. y el tiempo de prensado entre 10 y 120 seg.
El método de la presente invención se aplica a tableros de cualquiera de los tipos mencionados anteriormente. Con este método se obtienen tableros que, en al menos una de sus caras, presentan una textura que puede ser parcial, limitada a una zona del tablero, o total a toda su superficie. Esta textura consiste en un determinado relieve con distintas figuras y profundidades, dependiendo del tipo de tablero. Las figuras realizadas en la superficie pueden constituir una multitud de líneas irregulares (de distintos anchos y trazados), tratarse de líneas con las formas de la veta de la madera, y/o líneas que conformen distintas figuras, letras o dibujos. El grabado se puede aplicar de forma longitudinal y/o transversal, con profundidades homogéneas y/o irregulares.
Este método permite conseguir un panel rechapado, que además de fabricarse más rápidamente, por el proceso de pegado y por tanto de fabricación del producto, al conseguir una mejor distribución e impregnación de la melamina en el núcleo interior, permite lograr un tablero con unas condiciones hidrófugas mejoradas. Cuando se fabrican tableros alistonados sin rechapar empleando este método, a diferencia de otros procesos manuales, por cepillado o mediante abrasión con arena, se consigue un mayor rendimiento ya que la línea de prensado empleada es muchísimo más rápida que cualquier proceso manual.
Descripción de las figuras
Para complementar la descripción que se está realizando y con objeto de facilitar la comprensión de las características de la invención, se acompaña a la presente memoria descriptiva un juego de dibujos en los que, con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
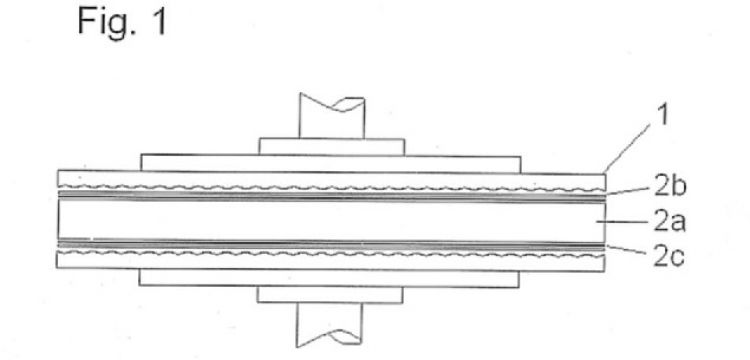
La figura 1 muestra de forma esquemática un tablero rechapado antes de ser sometido al proceso de unión de sus elementos en la prensa habilitada al efecto.
La figura 2 muestra un tablero alistonado o de cualquier otro tipo sin rechapar al ser sometido al proceso de grabado en la misma prensa.
La figura 3 representa sendas vistas en planta y sección de un panel fabricado con este método.
Realización preferente de la invención
Las figuras 1 y 2 muestran una prensa (1), que está provista en la cara activa de al menos uno de sus platos, o en ambos, dependiendo de si desea fabricar un tablero grabado por ambas caras o por una sola, de un grabado en negativo del motivo o la textura que se desea obtener en el tablero (2-3) a fabricar. Esta prensa, que es la misma que se emplea en la fabricación de un tablero melamínico, permite aplicar presión entre 2 y 300 Kg./cm2 sobre la superficie del tablero, que es el rango de fabricación que este método requiere. Los platos de este tipo de prensas son susceptibles de ser calentados en el rango de temperaturas exigible para el desarrollo de este método, que es de 10º a 400ºC. El tiempo de prensado se controla automáticamente, ya que este método requiere únicamente entre 10 y 120 seg. de prensado de un panel para conseguir el grabado deseado.
En la figura 1 se muestra un tablero (2) que puede ser: un tablero rechapado con sendas láminas (2b) de madera, un tablero recubierto de PVC, ABS o vinilos plásticos, o un tablero recubierto con laminas de HPL (Laminados de Alta Presión) o CPL (Laminados de Media Presión), todas ellas de de diferentes colores, maderas y materiales superficiales. Según el método que se describe, es necesaria la colocación de una lámina de papel impregnada de colas de urea o melamínicas (2c) que se sitúa entre cada chapa (2b) y el aglomerado del núcleo (2a); esta lámina al aplicarle presión y calor reactiva sus colas y adhiere la chapa exterior (2b), al tiempo que se graba, adquiriendo exteriormente la forma que tiene el plato de la prensa en negativo (ver figura 3).
En la figura 2 se muestra un tablero...
Reivindicaciones:
1. Método para grabado de tableros, con cualquier motivo ornamental o textura, cuya fabricación se realiza en una línea productiva de prensado, empleándose un plato de prensado con un grabado en negativo del motivo o la textura que se desea obtener en el tablero, que se aplica sobre éste con una combinación de presión, temperatura y tiempo que depende del material y tipo de el tablero a grabar, caracterizado porque la presión aplicada está comprendida entre 2 y 300 Kg./cm2, la temperatura que se administra a las superficies del tablero está comprendida entre 10 y 400ºC. y el tiempo prensado entre 10 y 120 seg.
2. Método para grabado de tableros, según la reivindicación anterior, caracterizado porque, cuando se trata de tableros rechapados con una chapa de madera, laminas de PVC, ABS, vinilos plásticos, o láminas de laminados de alta o media presión, la unión de la chapa/lámina al soporte se efectúa por medio de una lámina de papel impregnada de colas de urea o melamínicas, interpuesta entre ambos elementos antes del proceso de prensado.
3. Tablero grabado, obtenido por el método de las reivindicaciones anteriores, ya se trate de un tablero aglomerado, de partículas, fibras o chapas de madera sin recubrir, por listones o tablas de madera unidas mediante colas, o de un tablero rechapado con una chapa de madera, laminas de PVC, ABS, vinilos plásticos, o láminas de laminados de alta o media presión, que se caracteriza porque en al menos una zona de la superficie de una las caras del panel, o en su totalidad, presenta un grabado consistente en un relieve con un motivo ornamental, o con una textura rugosa o que imita a la madera natural, con distintas profundidades, determinada por el negativo del plato de la prensa con la que se fabrica.
Patentes similares o relacionadas:
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Procedimiento y dispositivo de producción de una superficie estructurada, del 8 de Abril de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento de producción de una superficie decorativa en una pieza de trabajo con las siguientes etapas: - suministrar (S10) la pieza de trabajo , que […]
Procedimiento y dispositivo para producir una superficie decorativa, del 1 de Enero de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento para producir una superficie decorativa y estructurada con diferentes grados de brillo, que presenta los pasos siguientes: - alimentación de una pieza […]
 Revestimiento de suelos, paneles de suelo, método para su fabricación, del 28 de Agosto de 2019, de FLOORING INDUSTRIES LTD.: Procedimiento para la realización de paneles de suelo duro, en el que dichos paneles de suelo tienen una estructura laminada, en el que al menos en la superficie superior hay […]
Revestimiento de suelos, paneles de suelo, método para su fabricación, del 28 de Agosto de 2019, de FLOORING INDUSTRIES LTD.: Procedimiento para la realización de paneles de suelo duro, en el que dichos paneles de suelo tienen una estructura laminada, en el que al menos en la superficie superior hay […]
Conjunto de paneles, así como elemento de estampación y hoja de papel decorativo para la producción de un conjunto de paneles de este tipo, del 10 de Julio de 2019, de KAINDL FLOORING GMBH: Elemento de estampación para prever una estructura superficial en una placa dotada de una decoración , presentando el elemento […]
Procedimiento para la impresión de placas, del 8 de Febrero de 2019, de Xylo Technologies AG: Procedimiento para la impresión de placas, de forma particular paneles de pared, cubierta o suelos, que comprende las siguientes etapas en la secuencia indicada: (i) preparación […]
Panel laminado y método para fabricar un panel laminado, del 15 de Octubre de 2018, de Flooring Industries Limited, SARL: Panel laminado, en donde este panel consiste al menos en un sustrato y una decoración dispuesta sobre el mismo, protegida mediante […]
Procedimiento para la fabricación de un componente con una superficie de madera real impresa así como componente fabricado de acuerdo con el procedimiento, del 8 de Noviembre de 2017, de Kaindl Invest GmbH: Procedimiento para la fabricación de un componente con una superficie de madera real, que está impresa por medio de un procedimiento de impresión […]