Método para fabricar una estructura de refuerzo de tipo lámina, deformable en tres dimensiones.
Método para fabricar una estructura de refuerzo de tipo lámina,
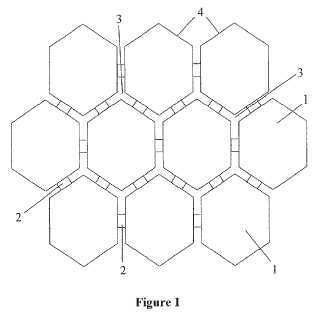
deformable en tres dimensiones, en el quese incorporan debilitamientos (3) de material en un material de base celular, de tipo lámina, distribuidos a lolargo de un área del material de base, por medio de corte o serrado, subdividiendo dichos debilitamientos(3) de material al material de base en una pluralidad de células (1) de material que están delimitadas entresí mediante los debilitamientos (3) de material pero todavía están conectadas entre sí, en el que losdebilitamientos (3) de material se incorporan de tal manera que permanecen puentes (2) entredebilitamientos (3) de material adyacentes y conectan células (1) de material adyacentes entre sí,caracterizado porque un área en sección transversal de los puentes (2) se reduce por medio decompresión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/062099.
Solicitante: ESC EXTENDED STRUCTURED COMPOSITES GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: OSTSTRASSE 70 32051 HERFORD ALEMANIA.
Inventor/es: STREUBER,Fritz M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B3/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa de alveolos dispuestos regularmente, bien formando un cuerpo único en un todo, bien estructurados individualmente o por ensamblado de bandas independientes, p. ej. estructuras en nidos de abejas.
PDF original: ES-2386302_T3.pdf
Fragmento de la descripción:
Método para fabricar una estructura de refuerzo de tipo lámina, deformable en tres dimensiones
La invención se refiere a un método con las características del preámbulo de la reivindicación 1 para fabricar una estructura de refuerzo de tipo lámina, deformable en tres dimensiones, a partir de un material de base celular, también de tipo lámina. El material de base puede ser en particular un plástico espumado que se refuerza con estructuras de refuerzo o también un plástico espumado no reforzado. La invención también se refiere a una estructura de refuerzo fabricada según el método, y a su uso para la fabricación de un material compuesto, un “material compuesto”, para el que la estructura de refuerzo sirve como material de núcleo. Un procedimiento de este tipo y los productos resultantes se dan a conocer en el documento EP 1 398 143.
Se conocen estructuras de refuerzo celulares y su uso como materiales de núcleo de materiales compuestos a partir del documento WO 98/10919 A2. Las estructuras de refuerzo se disponen entre capas de recubrimiento del material compuesto respectivo en una construcción intercalada, para fabricar materiales compuestos ligeros pero no obstante rígidos. Las estructuras de refuerzo sirven como separadores para las capas de recubrimiento y aumentan la resistencia al pliegue y a la deformación de los materiales compuestos. Para poder conectar de manera fija las capas de recubrimiento de un material compuesto, entre las cuales se inserta una estructura de refuerzo, entre sí por medio de un elemento de unión, por ejemplo por medio de un adhesivo o resina sintética, se usa una estructura de refuerzo de panal de abejas que comprende células de material hexagonal y puentes delgados que las conectan entre sí. El elemento de unión penetra en las cavidades de la estructura de refuerzo entre las células de material en la región de los puentes, de tal manera que al menos en la región de las cavidades, se garantiza una conexión de material a las capas de recubrimiento. La estructuración en células de material y puentes de conexión proporciona a la estructura de refuerzo flexibilidad tal como se necesita para fabricar materiales compuestos deformados en tres dimensiones.
Sin embargo, producir las cavidades u otros tipos de debilitamientos de material con la precisión requerida y una eficacia deseable resulta problemático. Incorporar con precisión los debilitamientos de material, por ejemplo por medio de molienda, tratamiento con láser o tratamiento con chorro de agua, requiere mucho tiempo y por tanto tiene un coste muy elevado.
Un objeto de la invención es fabricar con precisión y eficacia estructuras de refuerzo del tipo mencionado.
El objeto de la invención es un método que comprende las características de la reivindicación 1.
Las células de material están formadas por el material de base celular. Los debilitamientos de material se incorporan preferiblemente en una distribución regular, de tal manera que se obtiene una distribución correspondientemente regular de las células de material y por tanto estructuración de las estructuras de refuerzo. Las células de material muestran preferiblemente cada una la misma forma y tamaño. Lo mismo se aplica preferiblemente a los debilitamientos de material. Las células de material pueden ser en particular polígonos, preferiblemente polígonos equiláteros. Preferiblemente son hexagonales en una vista desde arriba en la estructura de refuerzo.
Cuando se incorporan los debilitamientos de material en una operación discontinua, el material de base puede proporcionarse en forma de un material de plancha que puede ser en particular de tipo placa o, en planchas más flexibles, también de tipo esterilla. También puede dotarse al material de base flexible de los debilitamientos de material como un producto de banda en un método continuo. El material de base puede mostrar un grosor de unos pocos milímetros, por ejemplo al menos 5 mm, y un grosor de hasta algunos centímetros, preferiblemente como máximo 20 mm. El material celular puede tener una porosidad predominantemente abierta, o más preferiblemente una porosidad cerrada, para prevenir que entre agua o incluso humedad.
Materiales de plástico espumado son materiales de base preferidos, en los que pueden usarse en particular termoplásticos espumados y también materiales termoestables espumados. Por tanto, materiales de espuma de plástico ventajosos son por ejemplo espumas de poli (tereftalato de etileno) (PET) o espumas de poliestireno (PS) , así como espumas de polietileno (PE) más flexibles o espumas de polipropileno (PP) o también, como ejemplo de un material termoendurecible, espumas de poliuretano (PUR) . El material de espuma de plástico puede estar reforzado, es decir puede comprender estructuras de refuerzo incrustadas en el material de espuma, o pueden usarse sin refuerzo. Preferiblemente el material de base se extruye y simultáneamente se espuma.
Según la invención, los debilitamientos de material se incorporan en el material de base por medio de corte o serrado. La palabra “o” se usa en este caso, como en otras partes de la invención, siempre en su sentido lógico habitual, es decir incluye el significado de “o bien... o bien” y también el significado de “y”, siempre que el contexto respectivo no descarte cualquiera de esos significados. Por consiguiente, los debilitamientos de material pueden incorporarse únicamente mediante corte o únicamente mediante serrado o (tal como corresponde a realizaciones de método preferidas) mediante un procedimiento en múltiples fases que incluye corte y serrado y preferiblemente consiste en corte y serrado.
En un procedimiento de incorporación de múltiples fases preferido, la primera fase implica corte según la forma de los debilitamientos de material, y tras el procedimiento de corte, que en sí mismo puede comprender una o más fases, el serrado según la forma de los debilitamientos de material. Los debilitamientos de material se eliminan mediante serrado.
Aunque los debilitamientos de material pueden incorporarse en forma de rebajes, se prefieren debilitamientos de material que se conforman como pasos, es decir cavidades que se extienden desde el lado superior hasta el inferior de la estructura de refuerzo, ya que los debilitamientos de material que se extienden a través de la estructura son ventajosos con respecto a la deformabilidad tridimensional. Cuando se fabrica un material compuesto, la estructura de refuerzo puede penetrarse en la región de los pasos mediante un elemento de unión que fluye fácilmente, para conectar las capas de recubrimiento del material compuesto entre sí a través de la estructura de refuerzo en una conexión de material.
Tras haberse incorporado los debilitamientos de material, permanecen puentes o bandas de material que conectan las células de material entre sí. Tras cortar o serrar (preferiblemente, tras la etapa de corte o serrado final) se comprimen estos puentes de conexión, reduciendo así permanentemente su sección transversal. El material de base celular se compacta en la región de los puentes. Ventajosamente, los puentes no alcanzan un lado superior y lado inferior de la estructura de refuerzo, de tal manera que cuando la estructura de refuerzo se incrusta entre dos capas de recubrimiento, por ejemplo dos capas de recubrimiento metálicas o de plástico, los puentes no tocan dichas capas de recubrimiento. Compactar los puentes mediante compresión es una manera económica de hacer que los puentes no alcancen el lado superior e inferior de la estructura de refuerzo. Cuando se inserta la estructura de refuerzo entre capas de recubrimiento de un material compuesto que va a fabricarse, y se conforman los debilitamientos de material (tal como se prefiere) como pasos en la estructura de refuerzo, los debilitamientos de material forman un sistema de canales entre las capas de recubrimiento que se extiende de manera continua sobre todo el área de la estructura de refuerzo y por consiguiente pueden penetrarse por el elemento de unión en paralelo a la estructura de refuerzo de tipo lámina, de tal manera que la estructura de refuerzo es en particular adecuada para llenarse con elemento de unión mediante inyección a vacío, en la que el elemento de unión puede inyectarse desde el lado. Sin embargo, por otro lado, el material compuesto también puede fabricarse colocando la estructura de refuerzo sobre una de las capas de recubrimiento, llenando los debilitamientos de material con el elemento de unión, y colocando la otra de las capas de recubrimiento... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar una estructura de refuerzo de tipo lámina, deformable en tres dimensiones, en el que se incorporan debilitamientos (3) de material en un material de base celular, de tipo lámina, distribuidos a lo largo de un área del material de base, por medio de corte o serrado, subdividiendo dichos debilitamientos
(3) de material al material de base en una pluralidad de células (1) de material que están delimitadas entre sí mediante los debilitamientos (3) de material pero todavía están conectadas entre sí, en el que los debilitamientos (3) de material se incorporan de tal manera que permanecen puentes (2) entre debilitamientos (3) de material adyacentes y conectan células (1) de material adyacentes entre sí, caracterizado porque un área en sección transversal de los puentes (2) se reduce por medio de compresión.
2. Método según la reivindicación anterior, en el que el área en sección transversal se reduce mediante calentamiento y compresión de los puentes (2) calentados.
3. Método según una cualquiera de las dos reivindicaciones anteriores, en el que los puentes (2) se compactan, de tal manera que no alcanzan un lado superior y un lado inferior de las células (1) de material adyacentes respectivamente.
4. Método según una cualquiera de las reivindicaciones anteriores, en el que las células (1) de material se compactan cerca de la superficie y por tanto se redondean en un lado superior o un lado inferior, a lo largo de al menos una parte de bordes (4) formados incorporando los debilitamientos (3) de material.
5. Método según la reivindicación anterior, en el que las células (1) de material se calientan al menos en la región de los bordes (4) a ser redondeados, y se compactan cerca de la superficie a lo largo de los bordes
(4) calentados.
6. Método según una cualquiera de las reivindicaciones anteriores, en el que el corte implica perforado que preferiblemente penetra a través del material de base.
7. Método según una cualquiera de las reivindicaciones anteriores, en el que el serrado implica serrado con sierra vertical o sierra de calar que preferiblemente penetra a través del material de base.
8. Método según una cualquiera de las reivindicaciones anteriores, en el que los debilitamientos (3) de material se incorporan mediante corte y después serrado.
9. Método según la reivindicación anterior, en el que el corte se realiza en un plano de corte, y el serrado se realiza en el mismo plano de corte.
10. Método según una cualquiera de las reivindicaciones anteriores, en el que los debilitamientos (3) de material se producen en el material de base en forma de rebajes o preferiblemente, de pasos, mediante corte o serrado.
11. Método según una cualquiera de las reivindicaciones anteriores, en el que el corte se realiza usando cuchillas (5) de corte o el serrado se realiza usando hojas (7) de serrado que sólo se mueven en un único plano de corte o serrado cuando se incorporan los debilitamientos (3) de material.
12. Método según una cualquiera de las reivindicaciones anteriores, en el que los debilitamientos (3) de material se sierran usando hojas (7) de serrado que muestran un grosor que corresponde a un ancho de los debilitamientos (3) de material.
13. Método según una cualquiera de las reivindicaciones anteriores, en el que para incorporar los debilitamientos (3) de material, cuchillas (5) de corte de una herramienta de corte u hojas (7) de serrado de una herramienta de serrado orientadas hacia un lado superior del material de base se mueven dentro o a través del material de base, hacia un lado inferior del material de base.
14. Método según la reivindicación anterior, en el que las cuchillas (5) de corte comprenden cada una un borde
(6) de corte que está inclinado con respecto a la dirección de movimiento, o las hojas (7) de serrado comprenden cada una una fila de dientes (8) de sierra que está inclinada con respecto a la dirección de movimiento.
15. Método según la reivindicación anterior, en el que las cuchillas (5) de corte o las hojas (7) de serrado comprenden una punta que sobresale en la dirección de movimiento.
16. Método según una cualquiera de las reivindicaciones anteriores, en el que se usa material de espuma de plástico como el material de base, en el que se incrustan opcionalmente estructuras de refuerzo.
17. Estructura (1, 2) de refuerzo fabricada según una cualquiera de las reivindicaciones anteriores.
18. Uso de la estructura (1, 2) de refuerzo según la reivindicación anterior como estructura de núcleo entre 5 capas de recubrimiento de un material compuesto.
19. Material compuesto, que incluye:
a) capas (15, 16) de recubrimiento;
b) una estructura (1, 2) de refuerzo según una cualquiera de las reivindicaciones anteriores, dispuesta entre las capas (15, 16) de recubrimiento;
c) y un elemento (17) de unión que conecta las capas (15, 16) de recubrimiento entre sí en una conexión de 15 material, que penetra la estructura (1, 2) de refuerzo en la región de los debilitamientos (3) de material y que encierra al menos los lados de las células (1) de material de la estructura (1, 2) de refuerzo.
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Núcleo de plegado de una sola capa, del 20 de Mayo de 2020, de Pietsch, Karsten: Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa […]
Placa alveolar de paredes múltiples que comprende partículas de vídrio, del 8 de Abril de 2020, de ADEXSI: Placa alveolar de paredes múltiples hecha de material transparente o translúcido, que incluye al menos dos paredes exteriores longitudinales substancialmente […]
Placa sándwich reforzada en la región de borde, elemento de refuerzo y procedimiento para la producción de una placa sándwich reforzada en la región de borde, del 15 de Enero de 2020, de HOMAG GmbH: Placa sándwich con al menos dos capas de revestimiento externas, al menos una cinta de recubrimiento de superficies estrechas unida a una superficie […]
Método para aplicar un elemento de banda de canto a un panel ligero, del 12 de Diciembre de 2019, de Samec S.p.A: Un método para aplicar un elemento de banda de borde (B) a una porción de borde de un panel ligero provisto de una primera capa exterior (101, […]
Composición de resina epoxídica, material preimpregnado, material compuesto reforzado con fibra de carbono y métodos de fabricación para los mismos, del 11 de Diciembre de 2019, de TOHO TENAX CO., LTD: Composición de resina epoxídica, que comprende al menos: componente [A]; de 3 a 20 partes en masa de componente [B] con respecto a 100 partes en masa del componente […]
Subestructuras eficientes, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Un componente que comprende: una parte que comprende una estructura similar a un panal , dicha parte formada de al menos un material […]
Estructura de absorción de energía para atenuar la energía transmitida por una fuente de energía, del 20 de Noviembre de 2019, de AIRBUS OPERATIONS, S.L: Estructura de absorción de energía para atenuar la energía recibida de una fuente de energía que comprende una estructura deformable formada […]