HERRAMIENTA DE MOLDEO SELLABLE.
Herramienta de molde sellable comprendiendo una primera mitad (10) de molde,
una segunda mitad (12) de molde que esta diseñada para poder ser cerrada con la primera mitad (10) de molde formando una cavidad, un dispositivo de sellado (18) activo entre la primera mitad (10) y la segunda mitad (12) de molde en estado cerrado y alojado por lo menos parcialmente en una ranura (15), en donde las mitades (10,12) de molde están construidas de tal manera que entre ellas se puede colocar una pieza inserto (14, 16), en donde integral con el dispositivo de sellado (18) esta previsto un dispositivo de vacío (22) para fijar la pieza inserto (14,16), en donde entre la ranura (15) y el dispositivo de sellado (18) se forma una rendija (22) que llega hasta la pieza inserto, en la que se puede generar un vacío que actúa sobre la pieza inserto, caracterizada porque el dispositivo de sellado (18) y/o la ranura (15) están construidas de tal manera que la rendija (22) que se extiende hasta la pieza inserto mantiene su forma de construcción también durante la generación del vacío, en donde para la formación de la rendija están previstos medios para separar el dispositivo de sellado, especialmente la manguera de sellado (18) de la pared de la ranura
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07106456.
Solicitante: KRAUSSMAFFEI TECHNOLOGIES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KRAUSS-MAFFEI-STRASSE 2 80997 MUNCHEN ALEMANIA.
Inventor/es: JANOTTA,Rainer.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Abril de 2007.
Clasificación Internacional de Patentes:
- B29C33/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › utilizando el vacío.
- B29C33/30E
- B29C44/12G
- B29C44/12J
- B29C44/14C
- B29C44/58 B29C […] › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Moldes.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358363_T3.pdf
Fragmento de la descripción:
El invento se refiere a una herramienta de molde sellable de acuerdo con el preámbulo de la reivindicación 1.
De acuerdo con un proceso de fabricación en la fabricación de productos de plástico a base de espuma, especialmente de piezas de compuestos de plástico, como los productos de plástico sándwich, por ejemplo con un núcleo de poliuretano, a menudo se introduce un forro o una pieza de inserto en una cavidad de una herramienta de molde y a continuación se rellena la cavidad introduciendo un material duroplastico, por ejemplo un material de poliuretano. Con la utilización de una pieza de inserto que forma un forro exterior así como adicionalmente un forro que por ejemplo forma la superficie interior, muy a menudo se rellena el espacio intermedio entre ambas piezas con espuma de un material de poliuretano. La pieza de inserto puede estar hecha de los más diferentes materiales, como una lamina profundamente embutida, un forro, una chapa de aluminio, etc. El material de espuma es preferentemente material poliuretano el cual endurece duroplasticamente o termoplásticamente.
Al rellenar el espacio cavidad vale asegurarse de que en las zonas de borde, entre dos partes de la herramienta molde o dos mitades de la herramienta molde, no se escape al ambiente ningún material de relleno, especialmente material de espuma. Especialmente no debería poder salir ningún material espuma entre un inserto y un forro o entre un inserto o un forro y una mitad de molde. Con este fin debería estar previsto un sellado que rodeara la cavidad que impida tal escape de material espuma.
Para ello es conocido por ejemplo el presionar como mínimo en la zona de borde de la cavidad durante el proceso de inyección el inserto y/o el forro tan fuertemente sellando una con otra o contra una pared de mitad de molde de tal manera que también al inyectar el material de relleno con una presión determinada no pueda salir ningún material de espuma.
Como dispositivos de sellado pueden entonces utilizarse mangueras de sellado inflables, que están introducidas en un vaciado (ranura) asociado a una mitad de molde por el lado de las superficies de separación, en donde por la compresión de la manguera de sellado en dirección de la mitad de molde opuesta, la cavidad quedará estancamente cerrada y se producirá también un sellado entre un forro o un inserto. Este tipo de mangueras de sellado son preferiblemente inflables, de manera que el grado de sellado puede venir determinada mediante una presión de aire aplicada.
Con la utilización de una pieza inserto o de un forro es a menudo deseable posicionar éste o éstos exactamente en la cavidad de una herramienta de molde. Para alcanzar este fin a menudo se utiliza un dispositivo de vacío el cual aprieta el forro o la pieza inserto contra una mitad del molde y así lo fija totalmente. Para limitar el vacío de acuerdo con la dimensión a menudo se utiliza una ranura de vacío la cual rodea por lo menos parcialmente a la cavidad, colocada como mínimo sobre una de las mitades del molde.
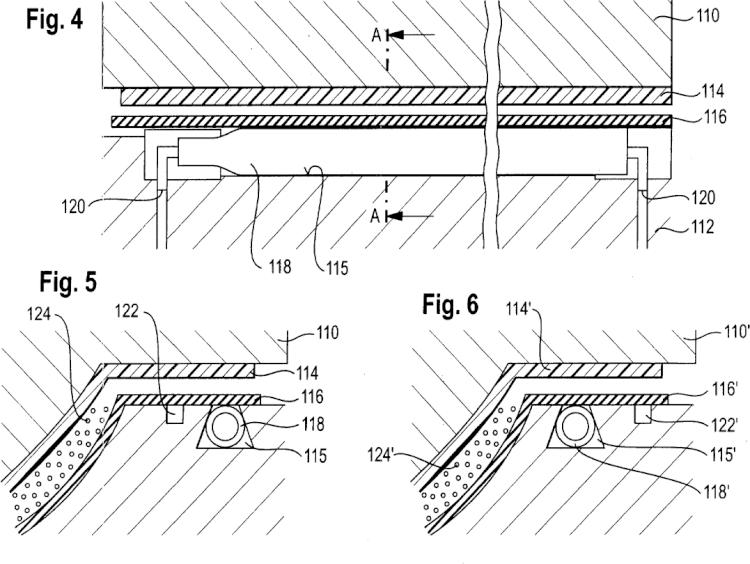
Una forma constructiva, como es conocida por el estado de la técnica, esta representada en las figuras 4 a 6. En la imagen seccionada esquemáticamente de la figura 4 se pueden apreciar dos mitades 110 y 112 de molde, entre las cuales esquemáticamente representadas en sección hay situadas una pieza inserto 114 hecha de una lamina de plástico y un forro 116. Ahora en una cavidad (compárense también las figuras 4 y 5) entre la pieza inserto 114 y el forro 116 se debe inyectar un material espuma de poliuretano. Para el sellado entre la pieza de inserto 114 y el forro 116 en una correspondiente ranura 115 esta alojada una manguera de sellado que esencialmente rodea por lo menos la cavidad. Así la cavidad puede estar rodeada por múltiples mangueras de sellado representando cada una de ellas un segmento del sellado total. Cada manguera de sellado 118 esta provista con una conexión 120 por la que se puede introducir aire a presión a través en la manguera de sellado 118 de manera que ella se puede inflar. Por el inflado se puede determinar la intensidad con la que en el estado cerrado de la herramienta de molde el forro 116 puede ser presionado contra la pieza inserto 114.
En las figuras 4 y 5, cada una de las cuales muestra un corte a lo largo de la línea A-A de la figura 5, están representadas dos formas constructivas alternativas que se diferencian en que está colocada una ranura de vacío 122 o 122' o radialmente hacia el interior (figura 5) o radialmente hacia el exterior (figura 6) visto hacia el dispositivo de sellado. Entonces en la figura 6 están identificadas con cifras subrayadas con líneas de trazos las correspondientes piezas de las figuras 4 y 5.
Desventaja de esta configuración es que por la construcción separada de ranura de vacío y manguera de sellado el trazado del forro o el borde del forro debe ser construido ancho. Esto lleva a costes de material elevados lo que influye desventajosamente en el coste por pieza.
Para soslayar esta desventaja en el documento DE 200 21 270 U1 se expone una herramienta de molde acorde con el genero para la fabricación de piezas moldeadas según el preámbulo de la reivindicación 1, en la que una ranura de vacío esta construida integrada en la ranura para la manguera que va a ser inflada. Con una ranura combinada de este tipo debe ser posible mantener pequeña la zona de escape. Ciertamente la fijación del forro no queda siempre asegurada puesto que mediante ello el vacío aplicado puede producir un apoyo de la junta inflable contra las paredes con lo que se impide una colocación fija del forro por medio del vacío.
Por el documento DE 195 35 594 se conoce una herramienta para inyectar espuma por detrás de láminas. En la forma constructiva allí descrita se introduce una junta en un canal abierto hacia arriba de una mitad de herramienta de molde. En la junta existen aberturas situadas separadas unas de otras con las cuales se puede aplicar una depresión a un forro de cuero introducido, para sujetarlo.
Por tanto es misión del presente invento el presentar un dispositivo del tipo antes mencionado capaz de funcionar.
Esta misión quedará resuelta por las características mencionadas en la reivindicación 1.
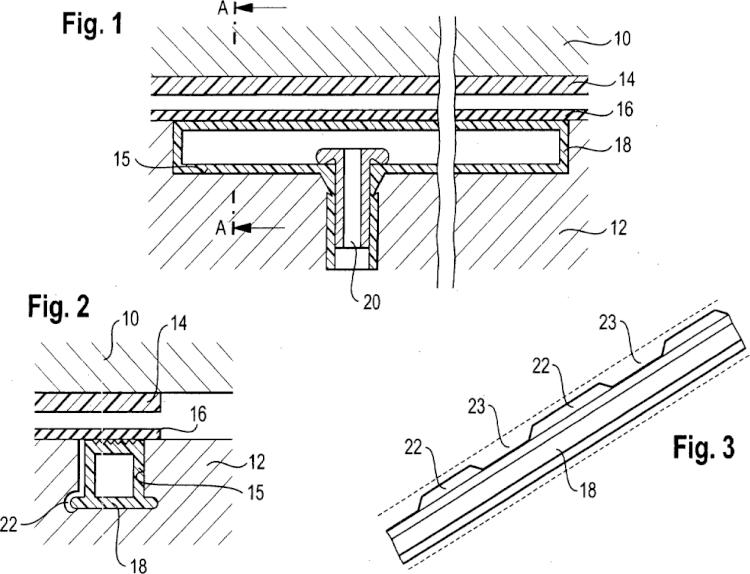
Una idea núcleo del presente invento consiste en que están previstos medios para durante la generación del vacío hacer trabajar con operatividad el dispositivo de vacío que esta construido integral con el dispositivo de sellado para fijar la parte inserto o el forro. Esto se consigue porque el diseño de la manguera de sellado o del medio para separar el dispositivo de sellado de la pared de ranura esta elegido de tal manera que a pesar de generarse el vacío en la rendija, con un inflado adicional de la manguera de sellado la rendija entre la manguera y la pared de ranura permanece todo el tiempo. Con ello queda asegurado que el efecto de retención generado por el vacío sobre el forro permanece existiendo continuamente.
Típicamente el dispositivo de sellado, como por ejemplo la manguera de sellado, esta alojada en una ranura de una de las mitades de molde. En una forma constructiva de este tipo, entre la pared de ranura y el dispositivo de sellado se crea la rendija a través de la que se puede generar un vacío sobre el forro. El vacío puede ser generado, por ejemplo, porque este espacio puede ser evacuado por medio de una bomba de vacío a través de una conexión. Entonces hay que tener cuidado en que durante la fase de sujeción debido al vacío el dispositivo de sellado, especialmente la manguera de sellado, no se dilate hasta la pared de ranura, de manera que la rendija para la formación del vacío desaparezca. Entonces hay que tener en cuenta que el efecto del vacío respecto de la disminución de la rendija es aumentado por el inflado de la manguera de sellado. Para el correcto mantenimiento de la rendija pueden estar previstos medios, por ejemplo soportes de separación, para mantener separado o alejado el dispositivo de sellado, especialmente la manguera de sellado de la correspondiente pared de ranura. Naturalmente el dispositivo de sellado, especialmente la manguera de sellado puede estar también diseñada de manera que a pesar del inflado y dilatación y también cuando se aplica el vacío no se dilata radialmente respecto a la rendija. Especialmente la manguera de sellado puede estar diseñada de tal manera que esencialmente solo se dilate en dirección de la otra mitad de molde. Para ello son adecuadas por ejemplo mangueras de sellado de material vulcanizado.
Además de esto, se puede construir de manera significativamente... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de molde sellable comprendiendo una primera mitad (10) de molde, una segunda mitad (12) de molde que esta diseñada para poder ser cerrada con la primera mitad (10) de molde formando una cavidad, un dispositivo de sellado (18) activo entre la primera mitad (10) y la segunda mitad (12) de molde en estado cerrado y alojado por lo menos parcialmente en una ranura (15), en donde las mitades (10,12) de molde están construidas de tal manera que entre ellas se puede colocar una pieza inserto (14, 16), en donde integral con el dispositivo de sellado (18) esta previsto un dispositivo de vacío (22) para fijar la pieza inserto (14,16), en donde entre la ranura (15) y el dispositivo de sellado (18) se forma una rendija (22) que llega hasta la pieza inserto, en la que se puede generar un vacío que actúa sobre la pieza inserto, caracterizada porque el dispositivo de sellado (18) y/o la ranura (15) están construidas de tal manera que la rendija (22) que se extiende hasta la pieza inserto mantiene su forma de construcción también durante la generación del vacío, en donde para la formación de la rendija están previstos medios para separar el dispositivo de sellado, especialmente la manguera de sellado (18) de la pared de la ranura.
2. Herramienta de molde sellable según la reivindicación 1, caracterizada porque en la ranura (15) se han construido puntos de separación (23).
3. Herramienta de molde sellable según una de las reivindicaciones 1 a 2, caracterizada porque el dispositivo de sellado comprende una manguera de sellado (18).
4. Herramienta de molde sellable según una de las reivindicaciones 1 a 3, caracterizada porque la manguera de sellado (18) presenta una conexión (20) y esta construida para poder ser inflada.
5. Herramienta de molde según una de las reivindicaciones precedentes caracterizada porque el dispositivo de sellado (18) en esencia rodea completamente a una cavidad.
6. Herramienta de molde sellable según una de las reivindicaciones precedentes, caracterizada porque el dispositivo de sellado (18) esta preconfeccionado.
7. Herramienta de molde según una de las reivindicaciones precedentes, caracterizada porque el dispositivo de sellado, especialmente la manguera de sellado (18) esta hecha de un material vulcanizado.
8. Herramienta de molde según una de las reivindicaciones precedentes, caracterizada porque en la ranura
(15) esta integrada una ranura de vacío (22) para el alojamiento como mínimo parcial del dispositivo de sellado, especialmente de la manguera de sellado (18).
Patentes similares o relacionadas:
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
Proceso para moldear artículos de plástico, del 6 de Noviembre de 2019, de Upcycle Holdings Limited: Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales […]
Elemento de amortiguación o elemento de refuerzo con mecanismo de fijación, del 6 de Noviembre de 2019, de SIKA TECHNOLOGY AG: Un elemento de amortiguación o elemento de refuerzo , que comprende: un apoyo configurado para estar dispuesto en una cavidad ; y […]
Método de fabricación de un panel sándwich que tiene una configuración asimétrica en dirección de grosor, del 24 de Abril de 2019, de FITS HOLDING BV: Método de fabricación de un panel sándwich que tiene una configuración asimétrica en la dirección de grosor que comprende las etapas de: a) una etapa de montaje de proporcionar […]
Procedimiento de realización de una pantalla de protección acústica para motor de vehículo automóvil y pantalla obtenida por un procedimiento de este tipo, del 3 de Abril de 2019, de TREVES Products, Services & Innovation: Procedimiento de realización de una pantalla de protección acústica para motor de vehículo automóvil, comprendiendo dicho procedimiento las […]
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde, del 6 de Marzo de 2019, de KANEKA CORPORATION: Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo […]