DISPOSITIVO DE VÁLVULA PARA MÁQUINAS DE SOPLADO DE ARTÍCULOS HUECOS Y MÉTODO PARA LA INSUFLACIÓN DE AIRE COMPRIMIDO EN UN VOLUMEN DE SOPLADO.
Dispositivo de válvula para máquinas de soplado de artículos huecos para la insuflación de aire comprimido en un volumen de soplado de una preforma,
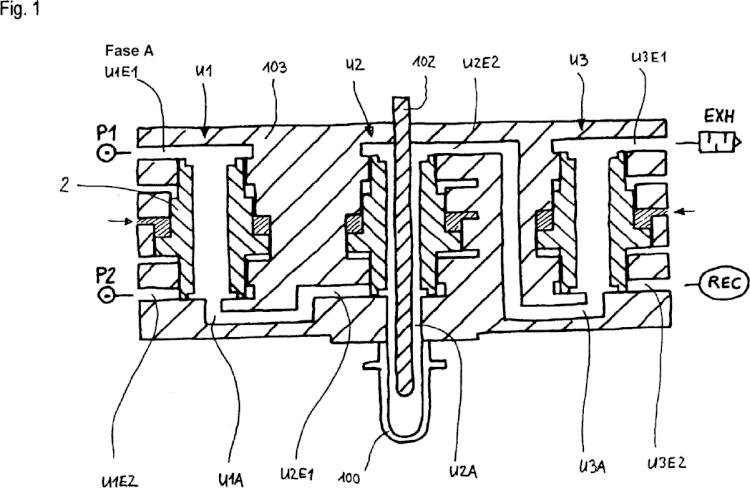
con una primera alimentación de presión (P1) y una segunda alimentación de presión (P2), presentando la primera alimentación de presión (P1) un nivel de presión más bajo que la segunda alimentación de presión (P2) y con conducciones de entrada y salida que se pueden bloquear mediante válvulas al volumen de soplado, presentando el dispositivo de válvula tres válvulas de inversión (U1, U2, U3), una primera válvula de inversión (U1) con dos entradas (U1E1, U1E2) y una salida (U1A), estando conectada la primera entrada (U1E1) con la primera alimentación de presión (P1) y la segunda entrada (U1E2) con la segunda alimentación de presión (P2) y estando unida la salida (U1A) con una primera entrada (U2E1) de la segunda válvula de inversión (U2), cuya salida (U2A) está unida con el volumen de soplado, caracterizado por que una segunda entrada (U2E2) de la segunda válvula de inversión (U2) está unida con la salida (U3A) de una tercera válvula de inversión (U3), cuya primera entrada (U3E1) está unida con el entorno (EXH) y cuya segunda entrada (U3E2) está unida con un sistema de retorno de presión (REC), presentando las válvulas de inversión (U1, U2, U3) un pistón de válvula (2) configurado como cuerpo hueco, cuyo espacio hueco (3) está unido de manera permanentemente abierta con la salida (30; U1A, U2A, U3A) de la respectiva válvula de inversión (U1, U2, U3)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/057398.
Solicitante: EUGEN SEITZ AG.
Nacionalidad solicitante: Suiza.
Dirección: SPITALSTRASSE 204 8623 WETZIKON SUIZA.
Inventor/es: RYMANN,Othmar.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Julio de 2007.
Clasificación Internacional de Patentes:
- B29C49/78B
Clasificación PCT:
- B29C49/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de soplado.
- B29C49/62 B29C 49/00 […] › Medios de ventilación.
- B29C49/78 B29C 49/00 […] › Medida, control o regulación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358368_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un dispositivo de válvula de acuerdo con el preámbulo de la reivindicación 1 así como a un método de acuerdo con el preámbulo de la reivindicación 11.
Un dispositivo de válvula de este tipo y un procedimiento de este tipo se conocen por el documento EP0655313.
Para la producción de botellas de plástico, particularmente de botellas de PET, se sopla una pieza en bruto o preforma en una máquina de soplado de artículos huecos en un cilindro de soplado por norma en dos etapas hasta su forma definitiva. Para esto, la pieza en bruto ya presenta esencialmente la cabeza de la botella terminada, que se sujeta en el molde de soplado de la máquina de soplado de artículos huecos y se une con un sistema de aire comprimido. Mediante la insuflación de aire comprimido a través de la cabeza de la botella se infla la pieza en bruto y finalmente se lleva hasta su forma definitiva.
De este modo, el propio proceso de soplado se realiza en un método de dos pasos, realizándose en primer lugar un soplado previo con un valor de presión entre 0,2 y 2 MPa (2 y 20 bar) mediante una válvula de soplado previo y después el soplado final, es decir, el formado definitivo de la botella de plástico hasta su forma final, con un valor de presión entre 1,5 y 4 MPa (15 y 40 bar) mediante una válvula de soplado principal. Estas dos válvulas están unidas respectivamente con una fuente de presión con el correspondiente potencial de presión.
Después de estos dos pasos de soplado se tiene que evacuar la presión de la botella de plástico y de los canales de suministro antes de que se pueda retirar la botella de plástico del molde de soplado unido con el cilindro de soplado. Esta etapa del proceso también se denomina ventilación.
Esta ventilación se realiza convencionalmente mediante una válvula de ventilación, que está unida con el cilindro de soplado y que en la posición abierta emite el aire comprimido al entorno.
Ya que el nivel de presión y la cantidad de aire para el proceso de soplado se tienen que generar mediante un dispositivo de generación de presión, la purga de esta cantidad de aire al entorno significa una pérdida de energía correspondientemente alta.
Ahora también se conocen equipos y métodos para recuperar al menos una parte de este aire residual y utilizar el mismo como aire de proceso.
Por ejemplo, se conocen dispositivos de válvula en los que se realiza una recuperación parcial del aire comprimido mediante una válvula separada, que está dispuesta entre el cilindro de soplado y la válvula de ventilación. A este respecto, sin embargo, esta válvula adicional se tiene que controlar de manera separada y forma por sí misma de nuevo un espacio muerto adicional, que se tiene que llenar y cuyo volumen residual se tiene que emitir a través de la válvula de ventilación al entorno.
En este contexto se señala que se denomina espacio muerto las conducciones y espacios entre las propias válvulas y el cilindro de soplado incluyendo los canales en el propio cilindro de soplado. Todo el espacio de trabajo consiste en este espacio muerto junto con el volumen del artículo hueco, cuyo contenido se tiene que adaptar al final del proceso de soplado a la presión ambiental. La cantidad de aire comprimido en el espacio de trabajo se denomina volumen de llenado.
El objetivo de la presente invención consistía ahora en hallar un dispositivo de válvula que posibilitase con el menor número posible de componentes activos un procedimiento de soplado y ventilación eficaz y rápido.
Este objetivo se resuelve de acuerdo con la invención mediante un dispositivo de válvula con las características de acuerdo con la reivindicación 1. Se obtienen otras realizaciones de acuerdo con la invención a partir de las características de las demás reivindicaciones 2 a 10.
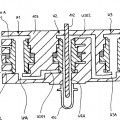
La realización de acuerdo con la invención se refiere a un dispositivo de válvula para máquinas de soplado de artículos huecos para la insuflación de aire comprimido en un volumen de soplado de una preforma, con una primera alimentación de presión y una segunda alimentación de presión, presentando la primera alimentación de presión un nivel de presión más bajo que la segunda alimentación de presión y con conducciones de entrada y salida que se pueden cerrar mediante válvulas hacia el volumen de soplado. De acuerdo con la invención, el dispositivo de válvula presenta tres válvulas de inversión, una primera válvula de inversión con dos entradas y una salida, estando unida la primera entrada con la primera alimentación de presión y la segunda entrada con la segunda alimentación de presión y estando unida la salida con una primera entrada de una segunda válvula de inversión, cuya salida está unida con el volumen de soplado y estando unida una segunda entrada de la segunda válvula de inversión con la salida de una tercera válvula de inversión, cuya primera entrada está unida con el entorno y cuya segunda entrada está unida con un sistema de retorno de presión, presentando las válvulas de inversión un pistón de válvula configurado como cuerpo hueco, cuyo espacio hueco está unido permanentemente de forma abierta con la salida de la respectiva válvula de inversión. Con esta disposición, con un dispositivo de válvula reducido a tres válvulas se pueden controlar de forma sencilla todas las etapas del proceso necesarias del procedimiento de soplado, es decir, el proceso de soplado previo, el proceso de soplado principal, el proceso de ahorro y el proceso de ventilación.
En este documento se denomina válvula de inversión una válvula que presenta en total tres conexiones con dos posibles posiciones de válvula o de conmutación, una válvula de este tipo se denomina en el ámbito técnico también válvula de 3/2 vías. En el presente caso se unen alternativamente la primera entrada o la segunda entrada respectivamente con la salida; es decir, se utiliza en la función como desviador. En este punto se tiene que señalar claramente que la denominación entrada y salida no indica el sentido de flujo del medio a controlar mediante la válvula, es decir, es posible un flujo tanto desde la entrada a la salida como desde la salida a la entrada.
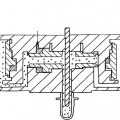
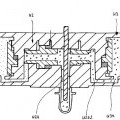
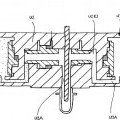
Por ejemplo, el pistón de válvula de las válvulas de inversión está configurado como un pistón cilíndrico desplazable longitudinalmente en el respectivo cuerpo de válvula, que presenta un anillo de pistón que sobresale radialmente hacia el exterior, dispuesto entre las dos superficies frontales del pistón, cuyas dos superficies frontales se encuentran respectivamente en una primera cámara de control y una segunda cámara de control. De este modo se pueden realizar válvulas de inversión que actúan rápidamente, es decir, que se pueden controlar rápidamente desde una posición de conmutación a otra posición de conmutación, que pueden procesar los altos valores de presión del aire de soplado en los dos pasos al igual que el control del aire consumido en el proceso de ventilación hasta prácticamente presión ambiental. Por lo demás esta configuración del pistón permite una construcción muy compacta y con ahorro de espacio y gracias a las cámaras de control situadas en el exterior con superficies de control relativamente grandes presiones de control relativamente pequeñas para el control del pistón y, por tanto, de la propia válvula. Mediante la disposición y dimensionado de las superficies activas del pistón, el mismo se ve respaldado por la presión de trabajo en la propia válvula durante su movimiento, lo que conduce a tiempos de apertura o cierre muy rápidos.
Por ejemplo, una primera superficie activa del anillo de pistón en la primera cámara de control es más pequeña que una segunda superficie activa del anillo del pistón en la segunda cámara de control. La proporción de las superficies activas se selecciona ventajosamente de tal forma que se consigue una proporción de aproximadamente el 80%, es decir, que la superficie activa en una de las cámaras de control asciende solamente a aproximadamente el 80% de la superficie activa en la otra cámara de control del anillo de pistón.
Por ejemplo, la primera cámara de control está unida mediante una primera conducción de presión de control con un depósito de presión de control y la segunda cámara de control está unida mediante una válvula de control de forma conmutable con el entorno o con el depósito de presión de control. Por ejemplo, la válvula de control está diseñada como una denominada válvula 3/2, es decir, presenta tres conexiones... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de válvula para máquinas de soplado de artículos huecos para la insuflación de aire comprimido en un volumen de soplado de una preforma, con una primera alimentación de presión (P1) y una segunda alimentación de presión (P2), presentando la primera alimentación de presión (P1) un nivel de presión más bajo que la segunda alimentación de presión (P2) y con conducciones de entrada y salida que se pueden bloquear mediante válvulas al volumen de soplado, presentando el dispositivo de válvula tres válvulas de inversión (U1, U2, U3), una primera válvula de inversión (U1) con dos entradas (U1E1, U1E2) y una salida (U1A), estando conectada la primera entrada (U1E1) con la primera alimentación de presión (P1) y la segunda entrada (U1E2) con la segunda alimentación de presión (P2) y estando unida la salida (U1A) con una primera entrada (U2E1) de la segunda válvula de inversión (U2), cuya salida (U2A) está unida con el volumen de soplado, caracterizado por que una segunda entrada (U2E2) de la segunda válvula de inversión (U2) está unida con la salida (U3A) de una tercera válvula de inversión (U3), cuya primera entrada (U3E1) está unida con el entorno (EXH) y cuya segunda entrada (U3E2) está unida con un sistema de retorno de presión (REC), presentando las válvulas de inversión (U1, U2, U3) un pistón de válvula (2) configurado como cuerpo hueco, cuyo espacio hueco (3) está unido de manera permanentemente abierta con la salida (30; U1A, U2A, U3A) de la respectiva válvula de inversión (U1, U2, U3).
2. Dispositivo de válvula de acuerdo con la reivindicación 1, caracterizado por que el pistón de válvula (2) de las válvulas de inversión (U1, U2, U3) está configurado como un pistón cilíndrico desplazable longitudinalmente en el respectivo cuerpo de válvula (1), que presenta un anillo de pistón (9) que sobresale radialmente hacia el exterior, dispuesto entre las dos superficies frontales (4, 5) del pistón (2), cuyas dos superficies frontales (23, 24) se encuentran en una primera cámara de control (11) y una segunda cámara de control (12).
3. Dispositivo de válvula de acuerdo con la reivindicación 2, caracterizado por que una primera superficie activa
(23) del anillo de pistón (9) en la primera cámara de control (11) es más pequeña que una segunda superficie activa (24) del anillo de pistón (9) en la segunda cámara de control (12).
4. Dispositivo de válvula de acuerdo con la reivindicación 3, caracterizado por que la primera cámara de control
(11) está unida por una primera conducción de presión de control con un depósito de presión de control (21) y la segunda cámara de control (12) está unida mediante una válvula de control (22) de forma conmutable con el entorno o con el depósito de control de presión (21).
5. Dispositivo de válvula de acuerdo con una de las reivindicaciones 2 a 4, caracterizado por que en ambos lados frontales (4, 5) de los pistones (2) está dispuesta respectivamente una junta de válvula (13) orientada axialmente anular, cuya superficie frontal (14) forma la respectiva superficie de cierre del pistón (2) y en el estado cerrado del pistón (2) se apoya contra una superficie de asiento (15) del correspondiente espacio de válvula (5; 6) y por que en el estado cerrado además se forma una superficie activa que actúa contra el sentido de cierre (16), siendo las dimensiones geométricas de las dos juntas de válvula (13) idénticas.
6. Dispositivo de válvula de acuerdo con la reivindicación 5, caracterizado por que las juntas de válvula (13) del pistón (2) presentan como canto de cierre una brida redonda con una superficie de cierre (14) esencialmente recta, estando orientada la superficie de cierre (14) preferiblemente de forma vertical con respecto al sentido de cierre del pistón (2).
7. Dispositivo de válvula de acuerdo con la reivindicación 6, caracterizado por que la superficie externa de la brida hacia la superficie de cierre (14) está realizada de forma biselada radialmente hacia el interior.
8. Dispositivo de válvula de acuerdo con una de las reivindicaciones 2 a 8, caracterizado por que el pistón (2) y la junta de válvula (13) están configuradas de dos partes de diferentes materiales, estando compuesta la junta de válvula
(13) preferiblemente de plástico.
9. Dispositivo de válvula de acuerdo con una de las reivindicaciones 1 a 8, caracterizado por que las dos entradas (U1E1, U1E2) de la primera válvula de inversión (U1) están unidas directamente sin válvula de retención con la primera
o la segunda alimentación de presión (P1, P2).
10. Dispositivo de válvula de acuerdo con una de las reivindicaciones 1 a 9, caracterizado por que pasando a través del pistón (2) de la segunda válvula de inversión (U2) está dispuesta una barra de estirado (102) de la máquina de soplado de artículos huecos que se extiende de forma coaxial o aproximadamente perpendicular con respecto al eje longitudinal del pistón (2) y atravesando el espacio hueco (3) del pistón (2).
11. Método para la insuflación de aire comprimido en un volumen de soplado de una preforma mediante el uso de aire comprimido, que se proporciona en dos niveles de presión diferentes (P1; P2), sometiéndose el volumen de soplado en primer lugar al primer nivel de presión más bajo (P1) y después al segundo nivel de presión más alto (P2) de forma controlada mediante válvulas y después del procedimiento de soplado finalizado la presión que se encuentra en el volumen de soplado se extrae de forma controlada por una válvula de ventilación al entorno, donde
- el suministro del aire comprimido de los dos niveles de presión (P1, P2) diferentes se controla mediante una primera válvula de inversión (U1);
- el suministro de aire comprimido al volumen de soplado y la salida después del procedimiento de soplado terminado del volumen de soplado se controla mediante una segunda válvula de inversión (U2), caracterizado por que
- el aire consumido extraído por la segunda válvula de inversión (U2) se suministra de forma controlada por una tercera válvula de inversión (U3) al entorno (EXH) o a un sistema de retorno de presión (REC), donde
- antes del comienzo del procedimiento de soplado se conmuta el dispositivo de válvula a ventilado (E), estando la segunda válvula de inversión (U2) y la tercera válvula de inversión (U3) unidas y estando unida la tercera válvula de inversión (U3) con el entorno (EXH) así como la primera válvula de inversión (U1) con el nivel de presión más bajo (P1);
- para el comienzo del procedimiento de soplado (V) la segunda válvula de inversión (U2) se conmuta de forma unida con la primera válvula de inversión (U1);
- después del transcurso de un tiempo de soplado previo (Tv) predefinido o ajustado la primera válvula de inversión (U1) se conmuta de forma unida con el nivel de presión más alto (P2);
- después del transcurso de un tiempo de soplado principal (Th) predefinido o ajustado la segunda válvula de inversión (U2) se conmuta de forma unida (R) con la tercera válvula de inversión (U3) y después la primera válvula de inversión (U1) se vuelve a conmutar de forma unida con el nivel de presión más bajo (P1);
- después del transcurso de un tiempo de recuperación (Tr) predefinido o ajustado la tercera válvula de inversión (U3) se conmuta de forma unida con el entorno (EXH), por lo que el dispositivo de válvula se conmuta a ventilado (E).
12. Método de acuerdo con la reivindicación 11, caracterizado por que el primer nivel de presión (P1) se ajusta o regula a una presión entre 0,4 y 2 MPa (4 y 20 bar).
13. Método de acuerdo con la reivindicación 11 ó 12, caracterizado por que el segundo nivel de presión (P2) se ajusta o regula a una presión entre 1,5 y 4 MPa (15 y 40 bar).
14. Método de acuerdo con una de las reivindicaciones 11 a 13, caracterizado por que el tiempo de recuperación se determina dinámicamente mediante medición de la presión en el volumen de soplado y el alcance o no alcance de un determinado valor de presión.
Patentes similares o relacionadas:
PROCEDIMIENTO Y MÁQUINA DE FABRICACIÓN DE UN RECIPIENTE A PARTIR DE UNA FORMA PRELIMINAR, CON RETROACCIÓN EN FUNCIÓN DEL PUNTO DE FIN DE EXPANSIÓN DE LA FORMA PRELIMINAR, del 12 de Diciembre de 2011, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente por soplado en un molde a partir de una forma preliminar de material plástico, que comprende […]
DISPOSITIVO DE REGULACIÓN DEL CAUDAL Y/O DE LA PRESIÓN DE UN FLUIDO, del 22 de Agosto de 2011, de Olilab Ltd: Dispositivo de regulación tanto del caudal como de la presión de un fluido, que es transferido desde un depósito (H), a alta presión, hacia un depósito (S), que comprende […]
PROCEDIMIENTO Y MÁQUINA DE FABRICACIÓN DE RECIPIENTES CON RETROACCIÓN EN FUNCIÓN DEL PUNTO DE INICIO DE PRESOPLADO, del 21 de Junio de 2011, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente mediante soplado en un molde a partir de una pieza en bruto de material plástico, que incluye […]
 METODO Y DISPOSITIVO PARA LA PRODUCCION DE UN CUERPO HUECO CON DISMINUCION DEL CONSUMO DE AIRE, del 30 de Diciembre de 2009, de KRONES AKTIENGESELLSCHAFT: Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado […]
METODO Y DISPOSITIVO PARA LA PRODUCCION DE UN CUERPO HUECO CON DISMINUCION DEL CONSUMO DE AIRE, del 30 de Diciembre de 2009, de KRONES AKTIENGESELLSCHAFT: Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado […]
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Proceso para la formación de unidades llenadas con fluido y serie de unidades llenadas con fluido, del 12 de Junio de 2019, de AUTOMATED PACKAGING SYSTEMS, INC.: Proceso para formar unas unidades llenadas con fluido que comprende: alimentar una banda de un suministro a una estación de inflado , presentando la banda […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]