Alfombra aterciopelada con superficie similar a tufting.
Procedimiento para fabricar una alfombra terciopelada, que comprende las etapas de:
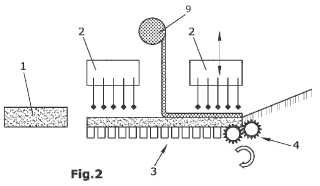
a) aplicación de agujas a una tela no tejida/malivlies (1) en una cinta de cepillo (3) con una máquina depunzonado (2), en el que se tira una tela punzonada / tejido de soporte en la cinta de cepillo (3) y se retraeparcialmente de nuevo de modo que las fibras de la tela punzonada / tejido de soporte se encuentran en elplano de la cinta cepillo (3),
a1) posicionamiento de otra tela no tejida/malivlies (9), especialmente una tela punzonada / tejido de soportesobre el lado posterior de la tela no tejida / malivlies (1) entre la primera y una segunda unidad de agujas (2)para aumentar la densidad de fibras o bien aumentar la estabilidad del polo,
b) separar la tela no tejida (1) de la cinta de cepillo (3) por medio de un cepillo de rodadura (4), y al mismotiempo
c) cepillar el lado de pelo antes de que se corten los bucles, y después de la etapa c) pulverizar del ladoposterior de la tela no tejida/malivlies (1) con agua, secarlo e incluirlo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/056503.
Solicitante: ENTWICKLUNGSGESELLSCHAFT FUR AKUSTIK (EFA) MIT BESCHRANKTER HAFTUNG.
Nacionalidad solicitante: Alemania.
Dirección: Brauckstrasse 51 58454 Witten.
Inventor/es: SCHULZE, VOLKMAR, NICOLAI, NORBERT, VOLLMERT,Herbert, BRADE-SCHOLZ,Gabi, JURK,Johannes, LIEBNER,Günter.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04H1/46 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › por punzonado u operaciones similares para provocar el enmarañado de fibras (D04H 1/45 tiene prioridad; máquinas de punzonar D04H 18/00).
- D04H13/00 D04H […] › Otros no tejidos.
PDF original: ES-2386700_T3.pdf
Fragmento de la descripción:
Alfombra aterciopelada con superficie similar a tufting
La presente invención se refiere a un procedimiento para producir una alfombra aterciopelada que presenta propiedades ventajosas frente a alfombras aterciopeladas del arte previo.
El término “tufting” en inglés se refiere a una técnica para producir superficies tridimensionales textiles. Es el procedimiento más ampliamente utilizado del mundo para la fabricación de alfombras.
Tufting funciona según el principio de una máquina de coser. Agujas llevan el denominado hilo de polo en un material de base (tejido o fieltro) , llamado el respaldo primario o portador.
Las agujas penetran en el material de base, antes de que las agujas de nuevo vuelvan hacia atrás, el hilo de polo está sujetado por pinzas. Esto da lugar a bucles (mechones) en la parte superior del tufting.
De esta manera se obtiene una alfombra bucle llamada pila. Si los bucles se cortan con un cuchillo, a continuación, se crea una alfombra aterciopelada (alfombra de pelo cortado) . El cuchillo a menudo está ya montada en la pinza, de modo que la retención y el corte del pelo se lleva a cabo en una operación.
Para mantener el hilo de polo, una vez que ha sido punzonado, debe ser aplicado un respaldo secundario o recubrimiento de látex. Este proceso se denomina laminación o la inclusión.
En la técnica anterior se conoce también un procedimiento sencillo que produce alfombras similares sin hilo de polo interpuesto del exterior en el respaldo primario. Para el flocado las agujas de punción atraviesan en este caso una tela no tejida / malivlies y tira el bucle de fibra entre las cerdas de un cepillo de la cinta de cepillos que yace bajo la tela no tejida /malivlies. Las fibras arrastradas por el movimiento ascendente y descendente de las agujas se cruzan entre sí y se solidifican entre sí. En el caso de las agujas usadas se puede tratar de agujas con púas laterales pequeñas, llamadas agujas de corona, o de agujas que presentan extremos similares a horquillas, llamadas las agujas de la horquilla.
Después de la punción la tela aterciopelada está separado por un par de rodillos de la cinta de cepillo andando. El grado de compactación se determina por el número de puntadas por unidad de área, la profundidad de punción de las agujas en la tela no tejida/malivlies y la finura de la fibra.
En la producción de recubrimientos de dos capas (capa superior terciopelo + superficie de desgaste) el producto se vuelve después de la zona de punción primera y en la segunda zona de punción se clava con la superficie de desgaste. Esto es seguido por una unión posterior de las fibras mediante la unión a base de caucho sintético o a base de acrilato mediante métodos de aplicación diferentes. Para la inclusión libre de látex se aplican fibras de unión
o dispersión termoplástica. La resistencia de la fibra en este caso es entre 6, 7 a 17 dtex.
Como se acaba de describir con respecto al método “más sencillo” no se introduce sin hilo de polo adicional desde el exterior en la tela no tejida, especialmente un malivlies, el refuerzo primario. La forma de una alfombra terciopelada se obtiene aquí en que por las agujas se introducen fibras individuales desde la tela no tejida al cinturón de cepillo.
Sin embargo este procedimiento proporciona alfombras aterciopeladas que son similares a las alfombras aterciopeladas fabricadas según el procedimiento tufting, sin embargo, los primeros presentan un perfil de características algo inferior al de los últimos. Es que alfombras tufting aterciopeladas en general poseen una mayor densidad de fibras. Un alta densidad de fibras a su vez es una característica importante de calidad de estas alfombras terciopeladas, ya que tiene como consecuencia entre otras cosas mejores características de limpieza, una resistencia incrementada contra esfuerzos de presión y una mejor
El documento JP 06 299453 A describe un procedimiento para la fabricación de una alfombra aterciopelada, en donde una tela no tejida se punzona con una máquina de coser y después se separa la tela no tejida de la cinta antes de que se ponga otra tela no tejida sobre el lado trasero de la tela no tejida.
El documento DE 44 09 771 A1 describe un procedimiento para fabricar un fieltro punzonado terciopelo. Para fabricar un fieltro punzonado terciopelo se coloca una tela no tejida de fibra discontinua (12) pre-punzonada en su caso sobre un soporte de punción (3) a modo de cepillo, circulante y luego se punzona bajo la formación de un polo sobre el lado orientado al soporte de punción (3) . Para mejorar la resistencia contra estiramiento del fieltro punzonado terciopelo se propone poner la tela no tejida de fibra discontinua (12) sobre el soporte de punción (3) a modo de capillo utilizando una capa intermedia con una resistencia contra estiramiento mayor que la que tiene la tela no tejida de fibra discontinua (12) y luego durante el punzonado se tira las fibras de pelo a través de la capa con la mayor resistencia contra estiramiento.
El documento EP 0 183 952 A1 describe una instalación para la fabricación de cintas de fieltro punzonado terciopelo textiles estructuradas. Se describe especialmente una instalación para la fabricación de cintas de fieltro punzonado terciopelo textiles estructuradas de una tela no tejida pre-punzonado a partir de fibras cortadas que consiste de una máquina de colocación de tela no tejida, en donde al menos la máquina de aguja de tela aterciopelada (15) está dispuesta de una cinta de cepillo (21) sin fin que soporta la tela no tejida (14) a punzonar y que sirve de soporte de Stich, que está compuesto de una multitud de placas de cepillos (24) que soportan los manojos de cepillo (25) cuyos cantos exteriores (26) están configurados en forma de zigzag de tal manera que los cantos (26) en cada caso de placas de cepillos (24) contiguas engranan entre sí de tal manera que a lo largo de los cantos exteriores (26) los manojos de cepillo (25) tienen la misma distancia entre sí que aquellos en la zona interior de la placa de cepillos (24) y que los manojos de los manojos de cepillo (25) en su extremo libre están ligados de forma cónica o cuneiforme, la placa baja se apoya en la cinta de tejido de fieltro (14) y es empujada hacia abajo contra esta y se aplican agujas de corona (23) para la estructuración tridimensional de la tela no tejida pre-punzonada.
Por consiguiente, es un objeto de la presente invención mejorar los procedimientos de la técnica anterior y especialmente el procedimiento “más sencillo” anteriormente descrito para la producción de alfombras aterciopeladas de tal manera que puedan ser fabricadas alfombras aterciopeladas con una densidad de fibras superior a que es posibles con los procedimientos previamente conocidos de la técnica anterior.
Se resuelve el objeto en que se basa la presente invención en una primera forma de realización por un procedimiento para producir una alfombra aterciopelada, que comprende las etapas de:
a) aplicación de agujas a una tela no tejida/malivlies (1) en una cinta de cepillo (3) con una máquina de punzonado (2) , en el que una tela punzonada / tejido de soporte se tira en la cinta de cepillo (3) y se retira parcialmente de nuevo, de manera que las fibras de la tela punzonada/tejido de soporte se encuentran en el plano de la cinta de cepillo,
a1) puesta de otra tela no tejida/malivlies (1) , especialmente un Por/ tejido de soporte sobre el lado trasero de la tela no tejida/malivlies (1) entre la primera y la segunda unidad de agujas (2) para incrementar la densidad de fibras o bien el incremento de la estabilidad del polo,
b) separar la tela no tejida de la cinta de cepillo (3) por medio de un cepillo giratorio (4) , y al mismo tiempo
c) cepillar el lado de pelo antes de que se corten los bucles, y después de la etapa c) pulverizar del lado trasero de la tela no tejida/malivlies (1) con agua, secarlo e incluirlo.
En caso de un dilour convencional (de una capa) con un densidad de punción creciente no se puede incrementar ya la densidad de polos a partir de un determinado límite. Esto se evita por dos razones, en concreto la reducción de la movilidad de fibras en caso de una compresión de tela no tejida creciente y por el efecto retorno por la cogida múltiple de los mismos bucles de polo. Según la invención se evita el efecto retorno mediante la alimentación de la segunda tela... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una alfombra terciopelada, que comprende las etapas de:
a) aplicación de agujas a una tela no tejida/malivlies (1) en una cinta de cepillo (3) con una máquina de punzonado (2) , en el que se tira una tela punzonada / tejido de soporte en la cinta de cepillo (3) y se retrae parcialmente de nuevo de modo que las fibras de la tela punzonada / tejido de soporte se encuentran en el plano de la cinta cepillo (3) ,
a1) posicionamiento de otra tela no tejida/malivlies (9) , especialmente una tela punzonada / tejido de soporte sobre el lado posterior de la tela no tejida / malivlies (1) entre la primera y una segunda unidad de agujas (2) para aumentar la densidad de fibras o bien aumentar la estabilidad del polo,
b) separar la tela no tejida (1) de la cinta de cepillo (3) por medio de un cepillo de rodadura (4) , y al mismo tiempo
c) cepillar el lado de pelo antes de que se corten los bucles, y después de la etapa c) pulverizar del lado posterior de la tela no tejida/malivlies (1) con agua, secarlo e incluirlo
2. Procedimiento según la reivindicación 1, caracterizado porque en la etapa c) se cepilla el lado de pelo de la tela no tejida (1) a contrapelo para colocar las fibras y cortar las fibras que sobresalen.
3. Procedimiento según las reivindicación 1 o 2, caracterizado porque se aplica una tela no tejida / malivlies (1) y/o una tela punzonada / tejido de soporte (4) que comprende fibras de PP, PES, PA o de sus mezclas.
4. Procedimiento según una cualquiera de las reivindicaciones 1 a 3, caracterizado porque se aplica una tela no tejido/malivlies (1) y/o un hilo de polo cuyas fibras presentan una finura de hilo en el intervalo de 3, 3 a 11 dtex.
5. Procedimiento según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque como tela no tejido/malivlies (1) se usa una tela punzonada / tejido de soporte comprimida, especialmente una tela no tejida/malivlies (1) con una relación de fuerza longitudinal/transversal = 1, 0 / 1, 2 a 1, 4.
6. Procedimiento según una cualquiera de las reivindicaciones 1 a 5, caracterizado porque entre las etapas a) y b) se coloca otra tela no tejida/malivlies (1) , especialmente una tela punzonada / tejido de soporte, sobre el lado opuesto de la tela no tejida/malivlies (1) de la cinta de cepillo (3) , especialmente entre la primera y la segunda unidad de agujas (2) .
Patentes similares o relacionadas:
Panel aislante a base de fibra mineral, procedimiento para su producción y su utilización, del 20 de Mayo de 2020, de SAINT-GOBAIN ISOVER: Panel aislante para calorifugar un aparato eléctrico, siendo el panel a base de fibras minerales elegidas entre las fibras de vidrio, la lana de vidrio o la lana de roca, […]
Método y maquinaria para producir un material textil compuesto, del 18 de Marzo de 2020, de Filip, Ioan: Una maquinaria para fabricar un material textil compuesto consistente en a) 40-50% en peso de un 1er componente hecho de fibras termoplásticas (FT), siendo […]
Procedimiento de fabricación de un revestimiento interior, especialmente de un revestimiento de suelo para un vehículo automóvil, del 26 de Febrero de 2020, de FAURECIA AUTOMOTIVE INDUSTRIE: Procedimiento de fabricación de un revestimiento , especialmente de un revestimiento de suelo para un vehículo automóvil, que comprende - una etapa de realización […]
Compuesto no tejido hidroentrelazado con formación de imagen de baja formación de pelusa, del 12 de Febrero de 2020, de AVINTIV Specialty Materials Inc: Un compuesto hidroentrelazado que comprende: al menos dos bandas no tejidas que comprenden una primera banda no tejida y una segunda banda no tejida, en […]
Proceso para producir material no tejido con propiedades de superficie mejoradas, del 29 de Enero de 2020, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de lámina no tejido hidroentrelazado de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión […]
Materiales no tejidos de fibra cortada cardada, del 22 de Enero de 2020, de THE PROCTER & GAMBLE COMPANY: Un material no tejido de fibra cortada cardada que tiene un gramaje de entre 40 gramos por metro cuadrado (gm2) y 150 gm2, comprendiendo el material no tejido de […]
Fieltro punzonado de lana mineral y aditivo de punzonado, utilización del aditivo de punzonado para punzonar lana mineral, del 13 de Noviembre de 2019, de SAINT-GOBAIN ISOVER: Fieltro punzonado obtenido mediante punzonado de lana mineral utilizando un aditivo de punzonado libre de formaldehído y flúor para la preparación […]
Método y máquina para producir una inserción estructurada para aislar, de forma acústica y térmica, partes de componentes de un vehículo, del 18 de Septiembre de 2019, de SO.LA.IS. - SOCIETA' LAVORAZIONE ISOLANTI - S.R.L. CON UNICO SOCIO: Un método para producir una inserción estructurada para aislar, de forma acústica y/o térmica, partes de componentes de un vehículo provisto […]