Estructura compuesta para una aeronave y procedimiento de fabricación de la misma.
Sección de la CIP Técnicas industriales diversas y transportes
(17/06/2020). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C1/00, B64C1/12, B64C1/06, B29D99/00, B64C1/08.
Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo un pie y un alma que sobresale del pie , y una sección de salida en uno de sus extremos, en la que el panel de revestimiento incluye una pluralidad de capas apiladas de material compuesto, en la que al menos parte del pie del larguerillo , en su sección de salida está insertada entre dos capas , y caracterizada porque la estructura compuesta comprende además una costilla unida al panel de revestimiento y dispuesta transversalmente con respecto al eje longitudinal del larguerillo , y en la que la costilla está también unida al pie del larguerillo en la sección de salida.
PDF original: ES-2819076_T3.pdf
Borde de ataque con control de flujo laminar.
(01/01/2020) Una sección de borde de ataque con un control de flujo laminar que comprende:
un revestimiento exterior perforado conformado con un perfil de borde de ataque aerodinámico,
una superficie interior dispuesta internamente con respecto al revestimiento exterior ,
una pluralidad de cámaras de aspiración formadas entre el revestimiento exterior y la superficie interior ,
una pluralidad de elementos estructurales radiales para resistir cargas estructurales en el borde de ataque , en la que,
la sección de borde de ataque comprende además un elemento tubular dispuesto en sentido de la envergadura en la sección de borde de ataque , y en la que la superficie interior está perforada y es una parte del elemento tubular de tal forma que el elemento tubular tiene perforaciones…
Superficie de control de aeronave.
(18/09/2019) Superficie de control de aeronave que se extiende entre un extremo interno y un extremo externo , comprendiendo la superficie de control de aeronave:
un larguero delantero dispuesto cerca de un borde de ataque de la superficie de control,
un larguero trasero dispuesto en sentido longitudinal y situado entre el larguero delantero y un borde de salida de la superficie de control ,
al menos un conector de bisagra unido al larguero delantero para el montaje de manera pivotante de la superficie de control a un cajón de torsión de la aeronave,
al menos un conector de accionador (8, 8') unido al larguero delantero para unir un accionador a la superficie de control ,
una pluralidad de costillas , cada una de las cuales presenta un extremo…
Borde de ataque blindado y procedimiento de fabricación del mismo.
(03/07/2019) Una superficie aerodinámica para una aeronave, que comprende:
- una caja de torsión con un larguero delantero , y
- una sección de composite de borde de ataque, que comprende:
- una superficie exterior formada con un perfil aerodinámico de borde de ataque,
- una superficie interior dispuesta interiormente con respecto a la superficie exterior , y
- una manta dispuesta a lo largo entre el punto más exterior de la superficie interior y el larguero delantero , - en la que la manta está fabricada con un material de fibras, que tiene una absorción de energía específica que varía de 47 a 72 J•g-1 y una velocidad de onda longitudinal de 6 a 15 km•s-1,
- en la que la mayor parte…
Procedimiento y herramienta de moldeo por inyección para fabricar una sección de borde de ataque con control de flujo laminar híbrido para una aeronave.
(08/05/2019) Procedimiento de fabricación de una sección de borde de ataque con control de flujo laminar híbrido para una aeronave, comprendiendo el procedimiento las etapas de:
• proporcionar una pluralidad de módulos alargados,
• proporcionar un mandril interno conformado con una superficie interior de un perfil de borde de ataque aerodinámico,
• proporcionar una capota exterior conformada con una superficie exterior del perfil de borde de ataque aerodinámico,
• proporcionar perfiles primero y segundo en forma de C que comprenden una pluralidad de cavidades de paso configuradas para recibir los módulos ,
• ensamblar una herramienta de moldeo por inyección, que comprende:
• colocar el primer…
Borde de ataque con control de flujo laminar y procedimiento de fabricación del mismo.
(20/02/2019) Borde de ataque con un control de flujo laminar y obtenido a partir de materiales composite, comprendiendo el borde de ataque:
un revestimiento exterior perforado formado con un perfil de borde de ataque aerodinámico, un revestimiento interior perforado dispuesto internamente con respecto al revestimiento exterior, una pluralidad de cámaras de aspiración formadas entre los revestimientos exterior e interior, extendiéndose dichas cámaras de aspiración a lo largo de la envergadura, comprendiendo además el borde de ataque una pluralidad de miembros tubulares perforados dispuestos a lo largo de la envergadura en el borde de ataque y colocados entre los revestimientos exterior e interior para formar dichas cámaras de aspiración,
caracterizado porque,
los miembros tubulares tienen cuatro lados, concretamente,…
Borde de ataque con control del flujo laminar y procedimiento de fabricación del mismo.
(05/11/2018) Una sección del borde de ataque con un sistema de control del flujo laminar, que comprende: un revestimiento exterior perforado con un perfil del borde de ataque aerodinámico, un revestimiento interior perforado dispuesto internamente con respecto al revestimiento exterior, una pluralidad de cámaras de aspiración formadas entre el revestimiento exterior y el revestimiento interior, de manera que una región exterior de la sección del borde de ataque está comunicada con la región interior de la sección del borde de ataque por medio de dichas cámaras de aspiración, en la que la sección del borde de ataque comprende además una pluralidad de larguerillos en el sentido de la longitud del ala dispuestos en la sección del borde de ataque y conformados de manera integral con el revestimiento exterior,…
Método para fabricar una caja de torsión aeronáutica, caja de torsión y herramienta para fabricar una caja de torsión aeronáutica.
Sección de la CIP Técnicas industriales diversas y transportes
(28/03/2018). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64F5/00, B64C5/00, B64C3/00, B29C33/48, B64C3/24.
Método para fabricar una estructura de base de una caja de torsión aeronáutica para una aeronave , caracterizado porque comprende las etapas de:
a.- proporcionar
al menos un revestimiento fresco ,
al menos un larguerillo fresco ,
al menos un larguero delantero fresco y un larguero trasero fresco , y
al menos una costilla hecha de fibra seca o de material preimpregnado,b.- colocar el al menos un revestimiento fresco ,
el al menos un larguerillo fresco ,
el almenos un larguero delantero fresco y el almenos un largiero trasero fresco , y
la al menos una costilla con al menos una capa de adhesivo en sus bordes ,
en una herramienta de curado en una configuración correspondiente a la de una estructura de base ,
c.-someter la estructura de base a un único ciclo de curado, obteniendo una estructura de base curada.
PDF original: ES-2674659_T3.pdf
Una estructura principal de soporte de una superficie sustentadora de una aeronave.
(25/10/2017) Superficie sustentadora de una aeronave que comprende una estructura principal de soporte y bordes de ataque y salida ; comprendiendo la estructura principal de soporte unas caras superior e inferior definiendo su perfil aerodinámico, unos largueros frontal y trasero orientados hacia, respectivamente, los bordes de ataque y salida y un primer conjunto de costillas transversales (31, 31', ...) extendidas desde el larguero frontal hasta el larguero trasero; comprendiendo los bordes de ataque y salida unas cubiertas que definen su perfil aerodinámico unidas a la estructura principal de soporte , caracterizada por que:
- la estructura principal de soporte también comprende un segundo conjunto de costillas transversales que cruzan el larguero frontal y/o el larguero trasero;
-…
Método de fabricación de una estructura altamente integrada incluyendo costillas de borde de ataque y de salida para una superficie de elevación de una aeronave.
(18/01/2017) Método de fabricación de una estructura principal de soporte de una superficie de elevación de una aeronave que comprende un revestimiento superior , un revestimiento inferior , un larguero delantero , un larguero trasero , una pluralidad de costillas del borde de ataque y/o una pluralidad de costillas de borde de salida, el revestimiento superior incluyendo parte del perfil aerodinámico del borde de ataque y/o del borde de salida ; el método comprendiendo las siguientes etapas:
a) proporcionar un conjunto de preformas laminadas de un material compuesto para formar dicha estructura soporte principal , estando cada preforma laminada configurada para formar una parte de la misma;
…
Borde de ataque altamente integrado de una superficie sustentadora de una aeronave.
(31/08/2016) Método para la fabricación de una sección del perfil del borde de ataque de una superficie sustentadora de una aeronave; comprendiendo la sección un revestimiento en forma de C y uno o más largueros auxiliares (33, 33', 33'', 33''') y uno o más elementos de refuerzo longitudinales (35, 37, 37') en una dirección de envergadura, el método comprendiendo los siguientes pasos:
a) proporcionar:
- una primera preforma laminada de un material compuesto configurada con la forma prevista para el revestimiento en forma de C ;
- una o más segundas preformas laminadas de un material compuesto configuradas con un alma y dos alas a ser unidas a la primera preforma para constituir dichos uno o…
Un cajón de torsión optimizado para una aeronave.
Sección de la CIP Técnicas industriales diversas y transportes
(24/08/2016). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18.
Superficie sustentadora de una aeronave que comprende un cajón de torsión y bordes de ataque y salida ; comprendiendo el cajón de torsión un revestimiento superior , un revestimiento inferior , un larguero frontal , un larguero trasero y uno o más largueros intermedios (19, 19') de material compuesto, el cajón de torsión también comprendiendo una pluralidad de costillas transversales (25, 25', ...) de material compuesto dispuestas entre el larguero trasero y el larguero intermedio adyacente (19') y/o entre el larguero frontal y el larguero intermedio adyacente para mejorar su comportamiento estructural caracterizado por que el revestimiento superior y el revestimiento inferior comprenden al menos un larguerillo longitudinal en alguna de las celdas del cajón de torsión delimitadas por largueros que no comprenden costillas transversales (25, 25', ...).
PDF original: ES-2606591_T3.pdf
ESTRUCTURAS COMPUESTAS DE AERONAVE RIGIDIZADAS CON LARGUERILLOS.
(07/07/2016) La presente invención se refiere a una técnica para el acoplamiento de la sección de terminación de larguerillos con costillas, cuadernas u otros elementos estructurales . Un elemento estructural de una estructura de material compuesto para aeronave comprende al menos un par de escuadras (13a, 13a') formadas integralmente con el elemento estructural, en el cual las escuadras están configuradas, y dispuestas relativamente entre sí, para copiar la forma de la sección transversal de la sección de terminación de larguerillo, de tal modo que cuando una sección de terminación de un larguerillo esté situada dentro de un espacio definido entre las escuadras, el pie de larguerillo…
DISPOSICIÓN DE ÁREA CENTRAL PARA CAJA DE TORSIÓN DE PLANO DE COLA HORIZONTAL CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2016). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C5/02.
La presente invención se refiere a un plano de cola horizontal HTP de una aeronave del tipo continuo, en el que las costillas más internas (11,11') de las cajas de torsión del lado derecho y del lado izquierdo (2,2') están dispuestas para tener un extremo unido justo en la zona de unión , donde ambos larguerillos traseros (4, 4') se encuentran en el eje de simetría (X) del HTP . De esta manera, las cargas en esta región central del HTP se concentran en la zona de unión , donde convergen las costillas más internas y los larguerillos traseros, de manera que se elimina la costilla central tradicional de este tipo de HTPs. El HTP de la invención se puede fabricar con un número reducido de componentes, y por lo tanto es más ligero que los HTPs de la técnica anterior, y se puede fabricar más fácil y más rápido que los diseños de HTP tradicionales.
Estructura interna altamente integrada de un cajón de torsión de una superficie sustentadora de una aeronave y método para su producción.
(27/04/2016) Método para la fabricación de un cajón de torsión de una superficie sustentadora de aeronave comprendiendo el cajón de torsión una estructura interna , un revestimiento superior y un revestimiento inferior ; comprendiendo la estructura interna del cajón de torsión al menos los siguientes componentes: un larguero frontal , un larguero posterior , elementos internos de refuerzo con rigidizadores verticales y elementos externos acoplables a los bordes de ataque y salida de la superficie sustentadora de aeronave; caracterizado por que comprende los siguientes pasos:
a) proporcionar un conjunto de preformas…
MÉTODO DE FABRICACIÓN DE PIEZAS DE MATERIAL COMPUESTO CON CAMBIOS DE ESPESOR.
(26/07/2013) Método de fabricación de piezas de material compuesto con cambios de espesor. Comprende una primera etapa de apilado y una segunda etapa de conformado y curado, en las que: en la segunda etapa se utiliza un útil de conformado adaptado a la configuración de la pieza salvo en la zona afectada por el cambio de espesor; en la primera etapa se apilan sucesivamente una o más preformas de la pieza con unas telas con las dimensiones necesarias para que se produzca dicho cambio de espesor, unas láminas de material pelable y unas telas complementarias de manera los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado ; al final de la segunda etapa, se retiran los laminados resultantes…
ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS EN COMPONENTES DE AERONAVES.
(30/05/2013) Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el…
COMPONENTES DE AERONAVES CON ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(02/05/2013). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C3/26.
Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el larguerillo al revestimiento . Figura 3a.
ESTRUCTURA DE UNIÓN DE CAJONES DE TORSIÓN EN UNA AERONAVE MEDIANTE UN HERRAJE TRIFORME DE MATERIALES COMPUESTOS NO METÁLICOS.
(13/12/2012) Estructura de unión de cajones de torsión en una aeronave mediante un herraje triforme de materiales compuestos no metálicos.
Comprende un herraje triforme , fabricado esencialmente con materiales compuestos no metálicos, incorporando el mismo unos nervios transversales de refuerzo que solidarizan unas alas simétricas y una faldilla longitudinal , contando las alas simétricas con unos cortes transversales donde se encajan unas porciones terminales de las almas de unos larguerillos internos en forma de "T" que forman parte de los cajones de torsión, larguerillos cuyos pies están unidos por una de sus caras con los revestimientos de los cajones de torsión , mientras que unas zonas…
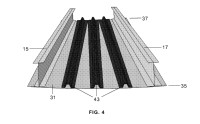
REVESTIMIENTO DE CAJÓN DE TORSIÓN RIGIDIZADO CON LARGUERILLOS NO PARALELOS.
(05/12/2012) Revestimiento de cajón de torsión rigidizado con larguerillos no paralelos. Se trata de un cajón de torsión de una superficie sustentadora de una aeronave que comprende un larguero delantero , un larguero trasero , costillas y revestimientos rigidizados superior e inferior, en el que al menos uno de dichos revestimientos está rigidizado con una pluralidad de larguerillos , preferiblemente larguerillos con forma de omega, que se extienden todos ellos a lo largo de la envergadura completa del revestimiento, preferiblemente en una distribución cónica, y que tienen una sección transversal decreciente hacia el borde exterior del revestimiento.
REVESTIMIENTO DE CAJÓN DE TORSIÓN RIGIDIZADO CON LARGUERILLOS NO PARALELOS.
Sección de la CIP Técnicas industriales diversas y transportes
(09/08/2012). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C1/06.
Revestimiento de cajón de torsión rigidizado con larguerillos no paralelos. Se trata de un cajón de torsión de una superficie sustentadora de una aeronave que comprende un larguero delantero , un larguero trasero , costillas y revestimientos rigidizados superior e inferior, en el que al menos uno de dichos revestimientos está rigidizado con una pluralidad de larguerillos , preferiblemente larguerillos con forma de omega, que se extienden todos ellos a lo largo de la envergadura completa del revestimiento, preferiblemente en una distribución cónica, y que tienen una sección transversal decreciente hacia el borde exterior del revestimiento.
{kind=link}
{kind=link}