Dispositivo para la guía de cinta en un medio caliente.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(31/08/2016). Ver ilustración. Inventor/es: JINDRA,Fred, BLUMENAU,MARC, SCHÖNENBERG,RUDOLF, GUSEK,CHRISTOPHER, EISNER,FRANK, WILLEKE,BERT-REINER, DENNER,TOBIAS, KLATT,CHRISTIAN, WEMHÖNER,JENS. Clasificación: F16C13/00, F16C35/063.
{kind=link}
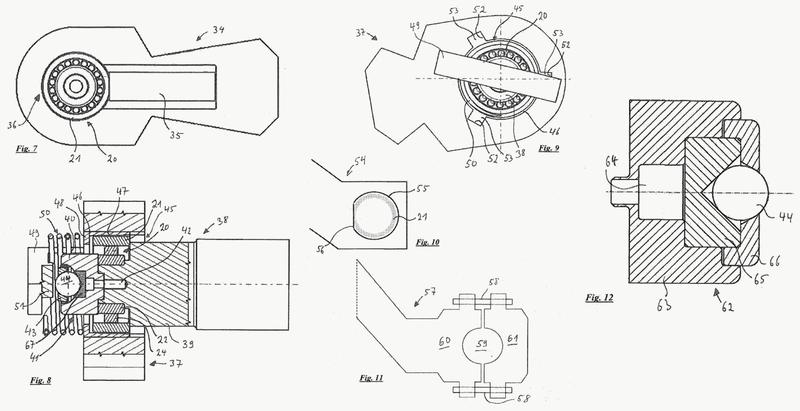
Dispositivo para la guía de cinta en un medio caliente, comprendiendo un rodillo de desvío alojado en brazos de soporte y una instalación de soporte que sujeta los brazos de soporte , estando alojado uno de los brazos de soporte mediante un cojinete flotante en la instalación de soporte, permitiendo el cojinete flotante al brazo de soporte alojado mediante éste, un movimiento en la instalación de soporte, paralelo a la dirección longitudinal del rodillo de desvío , caracterizado por que se proporciona un elemento contrario elástico que actúa en paralelo con respecto a la dirección longitudinal del rodillo de desvío sobre el brazo de soporte alojado en el cojinete flotante , que hace frente a una separación en aumento entre los brazos de soporte.
PDF original: ES-2606055_T3.pdf
{kind=link}