SISTEMA DE INSPECCIÓN POR ULTRASONIDOS.
Sección de la CIP Física
(13/05/2020). Inventor/es: AIZPURUA MAESTRE,Iratxe, CASTRO CASAS,Ivan, GARCÍA MONTEJANO,Antonio. Clasificación: G01N29/24.
Sistema de inspección por ultrasonidos que comprende un sensor de ultrasonidos emisor configurado para enviar un haz ultrasónico a través de un medio a inspeccionar, y un sensor de ultrasonidos receptor configurado para recibir el haz ultrasónico , comprendiendo cada sensor de ultrasonidos un cristal piezoeléctrico y una suela , siendo la suela disponible sobre la superficie del medio a inspeccionar, y teniendo la suela un plano inclinado con respecto a la superficie del medio en donde apoya el cristal piezoeléctrico , y en donde el plano inclinado de la suela tiene una forma cóncava para la desfocalización del haz ultrasónico , estando el cristal piezoeléctrico configurado para adaptarse a dicha forma cóncava de la suela.
PDF original: ES-2760223_A1.pdf
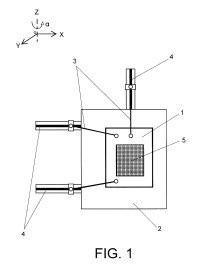
Máquina herramienta rectificadora sin centros dinámicamente amortiguada y método de rectificado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/2020). Inventor/es: MUÑOA GOROSTIDI,Jokin, MANCISIDOR AIZPURUA,IKER, CONDE DECIMAVILLA,LUIS. Clasificación: B24B49/00, B24B41/00, B24B49/10, B24B5/18.
Máquina herramienta rectificadora sin centros dinámicamente amortiguada comprendiendo:
• unas muelas entre las que es disponible una pieza a rectificar,
• unos cabezales para portar las muelas ,
• al menos un medio de traslación de uno de los cabezales para producir un movimiento según una dirección de separación y aproximación entre las muelas ,
• unos medios de detección para detectar durante el mecanizado una vibración en al menos uno de los cabezales ; y
• al menos un amortiguador configurado para producir un movimiento de amortiguación de la vibración; caracterizada por que
al menos uno de los amortiguadores está dispuesto sobre una cara superior de uno de los cabezales ;
el amortiguador comprende una masa móvil y un actuador configurado para mover la masa móvil en la dirección de separación y aproximación entre las muelas.
PDF original: ES-2783825_T3.pdf
SISTEMA DE MEDICIÓN DE PIEZAS INDUSTRIALES DE ALTO RANGO.
(26/04/2019) 1. Sistema de medición de piezas industriales de alto rango, que comprende:
- unos puntos de medida situados en cada pieza a medir,
- un instrumento de medida para obtener información acerca de los puntos de medida ,
- una primera pantalla de visualización donde se representa la información obtenida a través del instrumento de medida ,
caracterizado por que comprende una segunda pantalla de visualización que es portable y que está conectada a la primera pantalla de visualización , de tal manera que un usuario que esté realizando la medición de la pieza y que lleve consigo dicha segunda pantalla de visualización , tiene a su alcance a tiempo real la información mostrada en la primera pantalla de visualización…
Método para control de vibraciones en piezas.
Sección de la CIP Física
(24/01/2019). Inventor/es: MUÑOA GOROSTIDI,Jokin, MERINO HERNÁNDEZ,RUBÉN, MANCISIDOR AIZPURUA,IKER. Clasificación: G05B19/404.
Método para control de vibraciones en piezas , siendo las piezas deformables a flexión al ser mecanizadas, caracterizado por que comprende los pasos de:
• seleccionar un sistema que comprende unos medios de desplazamiento , unos medios actuadores y unos medios de fijación ;
• desplazar el sistema hasta la pieza mediante los medios de desplazamiento ;
• fijar rígidamente los medios actuadores en la pieza mediante los medios de fijación ; y
• ejercer una fuerza contra la pieza mediante los medios actuadores para realizar un amortiguamiento activo de las vibraciones durante el mecanizado de la pieza.
PDF original: ES-2697499_T3.pdf
Sección de la CIP Técnicas industriales diversas y transportes
(05/04/2017). Inventor/es: BARRENETXEA AZPEITIA,DAVID, ALVAREZ RUIZ,JORGE, BEDIAGA ESCUDERO,IÑIGO. Clasificación: B24B1/00, B24B5/18.
Método de rectificado, que emplea una muela rectificadora (M) para mecanizar durante un ciclo de rectificado (T) una pieza rectificada (P), utilizándose al menos tres velocidades de rectificado, las cuales son una velocidad de giro (Nw) de la pieza rectificada (P), una velocidad de giro (Vs) de la muela rectificadora (M) y una velocidad de avance de aproximación (Vf) entre la muela rectificadora (M) y la pieza rectificada (P), caracterizado en que se realiza durante todo el ciclo de rectificado (T) una variación continua y combinada de, al menos, la velocidad de giro (Nw) de la pieza rectificada (P) y la velocidad de avance de aproximación (Vf) entre la muela rectificadora (M) y la pieza rectificada (P) y las velocidades de rectificado se varían en función del espesor de viruta máximo (hcu) y de una temperatura límite (θ*) en la zona de corte definida entre la muela rectificadora (M) y la pieza rectificada (P).
PDF original: ES-2627687_T3.pdf
Método de calibración de los ejes de accionamiento de una máquina herramienta.
(07/12/2016) Método de calibración de los ejes de una máquina herramienta, empleado para determinar errores de posicionamiento de los ejes de accionamiento de la máquina, que comprende una mesa de trabajo , un cabezal y unas reglas de captación configuradas para determinar la posición de los ejes de accionamiento,
comprendiendo el método las etapas de:
A. disponer en el cabezal un medidor provisto de tres sensores de desplazamiento lineales que presentan una disposición ortogonal entre sí,
B. disponer en la mesa de trabajo al menos una esfera de precisión ,
C. establecer una posición de referencia estimada del centro de la esfera de precisión de acuerdo a una posición estimada de los ejes de accionamiento de la…
Máquina herramienta dinámicamente estable.
(11/05/2016) Máquina herramienta dinámicamente estable, comprendiendo:
• un carnero que incorpora un cabezal de mecanizado portador de una herramienta de corte , en el que se producen vibraciones durante el mecanizado según, al menos, dos direcciones principales de flexión del carnero ,
• unos sensores adaptados para medir la magnitud de las vibraciones con las que oscila el carnero en las direcciones principales de flexión, y
• al menos dos actuadores inerciales , estando caracterizada dicha máquina herramienta dinámicamente estable porque los actuadores inerciales son sustancialmente planos,
donde cada actuador inercial está adaptado para generar una fuerza (F) en una de las direcciones principales de flexión de carnero , integrándose cada actuador inercial en una cara lateral del…
Amortiguador inercial para la supresión de vibraciones en máquina herramienta.
(10/09/2014) Amortiguador inercial para la supresión de vibraciones en máquina herramienta, comprendiendo una carcasa externa que puede ser fijada a la estructura de la máquina herramienta a amortiguar, alojándose en el interior de dicha carcasa externa una masa inercial suspendida cuya rigidez y amortiguación se sintonizan en base a la frecuencia de vibración de la estructura de la máquina herramienta a amortiguar, disponiéndose asociados a la masa inercial unos pares de imanes , estando los imanes de cada par separados entre sí por medio de una placa conductora eléctrica que va fijada a la carcasa externa y que no establece contacto mecánico con los imanes…
Procedimiento de medición y alineación de piezas para mecanizado en máquina herramienta.
(19/03/2014) Procedimiento de medición y alineación de piezas para mecanizado en máquina herramienta, en donde una pieza en bruto es alineada respecto a los ejes de la máquina herramienta para obtener una pieza final de acuerdo a la forma geométrica de una pieza ideal, comprendiendo el procedimiento las etapas:
Etapa 1: Marcado de unos puntos sobre las superficies a mecanizar de la pieza en bruto, medición de las cotas tridimensionales de dichos puntos y obtención de la forma geométrica de la pieza en bruto;
Etapa 2: Obtención automática de unas entidades geométricas que definen la forma geométrica de la pieza ideal;
Etapa 3: Asociación automática entre los puntos medidos sobre la pieza en bruto y las entidades geométricas de la pieza ideal a las que correspondan dichos puntos;
Etapa 4: Cálculo de la alineación, que…
MESA DE GUIADO PARA MÁQUINA HERRAMIENTA.
Sección de la CIP Técnicas industriales diversas y transportes
(05/07/2012). Ver ilustración. Inventor/es: ZATARAIN GORDOA,MIKEL, URRETA PRIETO,Harkaitz. Clasificación: B23Q1/48.
Mesa de guiado para máquina herramienta, constituida por una placa móvil que va soportada sobre un asiento con total libertad de movimiento; en donde la placa móvil va unida mediante unas barras articuladas en sus extremos a unos accionamientos que se disponen sobre un mismo plano horizontal y que son movidos por motores independientes, actuándose dos movimientos de traslación horizontal de la placa móvil sobre unos ejes (OX, OY) y un movimiento de rotación (¿) de dicha placa móvil sobre un eje (OZ); y en donde la mesa de guiado va provista de un sistema de captación para determinar la posición de la placa móvil.
Método de refrigeración- lubricación para el rectificado.
(14/03/2012) Método de refrigeración-lubricación para el rectificado, de los que llevan a cabo la refrigeración-lubricación mediante el empleo de un fluido de corte que es proyectado contra la muela , penetrando dentro de esta última, además del fluido de corte , se proyecta también contra la muela un fluido complementario , caracterizado porque dicho fluido complementario que también penetra dentro de la muela actúa sobre el fluido de corte a muy baja temperatura una vez que éste último ha penetrado dentro de la muela y se ha alojado en los intersticios internos de esta última, modificando así el fluido complementario las propiedades de dicho fluido de corte ; porque el fluido de corte mantiene sus propiedades modificadas hasta alcanzar la zona de contacto entre la muela y la pieza a rectificar; y porque al llegar a la zona de…
MÉTODO DE REFRIGERACIÓN-LUBRICACIÓN PARA EL RECTIFICADO.
(19/10/2011) Método de refrigeración-lubricación para el rectificado, que consiste en proyectar el fluido de corte y un fluido complementario a muy baja temperatura , contra la muela de rectificado, de manera que ambos fluidos (2 y 4) penetran en la muela , actuando el fluido complementario sobre el fluido de corte , modificando las propiedades de éste, el cual al llegar a la zona de contacto entre la muela y la pieza que se rectifica, recupera nuevamente las propiedades originales por el aumento de temperatura que sufre en dicha zona
INSTALACIÓN AUTOMATIZADA PARA CONSTRUIR GRANDES PIEZAS ESTRUCTURALES DE MATERIAL COMPOSITE Y PROCEDIMIENTO DE CONSTRUCCIÓN DE PIEZAS CON DICHA INSTALACIÓN.
(14/10/2011) Instalación automatizada para construir grandes piezas estructurales de material composite y procedimiento de construcción de· piezas con dicha instalación, comprendiendo una máquina , en la que entre sendos soportes a modo de punto y contrapunto se dispone un molde que es susceptible de ser girado para situar sucesivamente las caras laterales del mismo hacia arriba, aplicándose longitudinalmente sobre la cara situada en la parte superior, mediante respectivos carros de aplicación (5 y 6), hilos de fibra o mantas de fibra, con los cuales se forma sobre el mencionado molde la pieza a obtener
MESA DE POSICIONAMIENTO DE LAS PIEZAS A MECANIZAR EN MAQUINAS-HERRAMIENTAS.
(17/08/2011) Mesa de posicionamiento de las piezas a mecanizar en máquinas-herramientas, formada por dos platos (2 y 3) de diferentes diámetros, yendo integrado el plato de menor diámetro en el plato de mayor diámetro y el conjunto de ambos sobre una bancada fija, con accionamientos de giro independientes
CABEZAL PARA LA COLOCACION AUTOMATICA DE MANTAS DE FIBRA.
(11/08/2010) Cabezal para la colocación automática de mantas de fibra, el cual determina un recorrido de la manta de fibra a colocar, hasta una zona de colocación, pasando por una zona de impregnación con resina y por una zona de corte , incluyendo por delante y por detrás de dichas zonas (3 y 4) sendos conjuntos de rodillos que conducen a la manta de fibra y controlan su tensión
{kind=link}