CIP-2021 : B29C 49/18 : utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/18[1] › utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/18 · utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
Sistema y método para el moldeo por soplado múltiple.
(26/02/2020) Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende:
un primer molde que tiene una pluralidad de primeras porciones que cooperan para definir una primera superficie interna contra la cual se sopla la preforma para formar una primera forma;
un segundo molde que tiene una pluralidad de segundas porciones que cooperan para definir una segunda superficie interna contra la cual se sopla la primera forma para formar una segunda forma;
caracterizado porque comprende además:
una barra de estiramiento contrario que se mueve dentro de uno del primer molde y del segundo molde para estirar una base del contenedor;
un servomotor del primer molde que acciona la pluralidad de primeras porciones del primer molde una con respecto a la otra y un servomotor del segundo…
Válvula de fluido de soplado, unidad de moldeo por soplado y método de moldeo por soplado.
(28/02/2019) Una válvula de fluido de soplado adaptada para proporcionar un flujo de un fluido de soplado en un dispositivo de moldeo por soplado con al menos un caudal controlable, especialmente durante una fase de pre-soplado de un proceso de soplado por inyección, donde la válvula de fluido de soplado comprende al menos una abertura de entrada adaptada para ser suministrada con el fluido de soplado a una presión de entrada, al menos una abertura de salida adaptada para dispensar el fluido de soplado, y al menos un elemento desplazable , en donde diferentes posiciones de al menos un elemento desplazable corresponde a diferentes caudales del fluido de soplado a través de la válvula de fluido…
Procedimiento para conformar un recipiente.
(05/10/2018) Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar aire presurizado para impulsar la preforma a ajustarse a la forma de la cavidad del molde primario para conformar un artículo primario;
c. permitir que el artículo primario se contraiga a un volumen predeterminado;
d. disponer el artículo primario en una segunda cavidad del molde;
e. aplicar aire presurizado para impulsar el artículo primario a ajustarse a la segunda cavidad del molde para conformar un artículo intermedio; en donde, el procedimiento comprende, además
f. recortar al menos una porción del artículo intermedio para conformar un recipiente final, y aplicar aire presurizado para impulsar el artículo primario a ajustarse a la segunda cavidad del molde para conformar…
Método y aparato de moldeo para aplicar presión positiva a un recipiente moldeado.
(12/07/2017). Solicitante/s: AMCOR LIMITED. Inventor/es: BATES,PETER, WILSON,BRADLEY, MAST,LUKE A.
Método para formar un recipiente, comprendiendo:
moldear por soplado una forma primaria del recipiente dentro de un molde primario , teniendo la forma primaria una superficie externa ;
aplicar un fluido a la superficie externa de la forma primaria para contraer la forma primaria y formar una forma contraída del recipiente; y
moldear por soplado una forma secundaria del recipiente a partir de la forma contraída dentro de un molde secundario , caracterizado por que la aplicación del fluido se produce mientras que la forma primaria está dentro del molde primario.
PDF original: ES-2637713_T3.pdf
Recipientes de PET con propiedades térmicas mejoradas.
(01/02/2017) Un proceso para formar un recipiente de plástico PET moldeado por soplado que tiene propiedades térmicas mejoradas, comprendiendo el proceso las etapas de, en un sistema integrado:
* inyectar una resina PET fundida en una cavidad de molde de inyección para formar una preforma;
* eliminar la preforma mientras la preforma está a una temperatura de 75ºC a 130ºC;
* transportar la preforma a al menos una estación de acondicionamiento a una tasa tal que la temperatura de la superficie de la preforma no disminuya más de 5ºC;
* acondicionar la preforma calentando selectivamente áreas específicas de la preforma que comprenden al menos las zonas de formación de cuello, formación de cuerpo, formación de talón y formación de base de la preforma para lograr un gradiente de temperatura en las áreas específicas…
Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado.
(26/10/2016) Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad en la impresión del recipiente , y por un fondo de molde móvil con relación a la pared entre una posición retraída en la cual se extiende en retirada con relación a la cavidad , y una posición desplegada en la cual cierra la cavidad , comprendiendo este procedimiento:
- una fase de introducción de la preforma en el molde;
- una fase de presoplado que comprende la inyección en la preforma de un fluido bajo presión a una presión llamada de presoplado,
- una fase de soplado, consecutiva…
Máquina de moldeo por soplado.
(21/09/2016) Un aparato de moldeo por soplado que comprende:
N filas de placas de sustentación, siendo N un número entero igual o mayor de 2, en el que cada una de las N filas de placas de sustentación destinadas a ser transferidas a lo largo de una dirección de transferencia que sustenta una pluralidad de moldes de garganta;
un miembro (20A a 20D) de transferencia de soporte que transfiere las N filas de placas de sustentación, soportando el miembro (20A a 20D) de transferencia de soporte las N filas de placas de sustentación de manera que se pueda modificar un paso entre filas de las N filas de placas de sustentación;
una estación de moldeo por inyección que moldea por inyección una pluralidad de preformas (1A), incluyendo la estación de moldeo por inyección…
Método de fabricación de un producto inyectado y soplado.
(28/05/2014) Un método de fabricación de un producto mediante las etapas de
i) inyectar un material termoplástico suficientemente calentado en una primera cavidad para formar un producto preliminar que comprende un collar que tiene una característica de conexión situada en su superficie interior , a continuación
ii) de manera opcional enfriar el producto preliminar de la etapa i), a continuación
iii) moldear por soplado el producto preliminar en una segunda cavidad para formar un volumen vacío , en donde las etapas i) a iii) se realizan en una sola unidad de moldeo, a continuación
iv) retirar el producto acabado producido en la etapa iii) de la única unidad de moldeo.
Método de fabricación de un envase con asa de conexión integral múltiple.
(06/11/2013) Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo:
(a) formar una preforma dotada de una porción de cuello y una porción expandible debajo de la porción de cuello ; teniendo la preforma al menos un bucle de materialplástico orientable; siendo el material el mismo material que una pared de la preforma ;estando el bucle conectado integralmente tanto en un primer extremo como en un segundoextremo a una primera ubicación y a una segunda ubicación separada respectivas en lapreforma ; el bucle está integralmente conectado en el primer extremo a la…
Método y dispositivo para la producción de un cuerpo hueco con disminución del consumo de aire.
(31/07/2013) Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado (2a), que presenta al menos las siguientes etapas:
i. Soplado previo de la pieza premoldeada por estiramiento y conducción de un primer medio al interior de la pieza premoldeada, que se almacena en un primer almacén de medios y que se expone a una presión p1;
ii. Soplado de terminación de la pieza premoldeada por la conducción de un segundo medio al interior de la pieza premoldeada, que se almacena en un segundo almacén de medios y cuya presión p2 es mayor que p1;
iii. Refrigeración del cuerpo hueco desde el interior por la entrada de un tercer medio, que se almacena en un tercer almacén de medios y cuya presión p3 es mayor que p2 y la marcación completa del cuerpo hueco…
Procedimiento para la fabricación de un artículo de plástico así como herramienta de moldeo por soplado.
(19/07/2013) Procedimiento para la fabricación de un artículo de plástico que comprende las siguientes etapas deprocedimiento:
extruir una preforma aproximadamente tubular ,
dividir el flujo de masa fundida dentro de la cabeza de extrusión o separar el producto extruido que sale oque ha salido ya de la cabeza de extrusión de tal manera que se obtiene una preforma con una seccióntransversal con forma aproximadamente de C y
conformar la preforma dentro de una herramienta de moldeo por soplado con la aplicación de presióndiferencial para dar un cuerpo hueco, caracterizado porque en primer lugar se realiza un ensanchamiento ypreconformado parcial de la preforma con la herramienta de moldeo por soplado parcialmente cerrada ,en una etapa adicional entre las partes de la herramienta de moldeo por soplado no completamente…
Procedimiento para la producción de un contenedor asociable con bombas sin aire.
(23/04/2013) Procedimiento para la producción de un contenedor, que comprende las etapas siguientes:
a. proporcionar un cuerpo rígido externo provisto de un cuello que define una abertura que da acceso a lacavidad del cuerpo,
b. y una preforma realizada en material termoplástico, comprendiendo dicha preforma un cuello a partir del cualse extiende radialmente un reborde ,
c. calentar dicha preforma por encima del punto de reblandecimiento del material termoplástico,
d. disponer la preforma en la abertura del cuerpo ,
e. alimentar el interior de la preforma con un primer chorro de aire que infla la preforma para formar una bolsa queocupe, por lo menos parcialmente, dicha…
Proceso para producir un recipiente moldeado por soplado y estirado que tiene un asa moldeada integralmente.
(17/04/2012) Un proceso para producir un recipiente que tiene un asa integral, que comprende las etapas de:
a) disponer una preforma en una cavidad de molde;
b) moldear por estirado y soplado la preforma para conformar un recipiente intermedio ;
c) aplicar uno o más machos móviles hacia dentro para conformar una o más región/regiones de agarre cóncavas, manteniendo al mismo tiempo la presión en el interior del recipiente intermedio por encima de 1 bar y siendo la temperatura del material en la región de agarre del recipiente intermedio una temperatura inferior a la temperatura Tg de transición vítrea;
d) liberar el exceso de presión en el interior del recipiente, preferiblemente antes de retirar el macho del interior del recipiente; y
e) expulsar el recipiente acabado de la cavidad de molde.
METODO Y DISPOSITIVO PARA LA PRODUCCION DE UN CUERPO HUECO CON DISMINUCION DEL CONSUMO DE AIRE.
(30/12/2009) Método para la producción de un cuerpo hueco que se moldea a partir de una pieza premoldeada calentada de plástico termoplástico en un molde de soplado contorneado (2a), que presenta al menos las siguientes etapas:
i. Soplado previo de la pieza premoldeada por estiramiento y conducción de un primer medio al interior de la pieza premoldeada, que se almacena en un primer almacén de medios y que se expone a una presión p1;
ii. Soplado de terminación de la pieza premoldeada por la conducción de un segundo medio al interior de la pieza premoldeada, que se almacena en un segundo almacén de medios y cuya presión p2 es mayor que p1;
iii. Refrigeración del cuerpo hueco …
RECIPIENTES CON BOCA ANCHA, TERMOENDURECIBLES, QUE COMPRENDEN ASIDEROS Y PROCEDIMIENTO PARA SU PRODUCCION.
(16/06/2004) Un recipiente de plástico unitario incluyendo una terminación de cuello, una porción de hombro, una porción de cuerpo y una porción de base , extendiéndose dicha porción de hombro desde dicha terminación de cuello y conectando con dicha porción de cuerpo que se extiende desde dicha porción de hombro, estando conectada dicha porción de base a dicha porción de cuerpo y cerrando un extremo inferior de dicho recipiente y definiendo dicha terminación de cuello una boca que tiene un primer diámetro, definiendo dicha porción de cuerpo una anchura de recipiente e incluyendo asideros definidos en ella y formando desviaciones sustanciales a dicho recipiente que permiten agarrar dicho recipiente entre los dedos pulgar e índice de una mano; caracterizándose…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE RECIPIENTES DE PLASTICO.
(01/07/2003). Solicitante/s: HYGRAMA AG. Inventor/es: FRISCH, HERBERT, ING.
LA FABRICACION DE RECIPIENTES DE PLASTICO HUECOS SE EFECTUA INTRODUCIENDO UNA PIEZA BRUTA PREFORMADA EN UN MOLDE DE SOPLADO , EXTENDIENDOLA LONGITUDINALMENTE MEDIANTE UNA LANZA MOVIL E INYECCION DE UN MEDIO DE SOPLADO Y MOLDEANDOLA FINALMENTE MEDIANTE INYECCION DE UN MEDIO DE SOPLADO CON UNA PRESION MAYOR. PARA REDUCIR LOS TIEMPOS DE AJUSTE ENTRE LOS DOS NIVELES DE PRESION UTILIZADOS Y ACORTAR ASI EL TIEMPO DE FABRICACION DE LOS RECIPIENTES, EL MEDIO DE SOPLADO CON EL PRIMER O BAJO NIVEL DE PRESION ES GENERADO POR LA MISMA FUENTE DE PRESION (D) QUE EL MEDIO DEL ALTO NIVEL DE PRESION. LA PRESION MAS BAJA SE OBTIENE REDUCIENDO EL CAUDAL DE AIRE CORRESPONDIENTE AL ALTO NIVEL DE PRESION MEDIANTE ESTRANGULAMIENTO DE TAL MODO QUE POR LA PROPIA EXPANSION DE LA PIEZA BRUTA EL ALTO NIVEL DE PRESION SE REDUZCA AL BAJO NIVEL DE PRESION.
PROCEDIMIENTO PARA PRODUCIR CUERPOS HUECOS DE PLASTICO ESPUMADO.
(16/06/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR CUERPOS HUECOS DE PLASTICO, ESPUMOSOS, HECHOS DE POLIETILENO O POLIPROPILENO, EN UN PROCEDIMIENTO DE MOLDEO POR SOPLADO Y EXTRUSION, QUE UTILIZA UN EXTRUSOR DE TORNILLO SIN FIN Y UNA HERRAMIENTA DE SOPLADO. EL MATERIAL PLASTICO SE ESPUMA POR MEDIO DE UN AGENTE QUIMICO DE EXPANSION Y UN PRE-MOLDE TUBULAR COMPUESTO POR ESTE MATERIAL PLASTICO ESPUMADO SE SOPLA EN LA HERRAMIENTA DE SOPLADO. EL PROCEDIMIENTO SE CARACTERIZA POR EL HECHO DE QUE LA HERRAMIENTA DE SOPLADO TIENE UNA TEMPERATURA SUPERFICIAL DE AL MENOS 35 C, PORQUE EL AGENTE DE EXPANSION QUE SUFRE DESCOMPOSICION ENDOTERMICA CON EFECTO…
TAMBOR DE PLASTICO CERRADO DE UNA PIEZA MOLDEADO POR SOPLADO CON UN ANILLO DE MANIPULACION Y PROCEDIMIENTO PARA EL MOLDEADO DEL MISMO.
(01/12/2002). Ver ilustración. Solicitante/s: SONOCO PRODUCTS COMPANY. Inventor/es: MALIK, JOHN H., MIKULA, JOHN H., JULIEN, ROBERT A.
SE DESCRIBE UN BIDON DE PLASTICO CERRADO, MOLDEADO POR SOPLADO EN UNA PIEZA QUE TIENE UN ANILLO DE MANIPULACION , FORMADO INTEGRALMENTE Y MOLDEADO POR COMPRESION, ASI COMO EL PROCEDIMIENTO PARA SU MOLDEO. EL BIDON TIENE UNA RESISTENCIA ESTRUCTURAL Y ESTABILIDAD QUE LE PERMITE RESISTIR A SU ROTURA EN CASO DE IMPACTO DEBIDO AL VUELCO O A LA CAIDA DEL BIDON. EL BIDON INCLUYE UNA PARTE DE CUERPO , GENERALMENTE CILINDRICA, Y UNA PARTE DE CABEZA , MOLDEADA INTEGRALMENTE CON UN EXTREMO SUPERIOR DE LA PARTE DE CUERPO , Y QUE INCLUYE UN AREA DE TRANSICION ALREDEDOR Y ENTRE EL EXTREMO SUPERIOR DE LA PARTE DEL CUERPO Y UNA PARTE SUPERIOR DEL BIDON EN LA PARTE DE CABEZA . LA ZONA DE TRANSICION TIENE UNA SUPERFICIE INTERIOR CURVA (17B), CON AL MENOS UN RADIO, PREFERENTEMENTE UNA DOBLE GOLA CON TRES RADIOS PREDETERMINADOS (F, G, H), DE MANERA QUE NO SE FORMEN ANGULOS AGUDOS ENTRE LAS SUPERFICIES INTERIORES EN LA ZONA DE TRANSICION.
PROCEDIMIENTO PARA MOLDEAR CONTENEDORES GRANDES POR EL PROCESO DE MOLDEO POR SOPLADO Y ESTIRADO.
(01/05/2002) SE PROPORCIONA UN METODO PARA MOLDEAR UN RECIPIENTE GRANDE QUE INCLUYE LOS PASOS DE PREPARACION DE UNA PREFORMA A PARTIR DE UN PARISON DE EXTREMO CERRADO DE PARED GRUESA, MOLDEO POR INYECCION APLICANDO REPETIDA E INTERMITENTEMENTE UNA PRESION DE AIRE DE INSUFLACION AL PARISON Y SOLTANDO LA PRESION DE AIRE INSUFLADO DESDE EL MISMO, Y ESTIRAMIENTO DE MOLDEO POR INSUFLACION DE LA PREFORMA EN UN RECIPIENTE GRANDE DE PARED DELGADA. EL PARISON DE EXTREMO CERRADO ES LIBERADO DE UN MOLDE INMEDIATAMENTE DESPUES DE QUE UNA CAPA DE PIEL QUE MANTIENE UNA FORMA DE PARISON SE FORME EN LA SUPERFICIE DEL PARISON DE EXTREMO CERRADO QUE TIENE UNA TEMPERATURA INTERIOR ELEVADA, Y A CONTINUACION ES MOLDEADA EN UNA PREFORMA CON UN MOLDE DE PREFORMA CALENTADO A UNA TEMPERATURA…
DISPOSITIVO DE MOLDEO POR SOPLADO CON DOS MOLDES QUE SIRVEN RESPECTIVAMENTE PARA EL PREFORMADO Y FORMADO FINAL DE GRANDES CONTENEDORES POR EL USO DE UN DISPOSITIVO DE CERRADO.
(01/02/2002). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI.
SE PROPORCIONA UN APARATO DE MOLDEO COMPUESTO APLICABLE A UN EMPLAZAMIENTO IDENTICO PARA PREFORMAR UN PARISON DE EXTREMO CERRADO O CONTROLAR LA TEMPERATURA DEL PARISON DE EXTREMO CERRADO ASI COMO PARA ESTIRAR POR MOLDEO POR INSUFLACION DE AIRE LA PREFORMA O EL PARISON DE TEMPERATURA CONTROLADA A UN PRODUCTO FINAL , COMO UNA BOTELLA . EL APARATO DE MOLDEO COMPUESTO APLICADO PARA ESTIRAMIENTO DE MOLDEO POR INSUFLACION POR AIRE COMPRENDE UN DISPOSITIVO DE SUJECION , UN PAR DE PRIMERAS MITADES DE MOLDE ; Y UN PAR DE SEGUNDAS MITADES DE MOLDE (16B), DONDE DICHO PAR DE SEGUNDAS MITADES DE MOLDE (16B) ESTAN COLOCADAS DE FORMA QUE SE PUEDEN QUITAR ENTRE DICHO PAR PRIMERAS MITADES DE MOLDE EN DICHO DISPOSITIVO DE SUJECION PARA UTILIZAR EL DISPOSITIVO DE SUJECION COMO UN ELEMENTO DE SUJECION COMUN.
TAMBOR DE PLASTICO CERRADO MOLDEADO POR SOPLADO DE UNA PIEZA CON ANILLO DE MANIPULACION Y PROCEDIMIENTO DE MOLDEO DEL MISMO.
(01/09/2001) UN TAMBOR DE PLASTICO CERRADO MOLDEADO POR SOPLADO DE UNA PIEZA CON UNA ARGOLLA DE MANEJO MOLDEADA POR COMPRESION INTEGRAMENTE FORMADA EN EL MISMO Y UN METODO PARA MOLDEARLO. EL TAMBOR TIENE UNA RESISTENCIA Y ESTABILIDAD ESTRUCTURALES PARA RESISTIR LA ROTURA DEL TAMBOR AL RECIBIR UN IMPACTO DEBIDO A SU INCLINACION O CAIDA. EL TAMBOR INCLUYE UN CUERPO GENERALMENTE CILINDRICO Y UNA CABEZA INTEGRAMENTE MOLDEADA CON UN EXTREMO SUPERIOR DEL CUERPO QUE INCLUYE UNA ZONA DE TRANSICION ALREDEDOR Y ENTRE EL EXTREMO SUPERIOR DEL CUERPO Y UNA TAPA DEL TAMBOR EN LA CABEZA . EL AREA DE TRANSICION POSEE UNA SUPERFICIE CURVA EXTERNA (17A) CON…
MOLDEO DE RECEPTACULOS LLEVANDO A CABO VARIOS PASOS DE SOPLADO.
(16/03/1998). Solicitante/s: UNIFILL S.P.A. UNIFILL INTERNATIONAL A/G. Inventor/es: TABARONI, ROBERTO, BARTOLI, ANDREA.
UN SISTEMA PARA MOLDEAR RECEPTACULOS EN UN MATERIAL TERMOCONFORMABLE Y TERMOSOLDABLE QUE CONSISTE EN UNA ESTACION DE CALENTAMIENTO Y SOLDADURA Y UNA ESTACION DE CONFORMACION Y ESTABILIZACION DE LA FORMA CON AL MENOS UNA ESTACION DE SOLDADURA Y CONFORMACION ENTRE MEDIAS, CON LO QUE SE OBTIENE UNA CONFORMACION Y ESTABILIZACION DE LA FORMA PROGRESIVA DEL RECEPTACULO.
GEOMETRIA DE FONDO DE RECIPIENTES PET REUTILIZABLES.
(01/10/1997) EL CAMPO TECNICO DE LA INVENCION SON LAS GEOMETRIAS DE FONDO DE BOTELLAS PET, QUE TIENEN ABOMBAMIENTO CONFIGURADO HACIA EL INTERIOR, PARA SER AL MISMO TIEMPO ESTABLE DE TEMPERATURA CON LAVADOS EN CALIENTE Y CON CAPACIDAD DE INSPECCION VISUAL PERIMETRICA. LA INVENCION PROPONE PARA LA OBTENCION DE ESTE OBJETIVO, LA UTILIZACION DE UNA APLICACION (1;1A,1B,1C) DE FONDO EN FORMA DE CONO TRUNCADO, SOBRE EL QUE SE CONFIGURA EN UN PRIMER PASO DE CONFORMACION DE SOPLADO DEL MOLDE PREVIO UNA GEOMETRIA DE FONDO DEL RECIPIENTE GENERADO COMO PRODUCTO INTERMEDIO, QUE TIENE UNA ESTAMPACION EN FORMA DE ONDAS (10',10'',10W)…
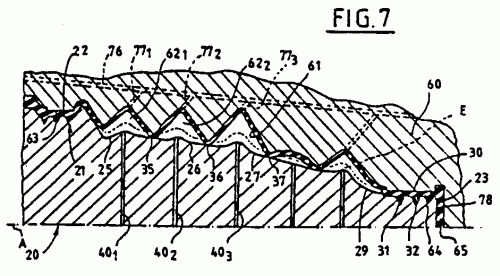
PROCEDIMIENTO Y EQUIPO DE FABRICACION DE UN FUELLE DE PROTECCION PARA DISPOSITIVO DE TRANSMISION, COMO UNA JUNTA HOMOCINETICA O SIMILAR, MEDIANTE INYECCION-SOPLADO.
(01/05/1989). Ver ilustración. Solicitante/s: HUTCHINSON S.A.. Inventor/es: CHEYMOL, ANDRE, HAZARD, CLAUDE.
PROCEDIMIENTO Y EQUIPO DE FABRICACION DE UN FUELLE DE PROTECCION PARA DISPOSITIVO DE TRANSMISION, COMO UNA JUNTA HOMOCINETICA O SIMILAR, MEDIANTE INYECCION-SOPLADO. SE INYECTA PRIMERAMENTE EN UN PRIMER MOLDE Y EN EL CURSO DE UNA PRIMERA FASE UNA PIEZA DESBASTADA O ESBOZO DE FUELLE Y LOS EXTREMOS DE ELLA Y SE PROCEDE, EN UN SEGUNDO MOLDE DE NUCLEO Y VAINAS QUE DEFINEN LAS ESPIRAS DEL FUELLE Y QUE PRESENTA POR LO MENOS UNA ZONA DE APRETAMIENTO ENTRE EL NUCLEO Y LAS VAINAS EN LA UNION DE DOS ESPIRAS ADYACENTES POR LO MENOS, A UN SOPLADO DE DICHA PIEZA DESBASTADA, ESPIRA POR ESPIRA O GRUPO DE ELLAS, EN EL CURSO DE UNA SEGUNDA FASE Y HASTA LA OBTENCION DE LA FORMA DESEADA DEL FUELLE.
PROCEDIMIENTO DE FABRICACION AUTOMATICA DE CUERPOS HUECOS CERRADOS E INTERIORMENTE ESTERILES Y DISPOSITIVO PARA LA PUESTA EN PRACTICA DE ESTE PROCEDIMIENTO.
(01/12/1976). Solicitante/s: E.P. REMY & CIE.
Resumen no disponible.
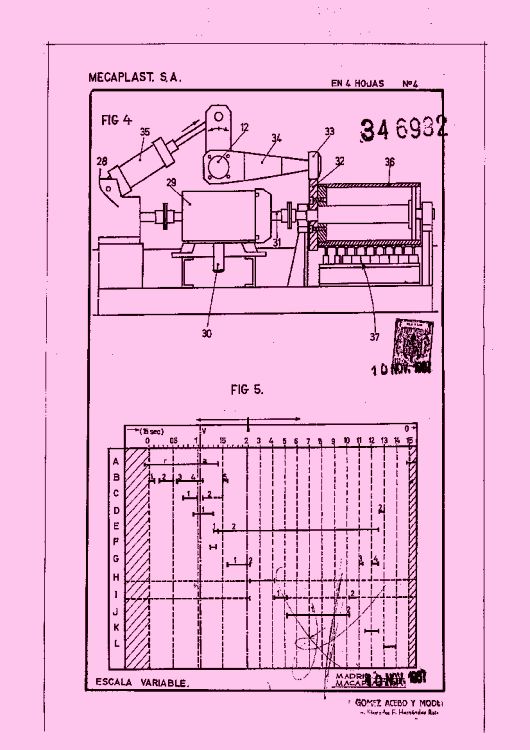
PERFECCIONAMIENTOS EN LA CONSTRUCCION DE MAQUINAS PARA LA EXTRUSION, INSUFLADO Y LLENADO DE BOTELLAS DE MATERIA PLASTICA.
(16/01/1969). Ver ilustración. Solicitante/s: MECAPLAST, S. A.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}