CIP-2021 : C21D 9/00 : Tratamiento térmico, p. ej. recocido, endurecido, revenido,
temple, adaptado para artículos particulares; Sus hornos.
CIP-2021 › C › C21 › C21D › C21D 9/00[m] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
Notas[t] desde C21 hasta C30: METALURGIA
C21D 9/02 · para resortes.
C21D 9/04 · para raíles.
C21D 9/06 · · a fin de disminuir la tendencia a la ondulación.
C21D 9/08 · para cuerpos tubulares o tuberías.
C21D 9/10 · · cañones de escopeta.
C21D 9/12 · · tubos de cañones de artillería.
C21D 9/14 · · tuberías resistentes al uso o a la presión.
C21D 9/16 · para granadas explosivas.
C21D 9/18 · para cuchillos, guadañas, tijeras o herramientas manuales de corte similares.
C21D 9/20 · para hojas de patines.
C21D 9/22 · para brocas; fresas; para máquinas herramientas de corte.
C21D 9/24 · para hojas de sierra.
C21D 9/26 · para agujas; para dientes de carda.
C21D 9/28 · para árboles o ejes lisos.
C21D 9/30 · para cigüeñal; árbol de levas.
C21D 9/32 · para ruedas de engranaje, para ruedas helicoidales o similares.
C21D 9/34 · para cubiertas; llantas.
C21D 9/36 · para bolas; para rodillos.
C21D 9/38 · para cuerpos cilíndricos.
C21D 9/40 · para anillos; para cojinetes.
C21D 9/42 · para placas de armadura.
C21D 9/44 · para equipado para revestimiento de minas, p. ej. segmentos, anillos o puntales.
C21D 9/46 · para láminas metálicas.
C21D 9/48 · · láminas embutidas.
C21D 9/50 · para juntas de soldadura.
C21D 9/52 · para alambres; para bandas metálicas.
C21D 9/54 · · Hornos para el tratamiento de bandas o hilos metálicos.
C21D 9/56 · · · Hornos continuos para bandas o alambres.
C21D 9/567 · · · · con calentamiento en lechos fluidizados.
C21D 9/573 · · · · con enfriamiento.
C21D 9/58 · · · · con calentamiento por baños.
C21D 9/60 · · · · con calentamiento por inducción.
C21D 9/62 · · · · con calentamiento directo por resistencia.
C21D 9/63 · · · · estando sujeta la banda por un soporte de gas.
C21D 9/64 · · · Hornos abiertos.
C21D 9/66 · · · Hornos del tipo de torre.
C21D 9/663 · · · Hornos de campana.
C21D 9/665 · · · · invertidos o colocados sobre un lado.
C21D 9/667 · · · · Hornos de varias posiciones.
C21D 9/67 · · · · · adaptados al tratamiento de la carga en vacío o en una atmósfera particular.
C21D 9/673 · · · · Partes constitutivas, accesorios o equipo particular de los hornos de campana.
C21D 9/675 · · · · Preparación de los dispositivos de carga o descarga.
C21D 9/677 · · · · Preparación de los dispositivos de calefacción.
C21D 9/68 · · · Hornos de bobinado; Bobinadores calientes (bobinadores en frío B21C 47/00).
C21D 9/70 · Hornos para lingotes, es decir, fosas de recalentamiento.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA LA HOMOGENEIZACION EN TEMPERATURA DE PRODUCTOS METALICOS EN CURSO DE PASO, PRINCIPALMENTE DE DESBASTES DE ACERO.
(16/06/1986). Solicitante/s: INSTITUT DE RECHERCHES DE LA SIDERURGIE FRANCAISE (IRSID).
DISPOSITIVO PARA HOMOGENEIZAR LA TEMPERATURA DE PRODUCTOS METALICOS EN CURSO DE PASO. CONSTA DE UNOS INDUCTORES ESTATICOS POLIFASICOS DE CAMPO MAGNETICO DESLIZANTE: SON DE ESTRUCTURA PLANA Y ALARGADA; PRESENTAN UNA CULATA MAGNETICA ESTRATIFICADA QUE SE ESPACIA CON REGULARIDAD Y SIRVE DE ALOJAMIENTO A LOS CONDUCTORES FORMADOS POR BARRAS RECTANGULARES DE COBRE HUECO, PARA PERMITIR UNA CIRCULACION DE UN FLUIDO REFRIGERANTE Y UNA CARA ACTIVA SITUADA FRENTE A LA SOLERA DEL HORNO, DOTADA CON UNA LONGITUD DE 6 M Y UNA ANCHURA DE 50 CM Y ESTA REVESTIDA POR UNA PIEZA INSERTADA DE MATERIAL REFRACTARIO Y SE SITUAN BAJO LA SOLERA . SE UTILIZAN EN ACERIA.
UN APARATO PARA CALENTAR INDUCTIVAMENTE LA SUPERFICIE CONICA DE UN ASIENTO DE VALVULA.
(01/06/1986). Solicitante/s: TOCCO,INC.,UNA CORPORACION DEL ESTADO DE ALABAMA.
DISPOSITIVO PARA CALENTAR INDUCTIVAMENTE PARA TEMPLADO LA SUPERFICIE CONICA DE UN ASIENTO DE VALVULA. CONSTA DE BASTIDOR, ELEMENTOS DE CALENTAMIENTO A DISTANCIA, RADIADORES Y CAPTADORES DE ENERGIA ULTRASONICA O ELECTROMAGNETICA PARA EL POSICIONAMIENTO DEL DISPOSITIVO RESPECTO AL ASIENTO Y MEDIOS DE POSICIONAMIENTO. LOS ELEMENTOS PARA GENERAR EL CALENTAMIENTO SON DE TIPO INDUCTIVO. ENTRE LAS DISTINTAS VARIACIONES PARA EL SISTEMA DE POSICIONAMIENTO, SE CITAN LOS SISTEMAS LASER, ULTRASONICO E INFRARROJOS. DE APLICACION EN LA FABRICACION DE MOTORES DE COMBUSTION INTERNA.
UN METODO PARA CALENTAR INDUCTIVAMENTE LA SUPERFICIE CONICA DE UN ASIENTO DE VALVULA.
(01/06/1986). Solicitante/s: TOCCO,INC.,UNA CORPORACION DEL ESTADO DE ALABAMA.
METODO PARA CALENTAR INDUCTIVAMENTE PARA TEMPLADO LA SUPERFICIE CONICA DE UN ASIENTO DE VALVULA. CONSISTE EN HABILITAR UNA BOBINA DE INDUCCION CON UNA SUPERFICIE CONICA COMPLEMENTARIA DEL ASIENTO DE VALVULA. ALINEADOS Y CONCENTRICOS LOS EJES VALVULA Y BOBINA. LA BOBINA SE ACERCA MODIFICANDO SU POSICION TRAS CORRECCIONES A PARTIR DE CAPTADORES DE POSICION Y CUENTAN CON UN INTERIOR HUECO POR EL QUE CIRCULA UN REFRIGERANTE DURANTE EL CICLO DE CALENTAMIENTO. LA DETECCION DEL POSICIONAMIENTO UTILIZA MECANISMOS DE EMISION-RECEPCION DE ENERGIA ULTRASONICO O ELECTROMAGNETICA. DE APLICACION EN FABRICACION DE MOTORES DE COMBUSTION INTERNA.
HORNO DE MUFLA PARA TRATAMIENTOS TERMICOS EN CONTINUO,POR TRASLACION,DE PRODUCTOS REFRACTARIOS O QUE CONTIENEN CARBONO.
(01/04/1986). Solicitante/s: SOCIETE DES ELECTRODES ET REFRACTAIRES SAVOIE (S.E,.R.S.).
HORNO DE MUFLA PARA TRATAMIENTOS TERMICOS EN CONTINUO, POR TRASLACION, DE PRODUCTOS REFRACTARIOS O QUE CONTIENEN CARBONO. CONSTA DE: UNA SECCION DE PRECALENTAMIENTO CONSTITUIDA POR UNA DOBLE ENVOLVENTE ; UN VENTILADOR Y UN TABIQUE PARA PONER EN CIRCULACION A LOS GASES DE COMBUSTION; UNA ZONA DE CALDEO QUE COMPRENDE UNA ZONA DE EXUDACION O SALIDA DE MATERIALES VOLATILES CON UNA ABERTURA QUE DESEMBOCA EN UN PASILLO DELIMITADO POR EL TABIQUE Y LA PARED EXTERNA Y CON UNA SALIDA CERCA DEL QUEMADOR, UNA ZONA DE PIROLISIS Y COQUIZACION DE LA SUSTANCIA QUE TIENE CARBON DE IMPREGNACION Y UNA ZONA DE COCCION , ENTRE 1.000 Y 1.150JC; UNA CHIMENEA PARA EVACUAR GASES; UNOS POSTIGOS DE ENTRADA DE AIRE EXTERIOR Y UN TUNEL DE SALIDA CON UNA CUBIERTA AMOVIBLE.
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO TERMICO DE MATERIALES GRANULARES, ESPECIALMENTE PARA TEMPLAR O REVENIR PARTICULAS METALICAS DE PRODUCTO PARA CHORREADO.
(16/05/1985). Solicitante/s: STRAHLVERFAHRENSTECHNIK BERND BAGINSKI REINER REI.
MEJORAS EN EL PROCEDIMIENTO DE TRATAMIENTO TERMICO DE MATERIALES GRANULARES Y DISPOSITIVO CORRESPONDIENTE.CONSISTENTES EN: GUIAR DE ARRIBA A ABAJO EN EL HORNO Y EN CONTRACORRIENTE RESPECTO DE LOS GASES COMBUSTIBLES, A LOS MATERIALES GRANULARES Y CALENTAR EN EL HORNO, A LAS PARTICULAS DE PRODUCTO PARA CHORREADO, MEDIANTE TRANSMISION DIRECTA E INDIRECTA DE CALOR DE LOS GASES COMBUSTIBLES A LAS MISMAS. CONSTA DE: UN HORNO DE CUBA REVESTIDO INTERIORMENTE DE MATERIAL REFRACTARIO Y TIENE UNAS PLACAS METALICAS INCLINADAS Y APOYADAS EN LA PARED DEL HORNO, UNOS QUEMADORES CON LLAMAS ORIENTADAS HACIA Y UNA ABERTURA DE ENTRADA Y UNA ABERTURA DE SALIDA DE MATERIAL Y UN ACCIONAMIENTO DE VIBRACION QUE SUJETA Y ACCIONA A.
PROCEDIMIENTO PARA OBTENER CABLES Y VARILLAS DE ACERO DE ALTA RESISTENCIA Y ELEVADA DUCTILIDAD.
(16/04/1985). Solicitante/s: THE REGENTS OF THE UNIVERSITY OF CALIFORNIA.
PROCEDIMIENTO DE ELABORACION DE CABLES Y VARILLAS DE ACERO POR ESTIRADO EN FRIO.CONSISTENTE EN ESTIRAR ACERO CON BAJO CONTENIDO EN CARBONO QUE POSEE UNA MICROESTRUCTURA DOBLE CONSISTENTE EN UNA FASE FUERTE DISPERSA EN UNA MATRIZ DE FERRITA BLANDA. ESTRUCTURAS PREFERIDAS SON LAS QUE INCLUYEN COMO FASE FUERTE FERRITA-MARTENSITA O FERRITA-BAINITA. EL ACERO DE PARTIDA TIENE LA SIGUIENTE COMPOSICION: 0,05/0,15 C; 1/3 SI; Y, EVENTUALMENTE, 0,05/0,15 V. ESTE ACERO SE TRATA TERMICAMENTE HASTA CONSEGUIR LA DOBLE MICROESTRUCTURA INDICADA Y LUEGO SE ESTIRA EN PASADAS MULTIPLES, SIN RECOCIDOS INTERMEDIOS, CON UNA REDUCCION TOTAL DE SECCION DE HASTA 99,9, OBTENIENDOSE RESISTENCIAS A LA TRACCION USUALES ENTRE 827 MPA Y 2687 MPA, PUDIENDOSE SUPERAR 2756 MPA.
DISPOSICION DE CESTA PARA LA SUJECION DE PIEZAS SOBRE UN FONDO DURANTE SU TRATAMIENTO TERMICO.
(16/08/1984). Solicitante/s: DEERE & COMPANY.
CESTA PARA LA SUJECION DE PIEZAS SOBRE UN FONDO DURANTE SU TRATAMIENTO TERMICO.CONSTA DE VARIAS PIEZAS LATERALES QUE ESTAN UNIDAS POR PERNOS ENCHUFABLES , CON FORMA RECTANGULAR, PRESENTAN UN DISPOSITIVO DE CRIBA ABIERTO Y COMPRENDEN EN SU BORDE INFERIOR UNOS RESALTES QUE SE PROYECTAN HACIA ABAJO Y ENCAJAN EN LAS ESCOTADURAS DEL FONDO , Y EN SUS EXTREMOS OPUESTOS UNA MULTITUD DE DEDOS QUE SOBRESALEN HACIA AFUERA, QUE SE HALLAN EN UN PLANO HORIZONTAL Y PRESENTAN CADA UNO, UN TALADRO VERTICAL QUE SE ALINEAN ENTRE SI EN CADA UNO DE AMBOSEXTREMOS Y RECIBEN A LOS PERNOS ENCHUFABLES.
"METODO DE FABRICACION DE UN COMPONENTE DE ACERO DE NO ALEACION RESISTENTE A LA CORROSION".
(31/01/1984). Solicitante/s: LUCAS INDUSTRIES, PLC..
METODO PARA LA FABRICACION DE UN COMPONENTE DE ACERO DE NO ALEACION RESISTENTE A LA CORROSION.COMPRENDE UNA PRIMERA FASE EN LA CUAL SE TRATA TERMICAMENTE UN COMPONENTE DE ACERO DE NO ALEACION EN UNA ATMOSFERA GASEOSA NITRURADA PARA PRODUCIR UNA CAPA SUPERFICIAL DE NITRURO DE HIERRO EPSILON SOBRE EL MISMO, Y UNA SEGUNDA FASE EN LA QUE SE TRATA TERMICAMENTE EL COMPONENTE DE ACERO EN UNA ATMOSFERA OXIDANTE PARA PROPORCIONAR UNA CAPA SUPERFICIAL RICA EN OXIDO. EL TERMICO OXIDANTE SE EFECTUA EXPONIENDO EL COMPONENTE DE ACERO DURANTE UN TIEMPO COMPRENDIDO ENTRE 2 Y 20 SEGUNDOS.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS ACABADAS DE MATERIALES FERRITICOS DE ALTA ALEACION.
(01/06/1983). Solicitante/s: TEVES-THOMPSON GMBH.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS ACABADAS DE MATERIALES FERRITICOS DE ALTA ALEACION. EL MATERIAL DE PARTIDA SE COMPONE DE LOS SIGUIENTES ELEMENTOS EN PORCENTAJE EN PESO: 0,2-1% DE CARBONO, 0,5-4% DE SILICIO, 0,5-3% DE MANGANESO, HASTA 0,045% DE FOSFORO, HASTA 0,03% DE AZUFRE, 4-20% DE CROMO, 0,5-4% DE MOLIBDENO, HASTA 2% DE NIQUEL, HASTA 2% DE VANADIO, HASTA 2% DE VOLFRAMIO Y EL RESTO DE HIERRO. SE REALIZA LA AUSTENIZACION DE DICHO MATERIAL DE PARTIDA A UNA TEMPERATURA DE 1100 C, DISMINUYENDO POSTERIORMENTE LA TEMPERATURA A 200-500 C, Y POR ULTIMO SE CONFORMA EL MATERIAL POR RECALCADO O EXTRUSION HASTA CONSEGUIR LA PIEZA DESEADA. SE UTILIZA PARA FABRICAR VALVULAS PARA MAQUINAS MOTRICES DE COMBUSTION INTERNA.
"METODO Y SISTEMA PARA CONTROLAR HORNOS DE RECALENTAMIENTO DE ZONAS MULTIPLES".
(01/05/1983). Solicitante/s: NORTH AMERICAN MFG. COMPANY.
SISTEMA DE CONTROL DE HORNOS DE RECALENTAMIENTO DE ZONAS MULTIPLES. COMPRENDE: MEDIOS PARA PRODUCIR UNA PRIMERA SEÑAL DE CONTROL REPRESENTATIVA DEL CAUDAL DE COMBUSTIBLE QUE VA A LOS QUEMADORES EN LA ZONA DE CALENTAMIENTO DEL HORNO; MEDIOS PARA PRODUCIR UNA SEGUNDA SEÑAL DE CONTROL REPRESENTATIVA DE LA TEMPERATURA DE LOS GASES DE ESCAPE; MEDIOS DE COMPARACION DE AMBAS SEÑALES PASRA PROPORCIONAR UNA SEÑAL DE SALIDA; Y MEDIOS SENSIBLES A ESTE PARA CONTROLAR DICHO CAUDAL DE COMBUSTIBLE.
MEJORAS INTRODUCIDAS EN EL PROCESO DE TRATAMIENTO PARA LA FABRICACION DE CUCHILLAS INDUSTRIALES.
(16/08/1982). Solicitante/s: ZORROTZ, S.A.
PROCESO DE TRATAMIENTO PARA LA FABRICACION DE CUCHILLAS INDUSTRIALES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PROCEDE A LA CONFORMACION ESTRUCTURAL DE LA PIEZA MEDIANTE MECANIZADO; SEGUNDA, SE SOMETE LA PIEZA MECANIZADA A UN TRATAMIENTO TERMICO QUE LE PROPORCIONA EL ADECUADO TEMPLE CON EL QUE SE CONSIGUE EL ENDURECIMIENTO DEL ACERO AL NIVEL REQUERIDO SEGUN EL TRABAJO A EJECUTAR; TERCERA, SE SOMETE A RECTIFICADO LA PIEZA ASI OBTENIDA, PROPORCIONANDOLE EL ACABADO DEL FILO O CORTE, Y POR ULTIMO, LA PIEZA TERMINADA SE LA DESENGRASA Y SE LA RECUBRE DE UNA CAPA DE PINTURA ANTIADHERENTE Y AUTOLUBRICANTE, PASANDOLA INMEDIATAMENTE A UN HORNO CON UNA TEMPERATURA COMPRENDIDA ENTRE 200 Y 400 C.
PERFECCIONAMIENTOS EN DISPOSITIVOS DE TRATAMIENTO TERMICO PARA PROLONGAR LA DURACION DE LA VIDA DE RECIPIENTES A PRESION, EN PARTICULAR RECIPIENTES A PRESION DE REACTORES.
(16/06/1980). Solicitante/s: KRAFTWERK UNION AKTIENGESELLSCHAFT.
Perfeccionamientos en dispositivos de tratamiento térmico para prolongar la duración de vida de recipientes a presión, en particular recipientes a presión de reactores, cuyo material resistente al calor está sometido, por la fluencia de neutrones, a modificaciones estructurales dependientes del tiempo, constituido por una instalación de calentamiento, que es disponible en posición de forma contigua a las partes de pared a tratar del recipiente a presión en el interior del mismo.
(16/06/1980). Solicitante/s: IPSEN INDUSTRIES INTERNATIONAL GMBH.
Un horno industrial, en especial un horno de vacío de una cámara, para el tratamiento térmico de piezas de trabajo metálicas, con una cámara de calefacción conformada en una caja y que es caldeable a través del elemento de calefacción, estando dotado en el fondo y en el techo de sendas aberturas de cámara cerrables, destinadas al paso de un gas para un enfriamiento brusco, que puede ser hecho circular con ayuda de un soplador, caracterizado porque en la abertura de la cámara prevista para la entrada del gas (debajo de la corredera 9) está soportada de manera basculable una trampilla , que gobierna la corriente de gas afluyente en la zona de la sección transversal libre de la abertura de la cámara.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE HORNO METALURGICO Y SIMILARES.
(01/07/1978). Solicitante/s: HOLCROFT & COMPANY.
Resumen no disponible.
PROCEDIMIENTO PARA RECALENTAR ZAMARRAS A TEMPERATURAS DE 1.150 A 1.320º C PARA ELABORACION ADICIONAL EN UN TREN DE LAMINACION.
(16/05/1978). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
Resumen no disponible.
METODO Y APARATO PARA CALENTAR UNA BANDA DE ACERO.
(16/12/1977). Solicitante/s: ALLEGHENY LUDLUM INDUSTRIES, INC..
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION POR FORJADO DE ALETAS DE TURBINA COMPUESTAS DE UNA ALEACION.
(16/05/1977). Solicitante/s: GENERAL ELECTRIC COMPANY.
Resumen no disponible.
PERFECCIONAMIENTOS EN HORNOS PARA EL TRATAMIENTO EN CONTINUO DE PIEZAS.
(16/11/1976). Solicitante/s: BOREL, S. A.
Resumen no disponible.
PERFECCIONAMIENTOS EN HORNOS DE PASO DE PEREGRINO.
(01/01/1976). Solicitante/s: SALEM ENGINEERING COMPANY LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA CALENTAR EL INTERIOR Y LA ESTRUCTURA DE GRANDES RECIPIENTES O RECINTOS.
(16/12/1975). Solicitante/s: HOTWORK LTD.
Procedimiento para calentar el interior y la estructura de grandes recipientes, o recintos, que comprende la producción y mantenimiento de temperaturas elevadas uniformes sobre todas o parte de sus superficies interiores, caracterizado porque se inyectan gases calientes consistentes en los productos de combustión de un quemador externo separable, en el interior del recipiente o recinto a gran velocidad y se hacen circular en el interior o a través del interior del recinto, como una corriente divergente.
UN PROCEDIMIENTO PARA PREPARAR UNA COMPOSICION DE RESINA VINILICA QUE CONTIENE HALOGENOS PIGMENTADA EN NEGRO.
(16/06/1975). Solicitante/s: CABOT CORP.
Resumen no disponible.
UN PROCEDIMIENTO PARA PREPARAR UNA COMPOSICION DE CARGA MADRE PLASTIFICANTE PIGMENTADA EN NEGRO.
(01/02/1975). Solicitante/s: CABOT CORP.
Resumen no disponible.
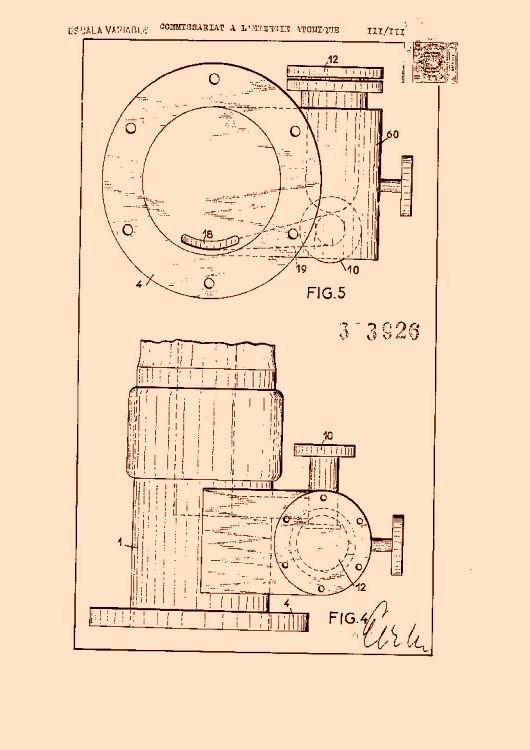
UN HORNO DE CONVECCION FORZADA.
(01/02/1965). Ver ilustración. Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE.
Resumen no disponible.
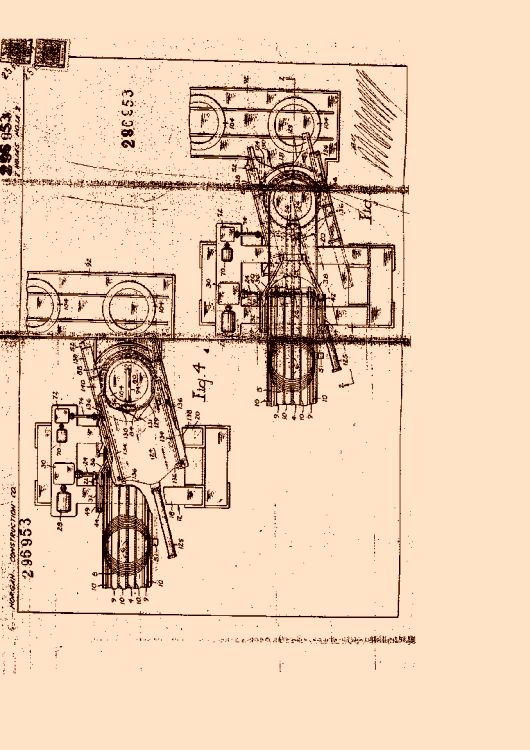
MÉTODO PARA RECONOCER Y DIVIDIR BARRAS EN ROLLOS.
(16/05/1964). Ver ilustración. Solicitante/s: MORGAN CONSTRUCTION COMPANY.
Resumen no disponible.
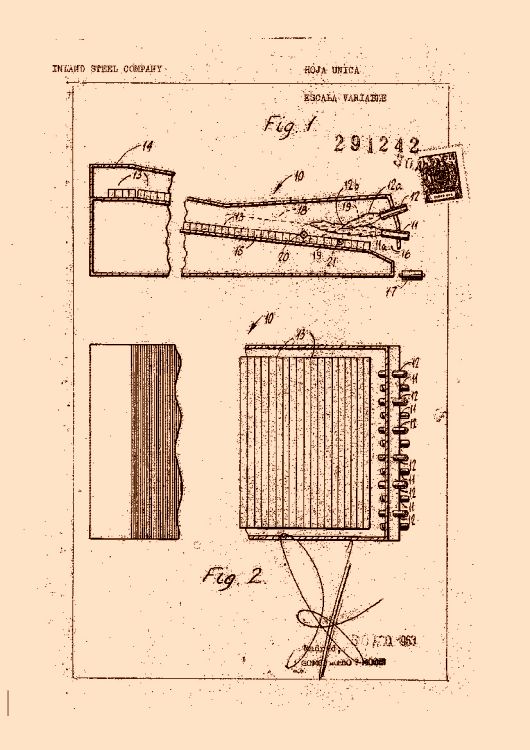
PROCEDIMIENTO DE CALDEO DE LOS LINGOTES O PLETINAS DE ACERO.
(16/01/1964). Ver ilustración. Solicitante/s: INLAND STEEL COMPANY.
Resumen no disponible.
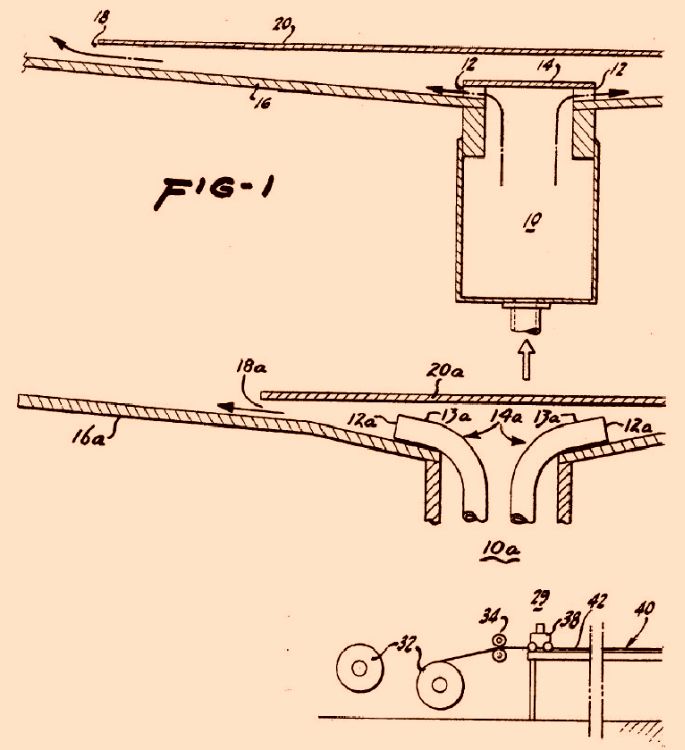
PROCEDIMIENTO Y APARATO PARA EL TRATAMIENTO TÉRMICO DE BANDAS METÁLICAS.
(01/02/1963). Ver ilustración. Solicitante/s: KAISER ALUMINUM & CHEMICAL CORPORATION.
Procedimiento para el tratamiento térmico de bandas metálicas, caracterizado por comprender el introducir dichas bandas en un horno de tratamiento térmico; el hacer pasar las bandas citadas a través de una serie de secciones de soporte, en las que labanda metálica se somete a la temperatura de tratamiento térmico, el sostener dichas tiras durante su paso a través de las mencionadas secciones de soporte, por expulsión de un gas a través de un orificio dispuesto por debajo de las bandas metálicas; el dirigir por lo menos una parte de la corriente de gas hacia el exterior, en trayectorias opuestas, alejándose de dicho orificio y el cerrar progresivamente las trayectorias de circulación del gas dirigido hacia el exterior para descargar el gas citado a lo largo y por debajo de los bordes laterales de las bandas metálicas sostenidas.
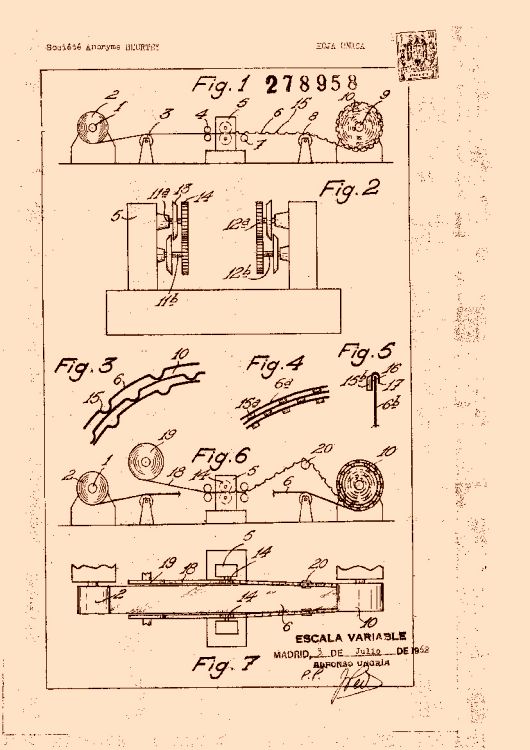
PROCEDIMIENTO Y EQUIPO PARA LA FORMACIÓN DE BOBINAS EXPANDIDAS A PARTIR DE UNA MATERIA EN BANDA LISA.
(01/11/1962). Ver ilustración. Solicitante/s: HEURTEY, S.A.
Resumen no disponible.
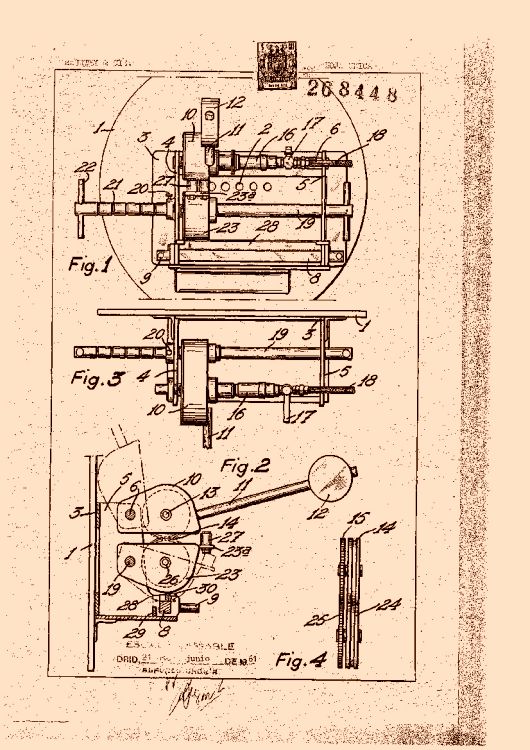
PROCEDIMIENTO Y MECANISMO DE ENHEBRADO DE UN HILO O PRODUCTO ANÁLOGO A TRATAR EN UN CUERPO TUBULAR EN CUYO INTERIOR LA RESISTENCIA MECÁNICA DEL HILO ES SUSCEPTIBLE DE AMINORARSE A BAJA VELOCIDAD.
(01/10/1961). Ver ilustración. Solicitante/s: HEURTEY, S.A.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}