CIP-2021 : B23P 15/14 : de piezas de engranaje, p. ej. piñones.
CIP-2021 › B › B23 › B23P › B23P 15/00 › B23P 15/14[1] › de piezas de engranaje, p. ej. piñones.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q).
B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
B23P 15/14 · de piezas de engranaje, p. ej. piñones.
CIP2021: Invenciones publicadas en esta sección.
Rueda dentada de gran engranaje y procedimiento para la fabricación de una rueda dentada de gran engranaje.
(07/06/2019). Solicitante/s: Flender GmbH. Inventor/es: KLEIN-HITPASS, ARNO, Reimers,Jan-Dirk , MEIS,JEAN-ANDRE.
Procedimiento para la fabricación de una rueda dentada de gran engranaje compuesta de varios componentes individuales, que presenta las etapas consecutivas:
f) disposición de los componentes individuales, que comprenden al menos un buje , una rueda lenticular y una corona dentada fabricada de acero de cementación,
g) mecanización suave al menos parcial de los componentes individuales,
h) unión de los componentes individuales utilizando una soldadura por radiación,
i) cementación de los componentes individuales unidos entre sí y
j) tratamiento de temple al menos de la rueda dentada en el que se configura la rueda lenticular asimétricamente.
PDF original: ES-2715997_T3.pdf
Procedimiento para ensamblar una primera rueda dentada de dientes oblicuos y una segunda rueda dentada de dientes oblicuos para formar un engranaje.
(16/12/2015) Procedimiento para ensamblar una primera rueda dentada de dientes oblicuos, en particular una rueda helicoidal, y una segunda rueda dentada dispuesta sobre un eje , en particular un tornillo sin fin, para formar un engranaje, en particular un engranaje de tornillo sin fin, en el que, por medio de un dispositivo de ensamblaje, la primera rueda dentada se posiciona de manera coaxial con respecto a un eje de ensamblaje de la primera rueda dentada situado en una posición a 90º con respecto al eje , caracterizado porque
a) por medio del dispositivo de ensamblaje, la primera rueda dentada se mueve en la dirección de ensamblaje axial (R) hasta entrar en contacto con la segunda rueda dentada,
b) en caso de no producirse un engrane entre la primera rueda dentada y la…
Compuesto sinterizado de rueda dentada y procedimiento para su fabricación.
(30/09/2015) Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) se forma un segundo cuerpo de partida separado del primer cuerpo de partida de metal,
c) los cuerpos de partida se colocan adyacentes entre sí con superficies frontales con respecto a un eje longitudinal (L) del cuerpo de rotación en contacto axial,
d) y a través de sinterización común se sinterizan fijamente entre sí de forma duradera,
e) siendo prensado el primer cuerpo de partida a partir de un polvo a base de aluminio y siendo formado el segundo cuerpo de partida a partir de un material de aluminio
f) y los cuerpos de partida son sinterizados…
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios.
(09/04/2014) Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , siendo conformada una rodaja, fabricada en metal, en varios pasos de conformación, siendo al menos uno de los pasos de conformación un paso de conformación en caliente, caracterizado por que en el paso de conformación la rodaja es calentada parcialmente mediante láser o inducción, exclusivamente en una sección de conformado, hasta una temperatura de más de 600 ºC, y a continuación es conformada en la sección de conformado parcialmente calentada, siendo…
Dispositivo y procedimiento de mecanización blanda de ruedas dentadas cónicas.
(13/06/2012) Dispositivo con una estación de mecanización dotada de control CNC para el tallado del dentadode una pieza bruta de rueda (K2), en donde la estación de mecanización presenta un segundo husilloportaherramientas con una herramienta de dentado y un segundo husillo portapiezas de trabajo para recibir la pieza bruta de rueda (K2), en donde
- la estación de mecanización es una estación de mecanización de trabajo vertical en la que,durante el tallado del dentado, el segundo husillo portapiezas de trabajo con la pieza bruta de rueda (K2)está dispuesto por debajo o por encima del segundo husillo portaherramientas con la herramienta dedentado ,
- el dispositivo presenta, además, al menos una estación de premecanización de trabajo vertical conun primer portautillaje…
Cremallera y método de formación de la misma.
(22/03/2012) Un método para la formación de una cremallera curva, el método comprende:
Proveer una pluralidad de bandas alargadas en la que las bandas son perfiladas para proporcionar un perfil a la cremallera;
Alinear los perfiles para obtener una pila de bandas con dicho perfil;
Fijar dicha pluralidad de bandas para formar dicha cremallera, en la que dicha sujeción comprende una o más soldaduras fuertes, soldadura por inducción, soldadura de cobre, y soldadura de interferencias, o la soldadura de costura o la soldadura por láser; y Doblar la cremallera manteniendo la posición relacional de las bandas adyacentes.
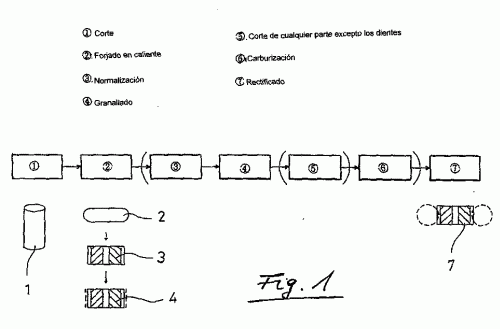
METODO DE FABRICACION DE UNA RUEDA DENTADA.
(16/04/2006). Ver ilustración. Solicitante/s: O-OKA CORPORATION. Inventor/es: SHIMOMURA, MITSUHIKO.
Un método de fabricación de una rueda dentada recta o helicoidal, que comprende las siguientes operaciones: - una operación de forjado en caliente para obtener una forma con dientes ; y - una operación de rectificado para rectificar los dientes de la forma , caracterizado porque la forma se configura de manera que tenga una superficie curvada (R) en la que se forma una esquina a lo largo de una traza del flanco de un diente, porque se incrementa gradualmente la superficie de contacto de una muela abrasiva con la superficie curvada (R), y porque los dientes se cortan profundamente, de una vez, mediante la muela abrasiva.
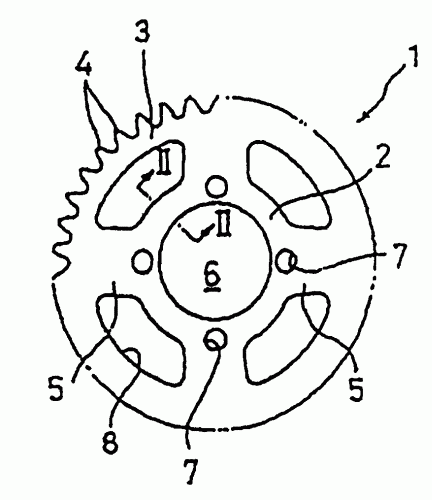
METODO PARA LA FABRICACION DE UNA RUEDA DE CADENA CON UN ENGRANAJE DE GARRAS.
(16/10/2004). Solicitante/s: O-OKA CORPORATION. Inventor/es: SHIMOMURA, MITSUHIKO.
Un método para la fabricación de una ruda de cadena con un engranaje de garras, que comprende un engranaje de garras y una rueda de cadena coaxial que se forma íntegramente mediante las operaciones siguientes: - una primera operación (A-B) de recalcado por un procedimiento de forja en caliente, formando así una pieza bruta (B) que tenga una forma que comprenda la rueda de cadena (2a) y el engranaje de garras (1a); y - una segunda operación (B-C) para aumentar la precisión de los respectivos perfiles de diente del engranaje de garras y de la rueda de cadena , colocando la pieza bruta (B) en un aparato de forja en frío y laminando la pieza bruta (B) en el aparato de forja en frío para dar lugar a la pieza final (C).
PROCEDIMIENTO PARA PRODUCIR UN DENTADO INTERIOR EN UNA PIEZA DE MAQUINARIA POR MECANIZACION DE ARRANQUE DE VIRUTAS Y SUBSIGUIENTE CONSOLIDACION DE FRIO DE LAS BASES DE LOS DIENTES.
(01/05/2003). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: LUCHNER, CLEMENS, REICHL, HORST, KUSTERMANN, KARL-HEINZ, GABELER, RUDIGER.
PARA UN TRATAMIENTO EN LA ELABORACION DE DENTADO INTERIOR EN UN COMPONENTE DE MAQUINA A TRAVES DE UNA MECANIZACION CON ARRANQUE DE VIRUTA Y COMPACTACION EN FRIO A CONTINUACION DE FONDOS DE DIENTES, SE PROPONE QUE CON UNA HERRAMIENTA COMBINADA SE ELABOREN PRIMERO LOS FLANCOS DE DIENTES SOBRE SU MEDIDA DE ELABORACION IMPIDIENDO LOS FONDOS DE DIENTES CON UN EXCESO PREVIAMENTE DETERMINADO Y QUE A CONTINUACION SE GENEREN LOS PERFILES DE ELABORACION DE CADA FONDO DE DIENTE A TRAVES DE DESPLAZAMIENTO DIRIGIDO ESENCIALMENTE RADIAL DEL MATERIAL A TRAVES DEL EXCESO RESPECTIVO DE DIMENSIONAMIENTO CON UN ALISADO FINAL DEL FONDO DE DIENTE COMPACTADO EN FRIO.
METODO DE FORMACION DE RUEDAS DENTADAS Y PRODUCTO FORMADO POR EL MISMO.
(01/08/2002) UN PROCEDIMIENTO PARA CONFORMAR UNA RUEDA DENTADA, QUE CONSISTE EN LAS ETAPAS DE: PROPORCIONAR UNA PLANCHA CIRCULAR DE CHAPA METALICA DE GROSOR UNIFORME, CONFORMAR EN FRIO SU PARTE PERIFERICA EXTERIOR EN UN BORDE REFORZADO DE CONFIGURACION UNIFORME CON SECCION TRANSVERSAL GENERALMENTE RECTANGULAR, TENIENDO UNA PERIFERIA EXTERIOR QUE NO EXCEDA A LA PERIFERIA EXTERIOR DE LA RUEDA DENTADA A CONFORMAR, EN APROXIMADAMENTE EL DOS POR CIENTO, UNA DIMENSION RADIAL POR LO MENOS 2.0 MM MAYOR QUE LA ALTURA DE DIENTE DE LA RUEDA DENTADA A CONFORMAR, Y UNA DIMENSION AXIAL POR LO MENOS DOS VECES EL GROSOR UNIFORME DE DICHA PLANCHA, CONSISTIENDO LA CONFORMACION EN FRIO, EN MOVER PROGRESIVAMENTE UNA PARTE…
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE TRANSMISION CON DENTADO ESPECIAL, EN PARTICULAR DENTADO DE SINCRONIZACION.
(16/10/2000). Solicitante/s: FEINSTANZ AG. Inventor/es: BERNET, ALOIS.
LA PARTE CONSTRUCTIVA DE ENGRANAJES, AQUI ANILLO DE SINCRONIZACION CON DENTADO PARA LA CAJA DE CAMBIOS DE UN AUTOMOVIL, SE ELABORA DE TAL MODO, QUE ES PORTADA HACIA EL EXTERIOR SOBRE UNA MAQUINA DE CORTE FINO A PARTIR DE UNA TIRA DE MATERIAL, MEDIANTE CONFORMACION AL MISMO TIEMPO DE UN DENTADO A BASE DE SALIENTES RADIALES, AL MENOS APROXIMADAMENTE DE FORMA CUADRANGULAR, DETERMINADOS PARA LAS ACUÑACIONES DE LOS DIENTES CON UNA RELACION PREVIAMENTE DADA DE LA ALTURA DEL DIENTE CON RESPECTO A LA ANCHURA MAS REDUCIDA DE LOS DIENTES. A CONTINUACION SE CONFORMAN LAS ACUÑACIONES EN EL PROCESO DE ACUÑACION PARA LA OBTENCION DE LOS DIENTES CON FORMA DE TECHO Y CORTE POSTERIOR. CON ELLO PUEDE SER SEPARADO EL EXCESO DE MATERIAL GENERADO DURANTE EL PROCESO DE ACUÑACION O DE FORMA RESPECTIVA ELIMINADO POR MEDIO DE UNA HERRAMIENTA DE ESTAMPACION. A CONTINUACION SE DESBARBAN LOS DIENTES EN UN PROCESO DE ESMERILLADO Y LOS CANTOS SON AL MENOS PARCIALMENTE REDONDEADOS.
RUEDA DENTADA Y PROCEDIMIENTO PARA LA FABRICACION DE LA MISMA.
(01/07/2000). Ver ilustración. Solicitante/s: SUNSTAR ENGINEERING INC. UNI-SUNSTAR B.V. Inventor/es: TAKAMORI, NORIHIKO KINUGASA GREEN HAITSU 618, METSUGI, FUMIHIKO, OHATA, AKIHITO, YOSHIIE, AKIHITO, TAKEDA, SHUNJI.
SE PRESENTA UNA RUEDA CATALINA HECHA DE ACERO CARBONO DE NO MAS DE UN 0,25 % DE SU PESO DE CONTENIDO DE CARBONO QUE COMPRENDE UNA PARTE DENTADA QUE ES TEMPLADA HASTA UNA DUREZA CERCANA A LA DUREZA DE TEMPLADO MAXIMA TEORICA, Y UN ORIFICIO DE MONTAJE DE DIAMETRO INTERNO.
METODO PARA PRODUCIR ENGRANAJES DE ANILLA PARA EJES DIRECTORES RIGIDOS.
(16/06/1994). Solicitante/s: EATON CORPORATION. Inventor/es: SABROFF, ALVIN MORTON, VOLLMER, GEORGE WINFIELD.
UN METODO PARA PRODUCIR ENGRANAJES DE ANILLA PARA GRUPOS DE ENGRANAJES, DE ANILLA RIGIDA / DE PIÑON (12 / 14) ESTA PROVISTO. EL METODO COMPRENDE REALIZAR UNA RED DE CIRCUITO CERCANA AL ENGRANAJE FORJADO QUE ESTA MECANIZADO EN LAS SUPERFICIES BASE Y LATERAL DENTADA , SOMETIDAS A UN TRATAMIENTO DE CARBURACION DE CALOR Y ENTONCES SOMETIDAS A UNA OPERACION DE RECTIFICACION, PREFERENTEMENTE UTILIZANDO HERRAMIENTAS DE RECTIFICADO DE NITRATO DE BORO CIBRICO, PARA QUE LA MAQUINA COMPLETE LAS SUPERFICIES LATERAL DENTADA Y LA SUPERFICIE BASE PARA LAS CONFIGURACIONES FINALES DE ELLAS.
PROCEDIMIENTO PARA FABRICACION DE UN MANGUITO DE DISTRIBUCION O CORREDERA PARA MECANISMO KFZ.
(16/11/1993). Solicitante/s: SINTERSTAHL GESELLSCHAFT M.B.H.. Inventor/es: KNOESS, WALTER, DIPL. ING., WOLLENTEIT, ULRICH, DR.-ING.
EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA FABRICACION DE UN MANGUITO DE DISTRIBUCION O CORREDERA PARA MECANISMOS KFZ CONECTADOS A MANO. SEGUN EL INVENTO SE PREPARA EL MANGUITO EN FORMA DE DOS PIEZAS INDIVIDUALES SIMETRICAS APROXIMADAMENTE Y SEGUIDAMENTE MEDIANTE PROCEDIMIENTOS HABITUALES DE UNIONES SE ELABORAN HASTA EL MANGUITO COMPLETO. ASI PUEDEN FABRICARSE MANGUITOS POR PRIMERA VEZ MEDIANTE PROCEDIMIENTO POLVOMETALURGICO ECONOMICAMENTE COMPARATIVOS POR PRENSADO Y SINTERIZACION.
ENSAMBLADO DE FRENO DE MANO.
(01/03/1992). Solicitante/s: METALLIFACTURE LIMITED. Inventor/es: WALTERS, JOHN EDWARD.
UN ENSAMBLADO DE FRENO DE MANO PARA UN VEHICULO COMPRENDE UNOS MEDIOS ACCESORIOS PARA UN CABLE DE FRENADO UNA PALANCA PARA APLICAR TENSION AL CABLEVIA MEDIOS ACCESORIOS, Y UN MIEMBRO PERFORADOR DE TRINQUETE . EL ULTIMO COMPRENDE UN CUERPO FORMADO COMO UN APRESTADO Y UNA ALEACION DE METAL SINTERIZADO DENTADO FIJADO AL MISMO. EN ESTA DISPOSICION UN DIENTE AFILADO PUEDE SER PROVISTO EN EL PERFORADOR DE TRINQUETE, SIN LA NECESIDAD DE UN MECANISMO DE OPERACION QUE SIGUE EL APRESTADO DEL CUERPO AL MISMO.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE RUEDA LIBRE DE TRES PIÑONES.
(01/08/1988). Ver ilustración. Solicitante/s: ETABLISSEMENTS MAURICE MAILLARD. Inventor/es: MONKA, EDOUARD.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE RUEDA LIBRE DE TRES PIÑONES. EL PIÑON DE DIAMETRO INTERMEDIO SE REALIZA, FORMANDO UN REBORDE CIRCULAR A CADA LADO DE LA ABERTURA CENTRAL, SE FORMAN ESPALDONES EN EL EXTREMO LIBRE DE LA CARA EXTERIOR DE ESTOS REBORDES, DE DIAMETRO MENOR QUE EL DE LOS MISMOS, SE REALIZAN SEPARADAMENTE LOS PIÑONES PEQUEÑO Y GRANDE DE LA RUEDA LIBRE, DE MANERA QUE PRESENTAN UNA ABERTURA CENTRAL CUYO DIAMETRO CORRESPONDE AL DE LOS ESPALDONES DEL PIÑON INTERMEDIO , Y SE FIJAN POR SOLDADURA LOS BORDES DE LAS ABERTURAS CENTRALES DE LOS PIÑONES PEQUEÑO Y GRANDE SOBRE LOS ESPALDONES DEL PIÑON INTERMEDIO. SE SIMPLIFICA LA FABRICACION Y SE MEJORA LA CALIDAD DEL PRODUCTO. SE APLICA A MECANISMOS DE TRANSMISION.
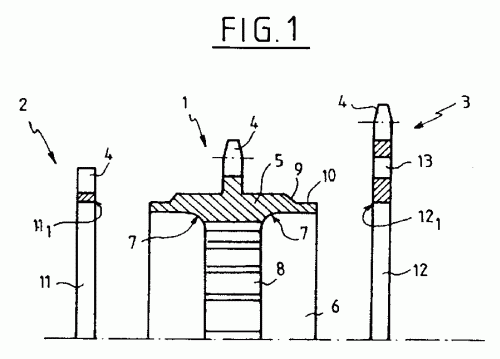
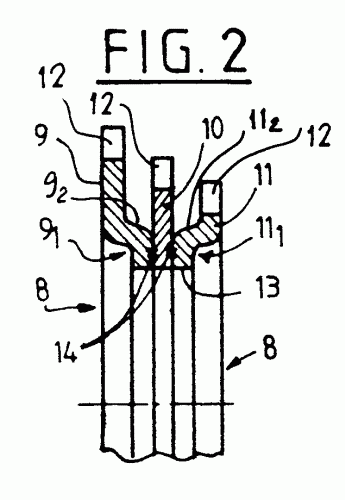
PROCEDIMIENTO PARA LA FABRICACION DE UNA RUEDA LIBRE DE VARIOS PIÑONES PARA CAMBIO DE VELOCIDADES DE CICLO, ASI COMO LAS RUEDAS LIBRES OBTENIDAS.
(01/05/1988). Ver ilustración. Solicitante/s: ETABLISSEMENTS MAURICE MAILLARD. Inventor/es: MONKA, EDOUARD.
PROCEDIMIENTO PARA LA FABRICACION DE UNA RUEDA LIBRE DE VARIOS PI ONES PARA CAMBIO DE VELOCIDADES DE CICLO, ASI COMO LAS RUEDAS LIBRES OBTENIDAS, SEGUN CUYO PROCEDIMIENTO LOS PI ONES QUE CONSTITUYE LA RUEDA LIBRE SE REALIZAN MEDIANTE EMBUTICION Y TROQUELADO DE UNA PLACA DE METAL SEGUN LAS OPERACIONES DE: FORMAR EL DENTADO PERIFERICO , FORMAR UN ORIFICIO CENTRAL EN LOS PI ONES Y FORMAR UN REBORDE EMBUTIDO CIRCULAR SOBRE EL BORDE DEL ORIFICIO CENTRAL DE TODOS LOS PI ONES MENOS EL CENTRAL ; SE SUELDAN LOS PI ONES POR SU REBORDE Y POR EL BORDE DEL ORIFICIO DEL QUE NO HA SIDO EMBUTIDO; Y FINALMENTE SE REALIZAN LOS MECANIZADOS DE LOS CAMINOS DE RODADURA DE LAS BOLAS DE RODAMIENTO DE LA RUEDA LIBRE EN LOS EMBUTIDOS Y SE TALLAN LOS DIENTES DE TRINQUETE EN EL ORIFICIO CENTRAL.
{kind=link}
{kind=link}
{kind=link}
{kind=link}