CIP-2021 : B23K 101/00 : Objetos fabricados por soldadura sin fusión, soldadura o corte.
CIP-2021 › B › B23 › B23K › B23K 101/00[m] › Objetos fabricados por soldadura sin fusión, soldadura o corte.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 101/00 hasta B23K 103/00: Sistema de indexación asociado a los grupos B23K 1/00 - B23K 31/00, relativo a los objetos fabricados por soldadura sin fusión, soldadura o corte o a los materiales a soldar sin fusión, a soldar o a cortar.
B23K 101/02 · Estructuras alveolares.
B23K 101/04 · Objetos tubulares o huecos.
B23K 101/06 · · Tubos.
B23K 101/08 · · · con aletas o con acanaladuras.
B23K 101/10 · · Tuberías.
B23K 101/12 · · Recipientes.
B23K 101/14 · · Intercambiadores de calor.
B23K 101/16 · Bandas u hojas de longitud indeterminada.
B23K 101/18 · Paneles de chapa.
B23K 101/20 · Herramientas.
B23K 101/22 · Enrejados, tejidos de hilos metálicos o similares.
B23K 101/24 · Armaduras o armazones.
B23K 101/26 · Carriles para ferrocarriles o similares.
B23K 101/28 · Vigas.
B23K 101/30 · Cadenas, aros o anillos.
B23K 101/32 · Hilos.
B23K 101/34 · Objetos revestidos.
B23K 101/36 · Dispositivos eléctricos o electrónicos.
B23K 101/38 · · Conductores.
B23K 101/40 · · Dispositivos semiconductores.
B23K 101/42 · · Circuitos impresos.
CIP2021: Invenciones publicadas en esta sección.
Composiciones de marcado con láser y métodos relacionados.
(03/06/2020) Un método de formación de una marca, un signo, un texto o un diseño sobre un sustrato, comprendiendo el método:
proporcionar un sustrato;
proporcionar una composición que incluye al menos un vehículo y al menos un compuesto absorbente seleccionado entre el grupo que consiste en pigmentos inorgánicos y óxidos, compuestos de zirconio, compuestos de silicio, compuestos de calcio, compuestos de molibdeno, compuestos de vanadio, óxidos de metal, compuestos de metal, pigmentos inorgánicos, precursores de pigmentos inorgánicos y combinaciones de los mismos,
en el que el al menos un compuesto absorbente tiene un tamaño de partícula promedio de entre 0,1 micrómetros y 10,0 micrómetros;
disponer la composición sobre al menos una porción del sustrato; y
exponer al menos una porción de la composición a la luz láser de modo que…
Barrena para suelo y método de fabricación.
(27/05/2020). Solicitante/s: SENTEK PTY LTD. Inventor/es: TUCKER,PETER.
Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye:
conformar mediante torneado de metal un eje que presenta una superficie externa dotada de sección transversal circular que presenta un diámetro externo mayor en un extremo que en el otro extremo, existiendo una conicidad constante entre los extremos;
conformar un material en banda para que adquiera una forma helicoidal, con una pared interna de diámetro interno mayor en un extremo que en el otro extremo;
hacer pasar el material conformado helicoidalmente sobre el diámetro externo del eje hasta que una parte de la pared interna del material conformado helicoidalmente llega a hacer tope contra la superficie externa del eje ; y
fijar el material conformado helicoidalmente al eje para formar una barrena ahusada con aleta helicoidal.
PDF original: ES-2813410_T3.pdf
Soldadura de piezas en bruto de acero.
(06/05/2020) Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda piezas en bruto comprende una capa de aluminio o de una aleación de aluminio, estando el procedimiento caracterizado por
- proporcionar un soporte para cada pieza en bruto de acero, estando los soportes hechos de un material magnético y dispuestos separados por un espacio central proporcionado entre ellos,
- proporcionar un devanado de bobina alrededor de uno o más soportes,
- disponer la primera pieza en bruto en un soporte y la segunda pieza en bruto en el otro soporte, de modo que un extremo…
Procedimiento de preparación una chapa pre-revestida, con eliminación del revestimiento por medio de un rayo láser inclinado, chapa correspondiente.
(11/03/2020) Procedimiento de preparación de una chapa pre-revestida (1'; 1") con el fin de soldar la misma a otra chapa pre-revestida, que comprende las etapas sucesivas según las cuales:
- se proporciona una chapa pre-revestida que comprende un sustrato metálico provisto, en al menos una de sus caras , de una capa de pre-revestimiento , luego
- se elimina, en al menos una cara de dicha chapa pre-revestida , al menos una parte de dicha capa de prerevestimiento para formar una zona de eliminación , siendo dicha eliminación realizada mediante el impacto de un rayo láser sobre dicha capa de pre-revestimiento…
Compuesto de chapa metálica, método para unir chapas y dispositivo de unión.
(04/03/2020) Un compuesto de chapa metalica, que es un constituyente de una parte de union movil o inamovible, especificamente una puerta, techo solar, puerta trasera, tapa del maletero o cubrevalvula, o de un guardabarros adjunto para o sobre un vehiculo, o es un constituyente de un cuerpo del vehiculo, en donde el compuesto de chapa metalica incluye:
a) una chapa metalica externa que comprende un reborde (1c; 1d) que se dobla alrededor de un borde de rebordeado (1b) mediante rebordeado con rodillo o rebordeado por deslizamiento;
b) una chapa metalica interna que forma una union con el reborde (1c; Id);
c) y una costura de soldadura por arco o de soldadura que se produce sobre o en la union y conecta fijamente las chapas metalicas entre si,
d) en donde el reborde (1c; 1d) de la chapa…
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil.
(13/11/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: OKADA,TOHRU, FUJIMOTO,HIROKI, YASUYAMA,MASANORI.
Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la pluralidad de miembros de chapa de acero contiene martensita, incluyendo el método:
formar una pluralidad de partes soldadas por puntos, que tienen una lenteja en la parte solapada; y formar una parte fundida y solidificada, que cruza un extremo de la lenteja, y situada entre la lenteja y una posición externamente separada de un extremo de la lenteja por no menos de 3 mm, emitiendo un haz láser, en el que la parte fundida y solidificada se forma en el miembro de chapa de acero que contiene la martensita a fin de tener una profundidad no menor que el 50% de un grosor del miembro de chapa de acero que contiene la martensita en una posición externamente separada del extremo de la lenteja por 1 mm, caracterizado por que una parte fundida y solidificada se forma para cada una de las partes soldadas por puntos y separadas entre sí.
PDF original: ES-2768603_T3.pdf
Viga estructural con placa de cubierta y procedimiento de fabricación.
(02/10/2019) Una viga estructural, que comprende:
una primera viga y una placa de cubierta configurada para unirse a la primera viga , teniendo la primera viga una sección transversal con una forma sustancialmente de U a lo largo de al menos una primera porción de su longitud, incluyendo la forma de U una pared inferior y dos paredes laterales , y en la que la sección transversal comprende además una pestaña lateral sobresaliente hacia afuera en un extremo de al menos una de las dos paredes laterales , y una ranura en un punto de unión entre la pared lateral y la pestaña lateral sobresaliente hacia afuera , en la que la ranura tiene una primera región de unión en o cerca de la parte inferior de la ranura, siendo la primera región de unión sustancialmente plana y teniendo la…
Alambre sólido y método de soldadura con arco sumergido en gas inerte.
(28/08/2019) Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, con respecto a la masa de todo el alambre sólido:
C: un 0,15 % en masa o menos,
Si: de un 0,40 a un 0,90 % en masa,
Mn: de un 0,20 a un 1,50 % en masa,
P: un 0,0500 % en masa o menos,
S: un 0,0080 % en masa o menos,
O: un 0,0100 % en masa o menos, y
Cr: de un 0,10 a un 1,00 % en masa, y opcionalmente
Cu: un 3,00 % en masa o menos,
Mo: un 5,00 % en masa o menos,
Al: un 0,500 % en masa o menos,
Ti: un 0,500 % en masa o menos,
Nb: un 0,500 % en masa o menos,
Zr: un 0,500 % en masa o menos, y
N: un 0,0200 % en masa o menos,
siendo el equilibrio Fe e impurezas inevitables,
donde el alambre…
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar.
(07/08/2019) Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca y comprendiendo dicho cabezal de soldadura por resistencia eléctrica (T):
- una estructura de soporte , provista de una brida de conexión conectada a la muñeca del robot articulado (R),
- un transformador eléctrico , llevado por la estructura de soporte , que tiene dos polos de entrada para la conexión a cables de suministro eléctrico de dicho cabezal (T) y que tiene dos polos de salida ,
- un electrodo de tierra y un electrodo de soldadura llevados por la estructura de soporte y conectados eléctricamente a los dos polos de salida del transformador eléctrico ,
- en el que dicho electrodo de tierra y dicho electrodo de soldadura tienen…
Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto.
(22/05/2019) Un método de revestimiento y soldadura por fusión de superaleaciones comprende las etapas de:
a. aplicar un polvo de relleno de material compuesto que comprende entre un 5 % y 50 % en peso de polvo de soldadura fuerte que incluye depresores de punto de fusión que incluyen boro en la cantidad que varía de un 0,2 % a 4 % en peso y de un 50 % a 95 % en peso de polvo de soldadura de alta temperatura, a un material de base de superaleación;
b. calentar simultáneamente el material de base y el polvo de relleno de material compuesto por una fuente de calor de soldadura que se puede mover en relación con el material de base, a una temperatura que funde completamente el polvo de soldadura fuerte y funde al menos parcialmente el polvo de soldadura de alta temperatura y también funde una capa superficial del material de…
Unión soldada por puntos y método de soldadura por puntos.
(15/05/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: MIYAZAKI,YASUNOBU, WATANABE,FUMINORI.
Una unión soldada por puntos que comprende láminas de acero (21a, 21b) superpuestas y soldadas por puntos , teniendo las láminas de acero (21a, 21b) una resistencia a la tracción entre 750 y 2500 MPs, caracterizada por que la unión soldada por puntos comprende 375 o más granos de cristales de estructuras solidificadas en una región de 0,5 mm x 0,5 mm de un extremo de la pepita, en donde la estructura solidificada es una estructura formada como un grano de cristal individual en el proceso de solidificación.
PDF original: ES-2741739_T3.pdf
Reprocesamiento por soldadura por deposición láser de polvo para piezas fundidas de níquel soldables sin fusión del metal base pertenecientes a motores de turbina de gas.
(23/04/2019) Un método para reprocesar un componente, que comprende:
eliminar un defecto (D) de un componente fabricado en una aleación base (B) soldable sin fusión del metal base para formar una cavidad (C) que tiene como resultado un agujero pasante (CH);
sellar el agujero pasante (CH) con un respaldo (P); y
llenar al menos parcialmente la cavidad (C) con una aleación (F) de relleno,
caracterizado por que el llenado al menos parcial de la cavidad (C) con la aleación (F) de relleno comprende llenar al menos parcialmente la cavidad (C) con múltiples capas de múltiples puntos (S) de deposición láser de polvo, cada uno de los puntos (S) de deposición láser de polvo formado por la aleación (F) de relleno,
incluyendo una primera capa de las múltiples capas un perímetro de los múltiples puntos (S) de deposición láser de polvo que está solapado…
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope.
(16/04/2019) Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la unión a tope, en el que la pieza de trabajo o las piezas de trabajo (1, 2; 1, 2'] presentan un grosor de entre 0,5 y 1,8 mm, y/o en la unión a tope se forma una diferencia en el grosor (d) de entre 0,2 y 0,4 mm, y en donde la soldadura por láser se realiza mediante la alimentación de hilo suplementario en el baño de fusión creado con al menos un haz de láser , creándose el baño de fusión exclusivamente mediante el al menos un haz de láser , conteniendo el hilo suplementario al menos un elemento de aleación del grupo que comprende manganeso, cromo, molibdeno, silicio…
Método de reparación y fabricación de componentes de motores de turbina.
(08/03/2019) Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de:
a) preparacion previa a la soldadura de un material de base mediante la eliminacion de un material danado y contaminantes para poner de manifiesto un material de base libre de defectos y contaminacion;
y caracterizado por que:
b) una aplicacion de una capa de transicion al material base libre de defectos y contaminacion mediante un proceso de soldadura por fusion y un primer material de carga diferente que comprende:
i) Cromo del 10 al 25 % en peso
ii) Cobalto desde cantidades traza hasta el 10 % en peso
iii) Aluminio desde cantidades traza hasta el 1,5 % en peso iv) Hierro desde cantidades…
Sistema y procedimiento de montaje de vehículo modular.
(15/02/2019) Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor de montaje rígido alargado que tiene un eje longitudinal que se extiende sustancialmente en paralelo a una cadena de montaje, teniendo el bastidor una anchura que define un lado interno y un lado externo con respecto a la cadena de montaje, patas y un suelo elevado conectado a las patas y que se extiende a lo largo del eje longitudinal, y una herramienta de montaje ubicada en proximidad al bastidor de montaje y ubicada verticalmente más baja que el suelo elevado del bastidor ; estando el sistema caracterizado porque comprende:
una pluralidad de palés de equipos de aplicación modular (AE) , uno seleccionado…
Capa protectora frente al desgaste intermetálica para materiales de titanio.
(07/12/2018). Solicitante/s: MTU Aero Engines AG. Inventor/es: DANIELS,BERND, STRASSER,MICHAEL, WERNER,ANDRÉ.
Procedimiento para la fabricación de una capa protectora frente al desgaste, en particular sobre piezas de construcción de turbinas de gas o motores de avión, que comprende:
facilitar una pieza de construcción con un material de titanio al menos en una parte de una superficie de la pieza de construcción, sobre la que debe generarse la capa protectora frente al desgaste,
aplicar una soldadura que está formada de un material a base de cobalto sobre el material de titanio,
soldar la soldadura con el material de titanio mediante introducción de calor y generación al menos de una zona de difusión entre la soldadura y el material de titanio, que comprende fases intermetálicas;
caracterizado por
la separación de la soldadura en exceso por la zona de difusión, de modo que la al menos una zona de difusión formada se encuentra como capa protectora frente al desgaste en la superficie de la pieza de construcción tratada de manera correspondiente.
PDF original: ES-2693168_T3.pdf
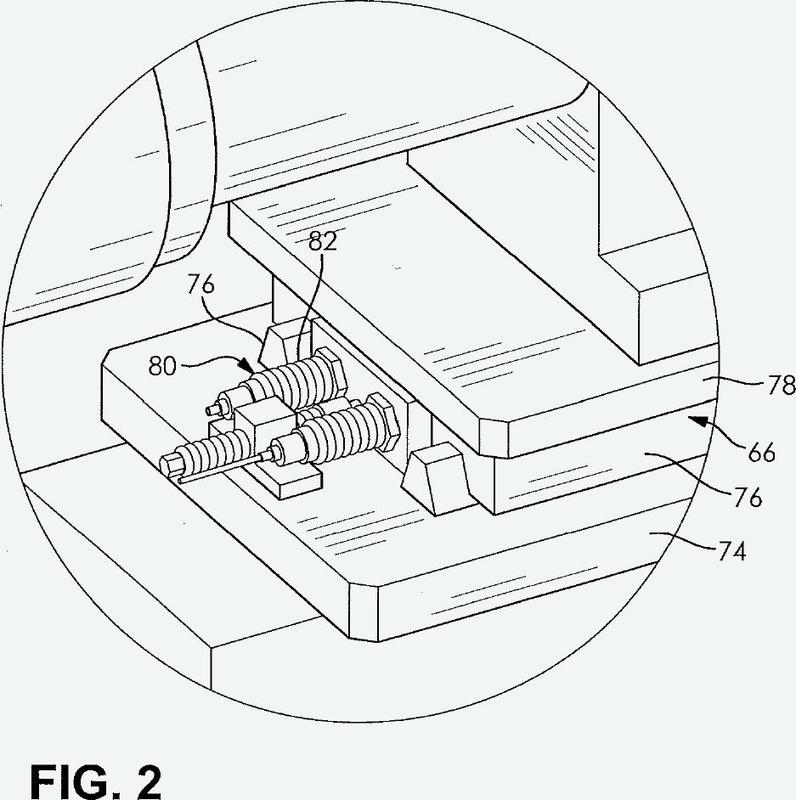
Método de unión de piezas de trabajo.
(23/03/2016). Ver ilustración. Solicitante/s: DANA AUTOMOTIVE SYSTEMS GROUP, LLC. Inventor/es: NIJAKOWSKI,CHRISTOPHER M, KEHRES,ANTHONY F.
Un método de unión de piezas de trabajo, que comprende:
ubicar primeros extremos de dos primeras piezas en una parte de acoplamiento de piezas , estando dicha parte de acoplamiento de piezas fijada a un dispositivo de deslizamiento con capacidad de movimiento axial;
medir simultáneamente la longitud de dichas dos primeras piezas ;
determinar una diferencia en la longitud de dichas dos primeras piezas ;
ajustar una ubicación axial de las dos primeras piezas simultáneamente para ajustar cualquier diferencia de longitud;
ubicar dos segundas piezas adyacentes a dos segundos extremos de dichas dos primeras piezas ; y
simultáneamente soldar entre sí dichas piezas primera y segunda.
PDF original: ES-2627922_T3.pdf
Estación de procesamiento, en particular estación de ensamblaje.
(05/11/2014) Estación de procesamiento, en particular estación de ensamblaje, para piezas de trabajo de carrocerías de vehículo, en que la estación de procesamiento incluye un bastidor con al menos una zona de trabajo , varios marcos de sujeción , al menos un depósito de marcos , un dispositivo de cambio de marcos y un dispositivo de procesamiento para las piezas de trabajo , en que el dispositivo de cambio de marcos incluye uno varios manipuladores multiaxiales , en que los marcos de sujeción poseen un dispositivo de acoplamiento para la unión separable al manipulador y en que está previsto un dispositivo de posicionamiento para el posicionamiento y fijación de los marcos de sujeción en el bastidor , en que el manipulador tiene un eje de movimiento adicional, en particular un eje de desplazamiento para su transporte entre la zona de trabajo…
Un soporte de montaje para su uso en un aparato de ensamblaje de carrocerías.
(13/11/2013) Un soporte de montaje para su uso en un aparato de ensamblaje de carrocerías situado en una estaciónde soldadura , incluyendo el aparato de ensamblaje una pluralidad de elementos de utillaje para su uso enla colocación de los componentes de la carrocería en la estación de soldadura para la soldadura, montado cadaelemento de utillaje sobre el aparato de ensamblaje mediante un soporte de montaje que incluye una base para el montaje del aparato de ensamblaje y una estructura elevadora (52, 78a, 100, 200) montadasobre la base y que monta un elemento de utillaje respectivo, caracterizado porque:
la estructura elevadora se monta sobre la base mediante un perno de fijación central único; y
la interfaz entre la estructura elevadora y la base comprende una de una pluralidad de elementos esféricos o al menos…
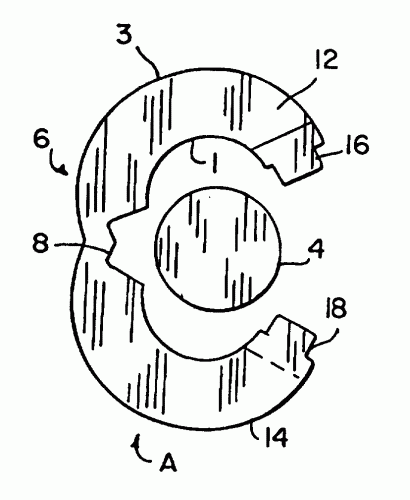
(16/11/2003). Ver ilustración. Solicitante/s: WAUKESHA TOOL & MANUFACTURING, INC. Inventor/es: NELL, RICHARD, T.
UN COLLARIN ANULAR , PUEDE POSICIONARSE SOBRE UN EJE Y SOLDARSE DE MANERA SEGURA EN SU SITIO. ESTA INVENCION CONTEMPLA TAMBIEN EL PROCEDIMIENTO PARA REALIZAR UN COLLARIN ANULAR PARA EJES . ESTE COLLARIN NOVEDOSO , ES MATERIALMENTE MAS FUERTE QUE EL ESTADO DE LA TECNICA ANTERIOR Y TIENE COSTES DE PRODUCCION INFERIORES.
CONSTRUCCION SOLDADA DE ALEACION ALMGMN CON RESISTENCIA MECANICA MEJORADA.
(01/12/2001). Solicitante/s: PECHINEY RHENALU. Inventor/es: PILLET, GEORGES, HOFFMANN, JEAN-LUC, RAYNAUD, GUY-MICHEL, COTTIGNIES, LAURENT.
LA INVENCION SE REFIERE A PRODUCTOS LAMINADOS O EXTRUSIONADOS PARA CONSTRUCCIONES SOLDADAS DE ALEACION DE ALUMINIO DEL TIPO ALMGMN. ESTOS PRODUCTOS TIENEN POR COMPOSICION (% EN PESO): 3,0 < MG < 5,0, 0,75 < MN < 1,0, FE < 0,25, SI < 0,25, ZN < 0,40, EVENTUALMENTE UNO O VARIOS DE LOS ELEMENTOS CR, CU, TI, ZR, TALES QUE: CR < 0,25, CU < 0,20, TI < 0,20, ZR < 0,20, OTROS ELEMENTOS < 0,05 CADA UNO E < 0,15 EN TOTAL; CON MN + 2ZN > 0,75. ESTOS PRODUCTOS PRESENTAN EN ESTADO SOLDADO UNA RESISTENCIA MECANICA A LA FATIGA MEJORADA SIN CONSECUENCIAS DESFAVORABLES PARA LA TENACIDAD Y LA RESISTENCIA A LA CORROSION, Y SON PARTICULARMENTE APTAS PARA LA CONSTRUCCION NAVAL, LOS VEHICULOS INDUSTRIALES Y EN LOS CUADROS DE BICICLETAS DE TUBOS SOLDADOS.
{kind=link}
{kind=link}