CIP-2021 : B29C 49/06 : Moldeo por inyección-soplado.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/06[2] › Moldeo por inyección-soplado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/06 · · Moldeo por inyección-soplado.
CIP2021: Invenciones publicadas en esta sección.
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi.
(30/05/2018) Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada de fluido (20a) en un extremo y al menos una salida de fluido (21a) en el extremo opuesto, y medios de aceleración de fluido para acelerar, por efecto venturi, el flujo del fluido de refrigeración en la entrada (20a) del tubo de soplado , por lo que los medios de aceleración de fluido comprenden una primera cámara que tiene una entrada de fluido de refrigeración (301a), caracterizado por que la primera cámara está conectada a una segunda cámara por al menos un orificio (3102a) de diámetro (d2) pequeño, y al menos una abertura de aspiración que comunica con la segunda cámara , y en el que dicha segunda cámara comunica…
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma.
(11/04/2018) Una unidad de moldeo por soplado que comprende:
un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de soplado para sujetarse al poner superficies de separación del mismo en contacto entre sí, y una pluralidad de moldes de fondo levantado que definen una pluralidad de formas de fondo levantado para una pluralidad de cavidades definidas por el primer y el segundo molde dividido de cavidad de soplado ;
una primera y una segunda placa de recepción de presión que reciben la presión de sujeción del molde al poner superficies de separación del mismo en contacto entre sí;
una primera placa de fijación a la que el primer molde dividido de cavidad de soplado y la primera placa de recepción de presión están fijados;
una segunda placa de fijación a la que…
Molde de soplado para el soplado de recipientes de material termoplástico.
(04/04/2018) Un molde de soplado para un recipiente de material termoplástico, que comprende dos semimoldes con un dispositivo de apertura y cierre cíclicos que acerca y aleja los dos semimoldes uno de otro con un ángulo de apertura que va de 0º en una posición cerrada de los semimoldes a un valor αmáx en una posición de máxima apertura de los semimoldes, una leva de tambor que comprende una primera pista de leva , un primer seguidor de leva y unas palancas para transmitir el movimiento de apertura y cierre de los dos semimoldes conferido por el movimiento del primer seguidor de leva , estando el primer seguidor de leva que sigue la primera pista de leva adaptado para producir un primer movimiento cíclico de apertura y cierre…
Preforma para recipiente de plástico con fondo fino y procedimiento correspondiente de fabricación de esta preforma.
(07/03/2018) Preforma fabricada de PET que comprende:
- una porción de cuello,
- una porción inferior con un punto de una puerta , y
- una porción de cuerpo que se extiende entre la porción inferior y la porción de cuello, y que tiene un espesor de pared lateral WT,
en la que la porción inferior define un espesor de pared inferior mínimo BWTmin,
en la que la relación BWTmin/WT está comprendida entre 0,20 y 0,55,
caracterizada por que
la preforma tiene un peso inferior a 20 g, y se adapta para fabricar a través de un proceso de moldeo por soplado una botella soplada final;
la porción inferior tiene una punta de preforma;
el punto de la puerta está en la punta de preforma;
la porción…
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo.
(08/11/2017). Solicitante/s: Anheuser-Busch InBev S.A. Inventor/es: VAN HOVE,Sarah, PEIRSMAN,Daniel, VERPOORTEN,Rudi.
Un contenedor con bolsa interior moldeado por soplado de forma integral adecuado para dispensar un líquido contenido en una bolsa interior exprimiéndola tras un control de la presión en la región entre la bolsa interior y el contenedor exterior, dicho contenedor con bolsa interior que comprende el mismo polímero en contacto sobre cualquier cara de la interfaz entre la bolsa interior y el contenedor exterior.
PDF original: ES-2657401_T3.pdf
Línea de embotellado y método.
(25/10/2017) Una línea de embotellado de ciclo continúo para recipientes de material termoplástico, que comprende:
- al menos 5 una unidad de moldeo para fabricar preformas de material termoplástico a partir del material termoplástico en su forma bruta;
- al menos una unidad de moldeo por soplado configurada para recibir las preformas y moldearlas por soplado de tal manera que puedan fabricarse recipientes diseñados para ser llenados;
- al menos una unidad de llenado configurada para recibir los recipientes de la unidad de moldeo por soplado y para llenarlos con productos alimenticios líquidos o semilíquidos;
- una estructura de acondicionamiento térmico de preformas configurada para recibir las preformas de la unidad de moldeo y para calentar y enfriar las preformas;
- un…
Procedimiento para el control de la producción durante el estirado-soplado de recipientes de plástico, preforma de prueba y máquina sopladora.
(20/09/2017). Solicitante/s: KRONES AG. Inventor/es: HANER,ARNO, HUETTNER,GERALD.
Procedimiento para el control de la producción durante el estirado-soplado de recipientes de plástico en una máquina sopladora , con las etapas de:
a) introducir en un flujo de preformas de producto que entra en la máquina sopladora al menos una preforma de prueba impresa con un patrón de prueba, en particular uniforme y/o equidistante;
b) soplar las preformas de producto y la preforma de prueba en el funcionamiento continuo de la máquina sopladora dando lugar a recipientes de producto y a un recipiente de prueba ; y
c) representar el patrón de prueba (15') sobre el recipiente de prueba con al menos una cámara ,
estando el procedimiento caracterizado porque los patrones de prueba están impresos.
PDF original: ES-2646932_T3.pdf
Recipiente de aerosol de plástico y método de fabricación.
(06/09/2017). Solicitante/s: GRAHAM PACKAGING COMPANY, L.P.. Inventor/es: BARKER, KEITH J., ARMSTRONG,RALPH, PATEL,TAPAN Y.
Un recipiente de aerosol de plástico que comprende:
un acabado de cuello térmicamente cristalizado configurado para alojar un conjunto de válvula de aerosol y de cierre ;
un cuerpo de recipiente de aerosol orientado a tensión expandido, solidario con el acabado de cuello ;
una unión entre el acabado de cuello térmicamente cristalizado y el cuerpo de recipiente orientado a tensión que define un punto de tracción en el que comienza la orientación a tensión, en el que el punto de tracción es una línea de demarcación entre el acabado de cuello térmicamente cristalizado y el cuerpo de recipiente orientado a tensión.
PDF original: ES-2642359_T3.pdf
MOLDE DE INYECCIÓN Y SOPLADO PARA MÁQUINA DE INYECCIÓN.
(08/06/2017). Solicitante/s: MOLMASA APLICACIONES TECNICAS S.L. Inventor/es: ATANCE ORDEN,ANGEL, ATANCE ROMERO,Marcos.
El molde comprende una o más hileras de cavidades de moldeo dispuestas en una placa base , incluyendo cada hilera de cavidades varias cavidades de inyección y varias cavidades de soplado alternadas entre si y mutuamente alineadas., con cavidades de soplado en extremos opuestos de la hilera. Las cavidades de inyección están formadas individualmente en unos respectivos bloques de inyección y las cavidades de soplado están formadas individualmente en unos respectivos bloques de soplado . Los bloques de inyección y los bloques de soplado están separados entre si y sobresalen de la placa base . Los bloques de inyección están calentados por unos medios de calentamiento externos a la placa base , y los bloques de soplado están enfriados por un fluido de enfriamiento circulante por unos conductos de enfriamiento (7a) dispuestos en el interior de los bloques de soplado.
Preforma, contenedor y método para formar un contenedor.
(29/03/2017). Solicitante/s: HEINEKEN SUPPLY CHAIN B.V.. Inventor/es: LANDMAN, BERNARDUS, CORNELIS, JOHANNES.
Preforma o conjunto de preformas para moldear por soplado un contenedor, en donde la preforma o el conjunto de preformas tiene una porción (4, 4A ,4B) que define una abertura de cuello, en donde un elemento de tapa ha sido previsto en la porción (4, 4A ,4B) de cuello, una abertura que se extiende en la porción (4, 4A ,4B) de cuello, proporcionando acceso a un espacio interior de la preforma o conjunto de preformas, caracterizada porque el elemento de tapa está conectado a la porción (4, 4A ,4B) de cuello de forma permanente y el elemento de tapa está provisto de la abertura , cuya abertura tiene una sección trasversal que es menor que la sección transversal interior de la abertura de cuello.
PDF original: ES-2622878_T3.pdf
Recipientes de PET con propiedades térmicas mejoradas.
(01/02/2017) Un proceso para formar un recipiente de plástico PET moldeado por soplado que tiene propiedades térmicas mejoradas, comprendiendo el proceso las etapas de, en un sistema integrado:
* inyectar una resina PET fundida en una cavidad de molde de inyección para formar una preforma;
* eliminar la preforma mientras la preforma está a una temperatura de 75ºC a 130ºC;
* transportar la preforma a al menos una estación de acondicionamiento a una tasa tal que la temperatura de la superficie de la preforma no disminuya más de 5ºC;
* acondicionar la preforma calentando selectivamente áreas específicas de la preforma que comprenden al menos las zonas de formación de cuello, formación de cuerpo, formación de talón y formación de base de la preforma para lograr un gradiente de temperatura en las áreas específicas…
Moldeo por inyección de artículos de plástico de múltiples capas.
(14/12/2016) Un procedimiento para la co-extrusión de múltiples materiales plásticos poliméricos para su inyección a través de una región (G) de entrada en una cavidad (CAV) del molde para producir un artículo moldeado, teniendo la cavidad (CAV) del molde limitaciones de flujo anulares interna y externa y teniendo el artículo moldeado paredes interna y externa del artículo, comprendiendo el procedimiento:
hacer fluir por co-extrusión corrientes de materiales plásticos poliméricos, que incluyen:
corrientes internas (IL) y externas (OL) de material plástico que sirven como capas interna y externa de pared de recubrimiento, respectivamente, de material plástico en el artículo moldeado resultante, y
al menos una corriente (IA) interior…
Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado.
(26/10/2016) Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad en la impresión del recipiente , y por un fondo de molde móvil con relación a la pared entre una posición retraída en la cual se extiende en retirada con relación a la cavidad , y una posición desplegada en la cual cierra la cavidad , comprendiendo este procedimiento:
- una fase de introducción de la preforma en el molde;
- una fase de presoplado que comprende la inyección en la preforma de un fluido bajo presión a una presión llamada de presoplado,
- una fase de soplado, consecutiva…
Máquina de moldeo por soplado.
(21/09/2016) Un aparato de moldeo por soplado que comprende:
N filas de placas de sustentación, siendo N un número entero igual o mayor de 2, en el que cada una de las N filas de placas de sustentación destinadas a ser transferidas a lo largo de una dirección de transferencia que sustenta una pluralidad de moldes de garganta;
un miembro (20A a 20D) de transferencia de soporte que transfiere las N filas de placas de sustentación, soportando el miembro (20A a 20D) de transferencia de soporte las N filas de placas de sustentación de manera que se pueda modificar un paso entre filas de las N filas de placas de sustentación;
una estación de moldeo por inyección que moldea por inyección una pluralidad de preformas (1A), incluyendo la estación de moldeo por inyección…
Sistema y método para fabricar recipientes moldeados por soplado con una distribución plástica óptima.
(17/08/2016) Un método para formar un recipiente moldeado por soplado que tiene un asa de sujeción y una cristalinidad aumentada, que comprende:
inflar un parison que tiene una porción superior roscada en un molde (14a-c, 814) que tiene una pared con un rebaje compuesto por una pluralidad de superficies para formar un recipiente moldeado por soplado que tiene una región de sujeción móvil compuesta por superficies respectivamente correspondientes a la pluralidad de superficies de dicho rebaje, estando dicha región de sujeción móvil formada en dicho rebaje y extendiéndose en dicho rebaje, teniendo dicho recipiente moldeado por soplado una primera articulación acoplada a dicha región de sujeción móvil, limitando…
Máquina para formar recipientes hechos de material termoplástico.
(27/07/2016). Solicitante/s: MAGIC MP S.P.A. Inventor/es: GIACOBBE, FERRUCCIO.
Máquina para la formación de recipientes (10b) hechos de material termoplástico por soplado-moldeo de preformas (10a) obtenidas por inyección/moldeo en la máquina, para la cual se define al menos una dirección longitudinal (X-X) para alimentar las preformas (10a) entre estaciones de la misma, comprendiendo dicha máquina:
• una unidad de inyección provista de un inyector longitudinal;
• una estación para moldear las preformas (10a), que comprende un molde con un número predefinido de cavidades para la inyección/moldeo de preformas (10a);
• una estación para soplar las preformas (10a), que comprende un conjunto de soplado para formar recipientes (10b) acabados;
caracterizada porque
dicho conjunto de soplado comprende un número menor de cavidades de soplado (321c) que el número de cavidades de inyección/moldeo en el molde y es desplazable en ambos sentidos de la dirección longitudinal (XX) sobre guías longitudinales fijas.
PDF original: ES-2590729_T3.pdf
Preforma para recipiente fabricado de material plástico.
(13/07/2016) Una preforma de material plástico para producir una botella de PET que tiene un volumen inferior a 1 L y que pesa menos de 16 g por medio de una operación de estiramiento-soplado, definiendo dicha preforma un eje longitudinal (X) y dispuesto en un primer extremo de la misma con un cuello cilíndrico y definiendo 5 en secuencia las siguientes partes:
- una porción final roscada para enroscar un tapón,
- un anillo de cuello , debajo de dicha porción final roscada ,
- un primer segmento de conexión cilíndrico que tiene un primer diámetro exterior predeterminado y una pared que tiene un primer espesor (t1) sustancialmente igual…
(29/06/2016) Un artículo de plástico hueco, el cual comprende:
un artículo de plástico que es un recipiente moldeado con estiramiento y soplado por inyección , el cual es moldeado por soplado a partir de una preforma moldeada por inyección , teniendo dicho recipiente una porción interior hueca y una porción de pared exterior , incluyendo dicha porción de pared exterior una porción de pared de la base , una porción de pared lateral que se extiende hacia arriba desde la porción de pared de la base , una porción de pared del cuello que se extiende hacia arriba desde la porción de pared lateral y una abertura por encima de la porción de pared del cuello hacia la parte interior ; en cuyo caso la porción de pared…
Instalación para la producción de preformas de recipientes.
(22/06/2016) Instalación (A) para la producción de preformas de recipiente (P) de material de plástico de copos de PET reciclado (K), con al menos una máquina de preformado (M) que forma preformas (P), que presenta al menos una extrusora que se puede alimentar con el material de plástico de copos de PET (K) y moldes de moldeo por inyección , que se puede cargar por al menos una máquina de reciclaje (R) que facilita el material de plástico de copos de PET reciclado (K) con el material de plástico de copos de PET reciclado (K), caracterizada porque la máquina de reciclaje (R) presenta al menos un reactor de descontaminación…
Compresores multietapa para procesos de soplado de botellas de PET.
(22/06/2016) Compresor de aire multietapa de pistón alternativo para comprimir aire a presión atmosférica a un nivel de presión elevada, presentado dicho compresor de aire una primera, una segunda y una tercera etapa de pistón alternativo, incluyendo dicha primera etapa unos primeros medios de descarga de entrada, incluyendo dicha segunda etapa unos segundos medios de descarga de entrada e incluyendo dicha tercera etapa unos terceros medios de descarga de entrada, unos primeros medios de accionamiento operables en respuesta a un nivel de presión de descarga detectado de una descarga de dicha primera etapa para accionar dichos primeros medios de descarga de entrada, unos segundos medios de accionamiento operables en respuesta a un nivel…
Materiales poliméricos y aditivos para ellos.
(15/06/2016). Solicitante/s: COLORMATRIX EUROPE, LTD. Inventor/es: RULE, MARK, FROST,Mark, JARVIS,ANTHONY.
El uso de un material inorgánico para mejorar las características de recalentamiento de un material polimérico, siendo seleccionado dicho material inorgánico de nitruro de titanio, óxido de indio y estaño, óxido de indio y estaño reducido y óxido de antimonio y estaño.
PDF original: ES-2592291_T3.pdf
Procedimiento y dispositivo para la fabricación de un contorno de fondo optimizado en preformas.
(11/05/2016) Procedimiento para la fabricación de una preforma con geometría optimizada de fondo y de hombro, presentando la preforma terminada un espesor de pared en la zona de fondo convexo y en la zona de hombro menor que en el tubo de preforma e igualándose gradualmente su espesor de pared en el desarrollo del cuello y del punto de inyección hacia el tubo de preforma , abriéndose el útil de moldeo después de endurecerse la capa exterior después del primer enfriamiento, recogiéndose las preformas del útil de moldeo abierto mediante dispositivos de transporte , insertándose las preformas en estaciones de acondicionamiento , cuya función en dependencia…
Preforma y recipiente para productos radiosensibles y método para su fabricación.
(04/05/2016) Preforma para un recipiente destinado a contener productos en su interior que son sensibles a la radiación, que consiste en al menos una capa base fabricada de un material base de plástico primario, con una cierta cantidad de aditivos incorporados en la misma , en la que dicha preforma es opaca prácticamente en toda su extensión, en la que se incorpora un porcentaje relativamente bajo de aditivos de plástico para generar dicho aspecto opaco , a fin de proteger su espacio interno , que está delimitado por la misma contra la radiación externa (v1 v2) en condiciones normales de presión, en la que dicho material de plástico primario es transparente, en la que dicho material de…
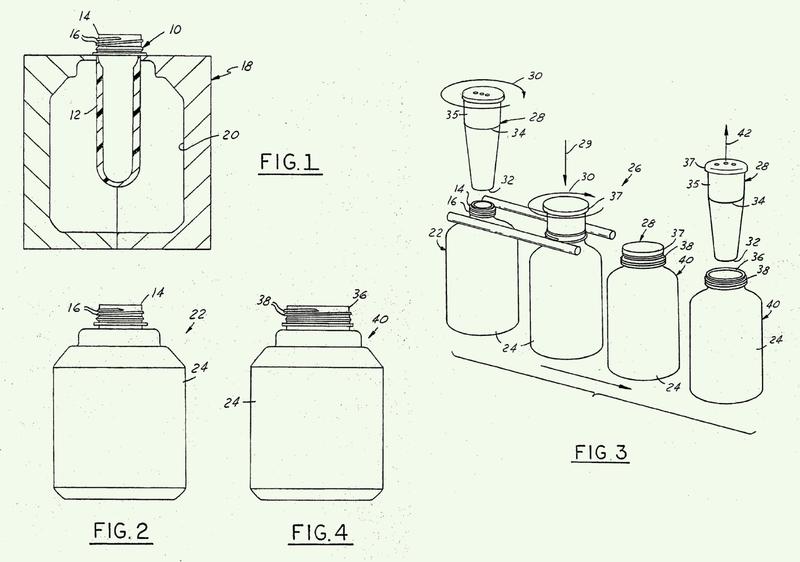
(23/03/2016) Recipiente dispensador o dosificador que consta de un recipiente externo y un recipiente interno para recibir o recoger un fluido , donde el recipiente externo y el recipiente interno están formados por materiales de plástico moldeados por soplado que no forman una conexión integral (accionada por la adherencia de materiales), y un primer material plástico, por el cual está formado el contenedor interior , con una elasticidad superior a un segundo material plástico, por el cual está formado el segundo contenedor , de manera que el contenedor interior puede verse deformado por una presión negativa que se genera, donde el recipiente dispensador consta de una zona o región de descarga , una región media , y una región de base , el contenedor exterior comprende al menos un orificio o abertura para compensar…
Molde para envases termoplásticos obtenidos mediante moldeo por soplado.
(04/03/2016) Un molde de soplado para envases de plástico que comprende una o más formas de moldeo, cada una de las cuales comprende al menos dos medios moldes , en el que exclusivamente uno de los al menos dos medios moldes está provisto de dos insertos móviles para realizar socavaciones, estando los dos insertos adaptados para moverse con un movimiento de vaivén entre una posición extendida dentro de las una o más formas de moldeo y una posición retraída durante el funcionamiento, caracterizado por que se proporcionan dos levas de control separadas que pueden moverse mediante dos accionadores, adaptados para producir el movimiento de los dos insertos , por que dichas…
Unidad de moldeo para el moldeo por estiramiento-soplado de envases de plástico y procedimiento para cambiar los moldes y varillas de estiramiento.
(25/01/2016) Una unidad de moldeo por soplado para fabricar envases de plástico a partir de parisones respectivos , y que comprende:
-un molde que tiene al menos una cavidad para moldear por soplado un envase respectivo y que es intercambiable con otro molde que tiene un número diferente de cavidades de moldeo ;
-un armazón de montaje ;
-al menos dos varillas de estiramiento acopladas al armazón de montaje para desplazarse a lo largo de una línea longitudinal a lo largo de la cual se extienden las propias varillas a fin de engranar y deformar longitudinalmente los parisones respectivos alojados en…
Método de fabricación de un recipiente que tenga una terminación de cuello estirado con al menos una rosca externa.
(11/01/2016). Ver ilustración. Solicitante/s: GRAHAM PACKAGING PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., BARKER, KEITH J., LYNCH, BRIAN A..
Un método para fabricar un recipiente de plástico que tiene un cuerpo y una terminación con al menos una rosca externa , que comprende las etapas de:
(a) moldear a presión una preforma de plástico que tenga un cuerpo y una terminación con al menos una rosca externa ,
(b) moldear por soplado el cuerpo de dicha preforma para formar el cuerpo del recipiente, y
(c) expandir dicha terminación de preforma moldeada a presión, y dicha al menos una rosca externa , radialmente hacia fuera para formar una terminación del recipiente que tenga una rosca externa moldeada a presión,
caracterizado por que
dicha etapa (c) se lleva a cabo con posterioridad a dicha etapa (b), o al menos en dos etapas, una etapa previa a dicha etapa (b) y una segunda etapa posterior a dicha etapa (b), y
dicha etapa (c) es tal que, después de dicha etapa (c), la terminación expandida es una terminación de boca ancha que tiene un diámetro de más de 50 mm.
PDF original: ES-2555954_T3.pdf
Procedimiento de moldeo por inyección multicapa y de moldeo por soplado.
(06/01/2016) Proceso de moldeo por inyección superpuesta y soplado que comprende las siguientes etapas:
a. inyección de la preforma desde una unidad auxiliar de inyección adyacente al molde y desplazamiento del material procesado desde la unidad auxiliar de inyección al molde a través del canal de alimentación de la primera inyección , que está introducido en la placa de la cavidad y en la cavidad :
b. enfriamiento del material inyectado y apertura del molde por la línea de partición ;
c. alineación de la preforma en la cavidad de la segunda inyección y los elementos móviles (18 y 24);
d. cierre del molde en la cavidad de la segunda inyección y accionamiento del sistema mecánico de rampa desde el dispositivo de accionamiento ;
e. movimiento ascendente de la válvula tubular …
Procedimiento y aparato para la fabricación de contenedores de material plástico.
(16/12/2015) Aparato para la fabricación de contenedores de material plástico, tal como, botes, botellas o similares, adecuado para su conexión a una máquina tradicional para moldeo por inyección y comprendiendo una placa fija o placa posterior que puede ser conectada a un sistema de inyección para el moldeo del plástico y una placa móvil que lleva uno o varios punzones , definiendo cada punzón una cámara de moldeo cuando se encuentra en contacto con una matriz correspondiente presente en la placa posterior , para la producción de una pieza intermedia
en el que:
- dicha placa móvil comprende como mínimo dos estaciones o módulos dotadas de dichos punzones y con sistemas de soplado dispuestos interiormente en dichas estaciones y conectados a los punzones;
- comprendiendo dicha placa posterior como mínimo…
Preforma y recipiente para productos contaminables y método para la fabricación de los mismos.
(11/11/2015) Método para la fabricación de un recipiente, que comprende las etapas de hacer una mezcla de un material plástico con aditivos incorporados en la misma; moldear por inyección una preforma que comprende al menos una capa fabricada con dicha mezcla , seguido por el soplado de dicha preforma en un recipiente, en el que dicho aditivos se fabrican de un material que tiene una temperatura vítrea más alta Tg que dicho material plástico , produciendo de este modo un incremento del valor de la temperatura Tg, caracterizado porque comprende además las etapas de:
•r un formador de núcleo o formador de grano en dicho material plástico ,
•r un cristal en su interior y
•r núcleos en dicha preforma mediante dicha última adición.
Recorte de recipiente multicapa.
(08/07/2015) Un método de hacer un recipiente de plástico , que incluye los pasos de:
(a) moldear un producto recipiente de plástico intermedio que tiene un cuerpo y una cúpula integral con el cuerpo;
(b) quitar una porción superior (26a) de la cúpula ; y
(c) quitar una porción inferior (26b) de la cúpula para formar el recipiente ; caracterizado porque el cuerpo tiene una construcción en capas que incluye al menos una capa de material de resina de barrera que se extiende en parte a la cúpula pero no a toda ella; en el paso (b) se quita la porción superior (26a) en la que no está presente el material de barrera; y en el paso (c) se quita la porción inferior (26b) en la que está presente el material…
Recipiente de plástico fabricado mediante un procedimiento de soplado y estirado con un cuello cortado.
(01/07/2015) Recipiente de plástico con un cuello cortado, fabricado mediante un procedimiento de soplado y estirado a partir de una preforma fabricada mediante un procedimiento de inyección de plástico o un procedimiento de extrusión, que es introducida inmediatamente después de su fabricación o está espacial y/o temporalmente separada en una cavidad de molde de una herramienta de moldeo por soplado de un dispositivo de soplado y estirado y es hinchado conforme a la cavidad de molde con la ayuda de un medio de soplado, por sobrepresión, es estirada con un mandril de estirado y extraída del molde y, después, es conformada mediante el corte de una sección sobrante, que comprende una parte de cuello inyectada de la preforma , para dar el recipiente de plástico deseado, caracterizado por que el cuello restante tras el…
{kind=link}