CIP-2021 : B23K 26/38 : mediante escariado o corte.
CIP-2021 › B › B23 › B23K › B23K 26/00 › B23K 26/38[2] › mediante escariado o corte.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
B23K 26/38 · · mediante escariado o corte.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para taladrar agujeros semejantes a botellas con una geometría definida por medio de una radiación láser pulsada.
(02/05/2012) Procedimiento para taladrar agujeros en un intervalo de diámetro de 20 μm a 500 μm por medio deradiación láser aprovechando, por un lado, la calidad del rayo de fuentes de radiación láser y, por otro lado, lapolarización de la radiación , los parámetros de los impulsos de láser utilizados y la naturaleza y la presión delgas de trabajo utilizado, caracterizado porque se establece, en consonancia con el coeficiente de calidad K del rayoy la longitud de onda λ, la relación entre el diámetro del rayo en el lugar de ubicación del elemento de enfoque y ladistancia focal de éste, que está comprendida entre 1 y 6, de modo que se obtenga un agujero taladrado delongitud L, cuya forma es semejante a una botella y se caracteriza por un diámetro superior más pequeña dA,…
Procedimiento de mecanizado por haz de láser.
(04/04/2012) Un procedimiento de corte de un sustrato de material semiconductor, un sustrato de material piezoeléctrico o un sustrato de vidrio que va a cortarse por procesamiento láser que comprende:
irradiar el sustrato que va a cortarse con un haz de láser, y; cortar el sustrato a lo largo de la línea a lo largo de la cual se pretende cortar el sustrato , caracterizado por que la etapa de irradiación comprende irradiar el sustrato que va a cortarse con un láser pulsado (L) con un punto de convergencia de luz (P) que se encuentra en el interior del sustrato en una condición con una densidad de potencia máxima de al menos 1 x 108 W/cm2 en el punto de convergencia de luz (P) y una anchura de impulsos de 1 μs o menos, con el fin de generar una región de fisuración en la que se genera una fisura…
Dispositivo y procedimiento para la supervisión de un procedimiento de fabricación para la fabricación de un taladro pasante.
(28/03/2012) Procedimiento para la supervisión de un procedimiento de producción para la fabricación de un taladro pasante (5a) por medio de erosión por descarga eléctrica, que comprende las etapas: las etapas:
- detección de valores reales de sonido, que es generado durante la mecanización,
- determinación de una abertura y/o de una terminación del taladro pasante (5a) con la ayuda de los valores reales registrados del sonido, caracterizado porque
- el sonido registrado es sonido corporal,
- en el que el sonido corporal es registrado en un soporte de la pieza de trabajo , que retiene la pieza de trabajo , en la que debe fabricarse el taladro pasante (5a), y
- en el que un sensor para el registro de sonido corporal está dispuesto en el soporte de la pieza de trabajo .
Método para dividir un sustrato.
(28/03/2012) Un método para dividir un sustrato que comprende las etapas de:
irradiar un sustrato con una luz láser (L) mientras se posiciona un punto de convergencia de luz (P) en el interior del sustrato , de modo que forma una región modificada debido a la absorción multi-fotón dentro del sustrato , y causa que la región modificada forme una región de punto de arranque para el corte a lo largo de una línea a lo largo de la cual se cortará el sustrato , en el interior del sustrato a una distancia predeterminada de la cara incidente de la luz láser del sustrato ;
esmerilar el sustrato después de la etapa de formar la región del punto de arranque para el corte, de modo que el sustrato alcanza un grosor predeterminado; y separar una pluralidad de chips entre sí, en los que se…
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR MITADES DE CARCASA DE POCA FUERZA ELÁSTICA RECUPERADORA.
(11/01/2012) Procedimiento para producir mitades de carcasa de poca fuerza elástica recuperadora de metal, en particular, de acero, o de una aleación de acero, en el que se embuten pletinas en al menos una estampa (1, 1'') de embutido de modo que las pletinas tras el embutido profundamente presentan zonas (6a) de reborde en el cerco embutido profundo caracterizado porque las zonas (6a) de reborde se conforman mediante recalcado de una esquina prácticamente perpendicular a la pared del cerco de la pletina embutida profundamente y las zonas (6a) de reborde se recortan a continuación en una estampa (2, 2', 2'') de cizalladura de modo que resultan mitades de carcasa sin borde.
MÉTODO DE PROCESAMIENTO POR LÁSER.
(29/08/2011) Un método de procesamiento por láser que comprende la etapa irradiar un objeto que tiene que procesarse que comprende un sustrato y una parte laminada dispuesta en una cara delantera del sustrato con luz de láser (L), mientras que se posiciona un punto de convergencia de luz (P) dentro del sustrato , para formar una región modificada sólo dentro del sustrato , y hacer que la región modificada forme una región del punto de partida, ubicada dentro del sustrato a una distancia predeterminada desde la cara incidente de luz de láser del objeto , para cortar el objeto; cortar el sustrato y la parte laminada a lo largo de la línea a lo largo de la que se tiene que cortar el objeto cuando una fractura generada…
PROCEDIMIENTO DE CORTE CON UN LÁSER QUE TIENE AL MENOS UNA FIBRA A BASE DE ITERBIO CON CONTROL AL MENOS DE LA POTENCIA DE LA FUENTE DE LÁSER, DEL DIÁMETRO DEL HAZ FOCALIZADO Y DEL FACTOR CALIDAD DEL HAZ.
(22/07/2011) Procedimiento de corte mediante haz láser de una pieza que va a cortarse, en el que se usan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio que tiene una longitud de onda de entre 1 y 4 µm para generar el haz láser de una potencia comprendida entre 0,1 y 40 kW, caracterizado porque dicho haz láser se selecciona de manera que presenta: - una densidad de potencia de entre 1,5 y 20 MW/cm 2 , - un diámetro de haz focalizado comprendido entre 0,1 mm y 0,50 mm y - un factor de calidad (BPP) de entre 2 y 8 mm·mrad
MÉTODO DE CORTE DE UN OBJETO PROCESADO.
(13/04/2011) Un método de corte de un objeto a procesar, comprendiendo el método: una etapa de formación de la región de punto de partida de corte de irradiación de un objeto con forma de oblea a procesar con luz láser (L) mientras se sitúa un punto de convergencia de luz (P) en su interior, a fin de formar una región modificada debido a absorción multifotónica únicamente dentro del objeto , de manera que la luz láser apenas se absorba por una cara terminal del objeto y la otra cara terminal en el lado opuesto del mismo para evitar que la una cara terminal del objeto y la otra cara terminal del objeto se fundan tras la irradiación con luz láser (L) y provoquen que la región modificada forme una región de punto de partida de corte, desviada desde una posición central del objeto en una dirección de espesor de la misma…
METODO DE TRATAMIENTO POR LASER.
(03/09/2010) Un método de procesamiento por láser que incluye:
una primera etapa de irradiar un objeto plano que se tiene que procesar con luz de láser (L) mientras que emplaza un punto de convergencia de luz (P) dentro del objeto, a fin de formar una primera región modificada que se convierte en una región del punto de inicio para el corte dentro del objeto a lo largo de una primera línea de corte (5a) en el objeto, y formar una segunda región modificada que se convierte en una región del punto de inicio para el corte dentro del objeto a lo largo de una segunda línea de corte (5b)
caracterizado por que
la segunda línea de corte (5b) intersecta la primera línea de corte (5a) de manera que la segunda región modificada se intersecta al menos una parte de la primera región…
PROCEDIMIENTO DE CORTE DE FIBRA DE ACERO INOXIDABLE CON UN LASER.
(18/05/2010) Procedimiento de corte de una pieza de acero inoxidable por haz láser , en el cual se utilizan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio para generar el haz láser que sirve para fundir la pieza y de este modo realizar el corte propiamente dicho, caracterizado porque:
- el factor de calidad del haz láser está comprendido entre 1 y 8 mm.mrad, y
- la pieza a cortar tiene un espesor entre 0,40 y 30 mm
MAQUINA HERRAMIENTA PARA CORTE POR LASER DE MATERIALES DE CHAPA Y TUBO USANDO UN LASER DE FIBRA PARA TRANSMITIR EL HAZ DE LASER.
(06/04/2010) Máquina herramienta para corte por láser de materiales de chapa y tubo que comprende una mesa de soporte para los materiales , una unidad de corte principal , un sistema de control numérico, un ordenador personal, un panel de control integrado en la máquina, controlado y gestionado a distancia por el ordenador personal, un generador láser de fibra óptica, una unidad de refrigeración y un cabezal de corte por láser , en la que dicho cabezal de corte por láser , insertado en la unidad de corte y móvil sobre una mesa de trabajo o sobre un plato de soporte de tubos por medio del sistema de control numérico, está conectado a dicha unidad de refrigeración y a dicho generador láser, caracterizada porque dicho cabezal de…
PROCEDIMIENTO PARA EL CORTE DE TABLAS DE MATERIAL, EN PARTICULAR CHAPAS METALICAS, ASI COMO INSTALACION DE CORTE PARA LA REALIZACION DE ESTE PROCEDIMIENTO.
(11/02/2010) Procedimiento para el corte de tablas de material (13a, 13b), en particular chapas metálicas, colocándose en este procedimiento en primer lugar las tablas de material (13a, 13b) que han de ser cortadas en una posición de corte vertical (SP1, SP2) y cortándose las mismas a continuación mediante un dispositivo de corte de un lado, haciéndose pasar las tablas de material (13a, 13b) para el corte a dos posiciones de corte (SP1, SP2) distintas, alcanzables por el dispositivo de corte y cortándose una tras otra, caracterizado porque están dispuestas sólo dos posiciones de corte (SP1, SP2) de forma rotacionalmente simétrica…
PROCEDIMIENTO PARA CREAR UNA LINEA INTEGRADA DE ROTURA CONTROLADA EN UNA ESTRUCTURA PALNA.
(16/04/2007) Procedimiento para crear una línea de rotura controlada en una estructura plana de una capa con un lado de mecanizado y un lado decorativo , que está compuesta de un material con una distribución no homogénea de la densidad del material, en el que - un haz de rayos láser se dirige sobre el lado de mecanizado, y produce orificios que no son visibles por el lado decorativo mediante el corte del material en su trayectoria del haz, - el haz de rayos láser y la estructura plana realizan un movimiento relativo entre sí, de modo que los orificios se producen en una hilera a lo largo de la línea deseada de rotura controlada, - el rayo láser se desconecta a continuación en cada caso durante un intervalo de tiempo, determinado por la distancia…
PROCESO DE PERFORACION POR LASER PARA PRODUCIR UNA PLURALIDAD DE ORIFICIOS EN FORMAS DE PRODUCTOS QUIMICOS UTILIZANDO UN DEFLECTOR ACUSTOOPTICO.
(16/06/2006). Ver ilustración. Solicitante/s: MERCK & CO., INC.. Inventor/es: EMERTON, NEIL, GUTSELL, GRAHAM S., LARGE, TIMOTHY A., OWEN, STEPHEN.
UN PROCEDIMIENTO DE TALADRADO POR LASER CONFORMA UNA PLURALIDAD DE AGUJEROS EN UN MEDIO FARMACEUTICO DE DOSIFICACION . UN LASER DE DIOXIDO DE CARBONO DE ALTA POTENCIA SE DIRIGE, MEDIANTE UN DEFLECTOR DE RAYO LASER ACUSTICO-OPTICO CON DIVERSOS ESPEJOS Y LENTES , AL MEDIO DE DOSIFICACION PARA PRODUCIR AGUJEROS, CON RANGOS DE HASTA 100,000 UNIDADES POR HORA.
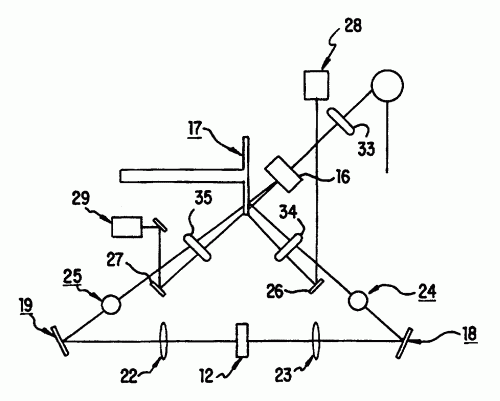
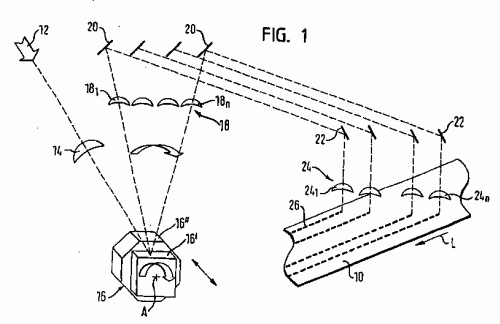
DISPOSITIVO PARA EL TRATAMIENTO DE UN SUSTRATO POR MEDIO DE RADIACION LASER.
(01/05/2006). Ver ilustración. Solicitante/s: MLT MICRO LASER TECHNOLOGY GMBH. Inventor/es: PAUL, HELMUT, HERRMANN, WALTER.
Dispositivo para el tratamiento de un substrato por medio de radiación láser, con un espejo giratorio poligonal , a través del cual se refleja al menos un rayo láser incidente y que es giratorio por medio de una disposición de lentes convergentes (241 24n) que están adyacentes entre sí, que están dispuestas a una distancia del substrato que corresponde a su distancia focal, caracterizado porque el espejo giratorio poligonal está dividido en al menos dos zonas (16, 16) que presentan un número diferente de facetas y porque el espejo giratorio poligonal se puede ajustar de tal manera que se pueden introducir diferentes zonas (16, 16) en la trayectoria de los rayos de la radiación láser y se pueden ajustar ángulos de exploración o ángulos de barrido correspondientemente diferentes del rayo láser reflejado por el espejo giratorio poligonal.
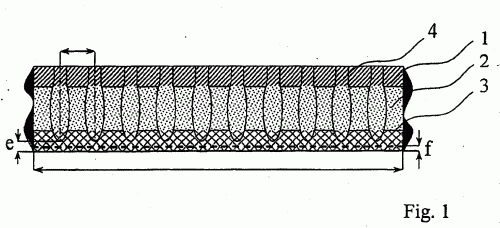
PROCEDIMIENTO PARA REALIZAR UNA LINEA DE ROTURA CONTROLADA DE POCA RESISTENCIA A LA ROTURA EN UNA CUBIERTA DE AIRBAG Y CUBIERTA DE AIRBAG FABRICADA DE ESTA FORMA.
(16/03/2006). Ver ilustración. Solicitante/s: JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH. Inventor/es: PREUSS,NORBERT, GRIEBEL, MARTIN, LUTZE, WALTER, STEINHAUSER, FRANK.
Procedimiento para realizar una línea de rotura controlada de poca resistencia a la apertura en una cubierta de airbag, compuesta de una capa de soporte , una capa de espuma y una capa decorativa , en el que se realiza mediante láser una serie de agujeros ciegos , caracterizado porque se realizan alternativamente los primeros grupos de agujeros ciegos de una longitud (a) y una cantidad (x) de varios agujeros ciegos planos sólo en el material de soporte , así como los segundos grupos de agujeros ciegos de una longitud (b) y una cantidad (y) de varios agujeros ciegos profundos a través del material de soporte y de la capa de espuma en la capa decorativa y se mantiene la capa de espuma como capa de apoyo en la zona de los primeros grupos de agujeros ciegos.
PROCEDIMIENTO DE INTERRUPCION DE PELICULAS METALICAS.
(01/12/2005) Un método para aislar eléctricamente regiones de una película metálica situada sobre una delicada estructura subyacente partiendo la película a lo largo de una línea predeterminada, incluyendo el método las etapas de: a) antes de formar la película metálica, formar una capa inerte, o sustancialmente inerte, sobre la estructura subyacente, al menos en la región de una brecha de aislamiento requerida, b) formar la película metálica sobre la estructura subyacente y la capa inerte, c) formar una serie de agujeros a través de la película metálica por ablación del material desde la película metálica a lo largo de la línea de aislamiento, para separar regiones adyacentes, usar un láser de impulsos de longitud de onda larga, caracterizado por la tasa de repetición…
{kind=link}
{kind=link}
{kind=link}