CIP-2021 : B29C 45/14 : incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/14[1] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
CIP2021: Invenciones publicadas en esta sección.
CAJA DE BOBINADO SOLENOIDE Y SOBREMOLDE PROTECTOR Y METODO DE FABRICACION.
(01/10/1995). Solicitante/s: ORBITAL FLUID TECHNOLOGIES, INC. Inventor/es: HAAS, ALBERT L., SAYER, CHRIS N., LOUIS, HEINER W.
BOBINADO DE SOLENOIDE Y HABITACULO PARA USAR CON UNA VALVULA DE CABEZAL DE COMBUSTIBLE ACTUADA POR ARMADURA Y EL PROCESO DE APLICAR ESCUDOS PLASTICOS ANULARES INTERNOS Y EXTERNOS SOBRE Y DENTRO DEL HABITACULO PARA SELLAR CONTRA LA HUMEDAD Y EL COMBUSTIBLE Y PROPORCIONAR PROTECCION DE JUNTA Y SOLDADURA. HABITACULO EN DIENTE PARA LOS EXTREMOS DE BOBINADO DE SOLENOIDE MOLDEADO JUNTO CON LOS ESCUDOS MOLDEADOS EXTERIORES. SE PROPORCIONA AISLAMIENTO CONTRA EL RUIDO Y PROTECCION DE LAS PARTES CON LOS ESCUDOS MOLDEADOS.
MIEMBRO ESTRUCTURAL MOLDEADO DE RESINA Y METODO PARA PRODUCIRLO.
(16/08/1995) SE DESCUBRE; UN MIEMBRO ESTRUCTURAL COMPRENDIENDO UN CUERPO PRINCIPAL MOLDEADO DE RESINA SINTETICA, UNA PARTE DE INSERCION MOLDEABLE DE UN PLASTICO DE INGENIERIA TENIENDO UNAS MEJORES PROPIEDADES FUNCIONALES EN RESPECTO A LA FUERZA QUE ESOS DE UNA RESINA SINTETICA ORDINARIA Y UN ANILLO DE REFUERZO METALICO ENTERAMENTE EMBUTIDO EN EL MIEMBRO ESTRUCTURAL , ENTRE EL CUERPO PRINCIPAL Y LA PARTE INSERTADA. LA PARTE MAS EXTREMA DE OTRO MIEMBRO ESTA ENGANCHADA POR ROSA CON UNA VARIEDAD DE TUERCAS ALREDEDOR DE LA SUPERFICIE INTERIOR DE LA PARTE DE INSERCION O FIJADA POR PRESION EN LA PARTE DE INSERCION. SE PRACTICA UN METODO PARA PRODUCIR UN MIEMBRO ESTRUCTURAL DEL TIPO ANTERIOR, MEDIANTE EL EMPLEO DE UN PROCESO DE MOLDEADO POR INYECCION POR MEDIO DE UN PRIMER PASO DE SITUAR UN ANILLO DE REFUERZO…
METODO DE FABRICACION DE UN TIMON CON DIRECCION GOBERNABLE.
(01/08/1995) UN METODO DE FABRICACION DE UN VOLANTE CON DIRECCION GOBERNABLE EN EL CUAL ES MOLDEADA CON UNA RESINA SINTETICA SOBRE LA SECCION INTERIOR ANULAR DEL CENTRO DEL VOLANTE, MEDIANTE UNA UNIDAD MATRIZ DE MOLDEADO, LA CUAL DEBE TENER PREVISTO UN REBORDE Y TENIENDO UN CANAL QUE SE EXTIENDE A TODO LO LARGO DE LA SECCION ANULAR DEL CENTRO DEL VOLANTE, EL RADIO DE ACOPLAMIENTO DEL REBORDE Y SOBRE CADA LADO, CARACTERIZADO POR INCLUIR UN TROQUEL DE PASOS EN LOS CUALES ESTAN SEÑALADOS EN EL MOLDEO, UNOS COJINETES SUPERIOR Y BAJO, LOS CUALES TIENEN UNAS MUESCAS PREVISTAS EN LA SUPERFICIE DE SEPARACION DE LOS MISMOS Y EN CONCORDANCIA CON LA CAVIDAD MOLDEADA DE LA UNIDAD, ESTANDO ABIERTOS UNO Y EL OTRO; UN PASO DE CENTRADO, EN EL CUAL ES FIJADO EL CENTRO EN LA CAVIDAD,…
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MODELADAS FORRADAS.
(01/07/1995). Solicitante/s: LIGNOTOCK GMBH. Inventor/es: NICOLAY, ALBERT, DR..
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MODELADAS FORRADAS PARA EL REVESTIMIENTO INTERIOR DE CABINAS DE VIAJEROS DE AUTOMOVILES. LAS PIEZAS MODELADAS SE COMPONEN DE UN SOPORTE CON FORMAS ESTABLES DE FIBRA DE MADERA PRENSADA O ANALOGO Y DE UN RECUBRIMIENTO ADHERIDO A EL EN EL LADO VISTO. EL RECUBRIMIENTO SE COMPONE DE UN MATERIAL TERMOPLASTICO Y SE APLICA SOBRE EL SOPORTE CALIENTE POR INYECCION EN UN MOLDE CERRADO. PARA ELLO SE CALIENTE EL SOPORTE A 120 A 180 (GRADOS) C.
MAQUINARIA PARA LA FABRICACION DE CEPILLOS DENTALES.
(01/07/1995). Solicitante/s: G.B. BOUCHERIE, N.V.. Inventor/es: BOUCHERIE, BART GERARD.
SE PRESENTA UNA MAQUINA PARA LA FABRICACION DE CEPILLOS ESPECIALMENTE CEPILLOS PARA LA HIGIENE DENTAL QUE SE COMPONE DE DOS BLOQUES DE MOLDEO , CONTENIENDO CAVIDADES COMPLEMENTARIAS QUE CONFORMAN LA CAMARA DE MODELADO POR INYECCION DEL CUERPO DEL CEPILLO ESTANDO PROVISTO ADEMAS DE UN VASTAGO PORTADOR QUE TRANSPORTA DOS PLAQUETAS (22, 22') PROVISTAS DE ORIFICIOS PARA RECIBIR EL PENACHO DE CERDAS (26, 26'), Y UNA SUPERFICIE DE MOLDEO (24, 24'). LA PIEZA PORTADORA DESPLAZA ALTERNATIVAMENTE DOS PLAQUETAS (22, 22'), ENTRE LA POSICION COMPACTA DE MOLDEO Y LA POSICION DE RECIBIR EL PENACHO DE CERDAS FRENTE AL CARGADOR DE CERDAS Y LA PLAQUETA TERMICA.
PANEL DE BORDES ENCAPSULADOS Y PROCESO PARA LA PRODUCCION DEL MISMO.
(01/05/1995). Solicitante/s: PILKINGTON PLC. Inventor/es: MORRIS, PETER, HOLLAND, ANTHONY RICHARD.
UN PROCESO PARA EL ENCAPSULADO DE LOS BORDES DE UN PANEL CON UNA ENCAPSULACION DE MOLDEADO EN LA PIEZA QUE INCORPORA UN CIERRE POR LO MENOS QUE SOBRESALE DE LA ENCAPSULACION PARA ASEGURAR EL PANEL EN SU LUGAR CUANDO SE UTILIZA, CUYO PROCESO CONSISTE EN PROPORCIONAR UN MOLDE CON UNA CAVIDAD HECHA DE UNA MANERA TAL QUE PROPORCIONE UN VOLUMEN CERRADO ALREDEDOR DE LA PERIFERIA MARGINAL DE UNA PARTE DEL PANEL POR LO MENOS COLOCADA EN EL MOLDE Y COLOCAR UN PANEL EN EL MOLDE CON UN CIERRE POR LO MENOS QUE TENGA UNA PARTE DE ANCLAJE COLOCADA EN DICHO VOLUMEN CERRADO Y UNA PARTE ROSCADA QUE SOBRESALE DEL MISMO, INYECTAR UN LIQUIDO ENCAPSULADOR ENDURECIBLE EN EL VOLUMEN CERRADO Y ENDURECER EL LIQUIDO SE CARACTERIZADO PORQUE SE COLOCA UNA JUNTA ELASTOMERICA ALREDEDOR DEL CIERRE DONDE EL CIERRE SOBRESALE DEL VOLUMEN CERRADO PARA PROPORCIONAR UN CIERRE HERMETICO ENTRE EL MOLDE Y EL CIERRE.
METODO PARA LA CREACION DE ORNAMENTOS.
(16/01/1995) EN UN METODO PARA LA CREACION DE UN ORNAMENTO, UNA PARTE PRINCIPAL DE ORNAMENTO DE METAL QUE TIENE UNA RANURA INTERIOR QUE SE ABRE EN UN EXTREMO (7A) AL BORDE EXTREMO DE LA PARTE PRINCIPAL DEL ORNAMENTO DE METAL Y EN EL EXTREMO OPUESTO (7B) A LAS SUPERFICIES FRONTALES Y POSTERIORES DE LA PARTE PRINCIPAL DEL ORNAMENTO DE METAL SE SUJETA ENTRE DOS ELEMENTOS DE MOLDE RELATIVAMENTE MOVILES MIENTRAS QUE EL EXTREMO (7A) DE LA RANURA INTERIOR SE CONECTA A UN ORIFICIO DE LOS ELEMENTOS DEL MOLDE Y EL EXTREMO OPUESTO (7B) SE COMUNICA CON LAS CAVIDADES DEL MOLDE (11A, 11B) EN LOS ELEMENTOS DEL MOLDE . LUEGO, UN MATERIAL DE RESINA SINTETICA FUNDIDA SE INYECTA EN LAS CAVIDADES DEL MOLDE (11A, 11B) A TRAVES DEL ORIFICIO Y LA RANURA INTERIOR…
PROCEDIMIENTO Y DISPOSITIVO PARA REVESTIR PIEZAS METALICAS CON PLASTICO.
(16/10/1994). Solicitante/s: WEISSER SPULENKORPER GMBH & CO. KG. Inventor/es: KAUFMANN, NORBERT.
LAS CUERDAS , EN LAS CUALES SE HAN LIMITADO PARTES METALICAS A REVESTIR MEDIANTE PUNTOS DE SEPARACION PREFORMADOS, SON LLEVADAS AISLADAS DELANTE DE UN ESPACIO HUECO DE MOLDEO . DESPUES SON EMPUJADAS HASTA UN TOPE EN EL ESPACIO Y SON SOMETIDAS A UNA FUERZA DE EMPUJE POR LA CUAL SE CURVAN EN FORMA DE LINEA SINUOSA PARA CONSTITUIR UNA RESERVA LONGITUDINAL EN EL TRAMO DELANTE DEL ESPACIO . A CONTINUACION SE FIJA LA PRIMERA PIEZA METALICA DE CADA CUERDA EN EL MOLDE DE REVESTIR . LA FUERZA DE EMPUJE NO SE ANULA HASTA QUE LA PRIMERA PIEZA METALICA QUEDA FIJADA; CON ELLO, LAS CUERDAS SE LIBERAN PARA RETROCEDER A LO LARGO DE SU RESERVA LONGITUDINAL. A CONTINUACION, LAS CUERDAS SE TENSAN DE NUEVO Y SE ROMPEN EN SU PRIMER PUNTO DE SEPARACION . CON ELLO SE EVITA QUE LAS TOLERANCIAS DE DISTANCIA ENTRE LOS PUNTOS DE SEPARACION SE ACUMULEN A POSIBLES FALLOS, LO CUAL IMPEDIRIA LA ROTURA DE LAS CUERDAS EN LOS PUNTOS DE SEPARACION PREFORMADOS.
UN METODO DE PRODUCIR TANQUES DE PLASTICO PARA LAVADORAS Y UN TANQUE ASI OBTENIDO.
(16/10/1994). Solicitante/s: INDUSTRIE ZANUSSI S.P.A.. Inventor/es: DURAZZANI, PIERO, TABASSO, MARIO.
UN METODO DE PRODUCIR TANQUES DE PLASTICO PARA LAVADORAS, COMPRENDIENDO UNA ESTRUCTURA RIGIDA FORMADA POR UNA BANDA CILINDRICA PERIFERICA Y LA PARED INFERIOR CIRCULAR, Y UNA PARED FRONTAL CIRCULAR REALIZADA SEPARADAMENTE, Y COMPRENDIENDO UNA PLURALIDAD DE BRAZOS RADIALES HUECOS INTEGRALES CON LA PARED 87) Y ADAPTADO PARA CONTENER AIRE O GAS. EL METODO COMPRENDE UNA PRIMERA FASE EN LA QUE EL MATERIAL PLASTICO ES INYECTADO DENTRO DEL MOLDE PARA FORMAR EL TANQUE EN UNA CANTIDAD PARA QUE OCUPE PARCIALMENTE LA CAVIDAD INTERIOR DEL MOLDE; Y UNA SEGUNDA FASE EN LA QUE EL AIRE O GAS ES SOPLADO DENTRO DEL MATERIAL PLASTICO EN TAL FORMA QUE HINCHE LA MASA Y RELLENE LA CAVIDAD ENTERA DE LA MATRIZ, Y TAMBIEN FORMA LAS CAVIDADES INTERIORES EN LOS BRAZOS RADIALES EN LA QUE EL AIRE O GAS PERMANECEN ENCERRADOS. LOS TANQUES DE ESTE TIPO SON ESTRUCTURALMENTE RESISTENTES Y REALIZADOS CON UN BAJO CONSUMO DE MATERIAL.
PROCEDIMIENTO DE FABRICACION DE JUNTAS DE ESTANQUEIDAD, EN ESPECIAL CORREDERAS PARA LUNAS DE AUTOMOVILES.
(16/10/1994). Solicitante/s: HUTCHINSON. Inventor/es: GUILLON, HENRI.
PROCEDIMIENTO DE FABRICACION DE UNAJUNTA DE ESTANQUEIDAD, EN ESPECIAL DE UNA CORREDERA PARA LUNA DE AUTOMOVIL, QUE CONSTA DE AL MENOS UN LABIO DE ESTANQUEIDAD PROVISTO DE UNA GUARNICION O REVESTIMIENTO QUE FACILITA EL DESLIZAMIENTO QUE VA EN EL CUERPO DE LA CORREDERA. SE FORMAS POR EXTRUSION LOS LABIOS DE ESTANQUEIDD DE LA CORREDERA EN LOS QUE SE DEPOSITA UN REVESTIMIENTO DESLIZANTE , BIEN POR COEXTRUSION DE UN MATERIAL APROPIADO, BIEN POR DEPOSICION, BIEN POR COMBINACION DE COEXTRUSION Y DEPOSICION; SE DISPONEN DICHOS LABIOS EN UN MOLDE DE INYECCION DE UNA FORMA QUE SE CORRESPONDA CON LA DE LA CORREDERA A FABRICAR, Y SE INYECTA EN DICHO MOLDE EL MATERIAL ELASTOMERICO O PLASTOMERICO DESTINADOA FORMAR EL CUERPO DE LA CORREDERA Y QUE SE HACE, ASI, SOLIDRIO POR EL MOLDEO DE LOS LABIOS DE ESTANQUEIDAD.
HERRAMIENTA PARA LA COLADA DE PLASTICOS POR INYECCION.
(01/08/1994). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE S.A.. Inventor/es: REIL, WILHELM.
SE DESCRIBE UNA HERRAMIENTA PARA LA COLADA DE UNA TAPADERA DE PLASTICO POR INYECCION EN EL TUBO DE UN ENVASE PARA LIQUIDOS. LA HERRAMIENTA TIENE UN MOLDE INTERNO Y UNO EXTERNO DE DOS PARTES , EN LAS CUALES PUEDEN ENCAJAR HERMETICAMENTE O SEPARARSE DOS PIEZAS CONFORMADAS DE ACERO A LO LARGO DE UN TABIQUE DE SEPARACION POR MEDIO DE UN ACCIONAMIENTO. LA CAVIDAD DE MOLDEO POR INYECCION ESTA FORMADA POR UN CONJUNTO DE PERFILES SUPERFICIALES ACOPLADOS SOBRE LOS MOLDES . EN EL LADO CONTRARIO A LA CAVIDAD DE MOLDEO, DETRAS DEL CONJUNTO DE PERFILES HAY UNOS ESPACIOS DE REFRIGERACION . CON OBJETO DE MEJORAR EL RENDIMIENTO DE LA MAQUINA PRODUCTORA DE ENVASES, MEJORANDO EN PARTICULAR LA REFRIGERACION DE LA SUPERFICIE DE MOLDEO, EL INVENTO HA PREVISTO QUE LOS ESPACIOS DE REFRIGERACION LIMITEN, AL MENOS POR UN LADO, CON UNA PIEZA INTERCALADA EN UNA ESCOTADURA EN LA CORRESPONDIENTE PIEZA , DE MODO IMPERMEABLE A LOS LIQUIDOS.
PROCEDIMIENTO PARA COLOCAR ELEMENTOS PEQUEÑOS DE PLASTICO DE FORMA FIJA Y DEFINIDA, EN PUNTOS PRENSADOS, COMPUESTOS ESENCIALMENTE DE FIBRAS NATURALES ENCOLADAS O UNIDAS POR RESINA ARTIFICIAL O DE VIRUTA.
(01/07/1994) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA PONER EN UN PUNTO DEFINIDO Y FIJAMENTE PIEZAS PEQUEÑAS DE PLASTICO EN PIEZAS PRENSADAS COMPUESTAS ESENCIALMENTE DE FIBRAS NATURALES UNIDAS CON RESINA ARTIFICIAL O DE VIRUTAS. ESTAS SE PRENSAN A LA FORMA DESEADA REDUCIENDO EL VOLUMEN EN UNA HERRAMIENTA DE PRENSADO, DONDE REACCIONA EL AGLUTINANTE. DESPUES SIGUE, UTILIZANDO EL PASO DESCRITO EN LO SIGUIENTE, LA INYECCION DE LA O LAS PIEZAS PEQUEÑAS DE PLASTICO EN EL LUGAR DESEADO DE LA PARED DE LA PIEZA PRENSADA. EN EL PUNTO DE FIJACION DE LA PIEZA PEQUEÑA, EN LA PIEZA PRENSADA, SE MOLDEA DURANTE EL PROCESO DE PRENSADO UN HUECO, CON DIMENSIONES MENORES QUE LA PIEZA A FIJAR, EN LA PARED DE LA PIEZA PRENSADA. LA PIEZA PRENSADA TERMINADA SE INTRODUCE EN UNA HERRAMIENTAS…
INSTALACION DE CARGA Y DESCARGA PARA UNA MAQUINA PARA MOLDEAR POR INYECCION.
(16/06/1994). Solicitante/s: SYSTEC ENGINEERING KNAUER GMBH & CO. KG. Inventor/es: DOBLER, WALTER.
EN UNA INSTALACION DE CARGA Y DESCARGA PARA UNA MAQUINA PARA MOLDEAR POR INYECCION CON PIEZAS DE FORMA DESPLAZABLES UNA RESPECTO A LA OTRA UNO O MAS ORGANOS DE CARGA Y UNO O MAS ORGANOS DE DESCARGA SE ACOPLAN DIRECTAMENTE A LAS PIEZAS DE FORMA DESPLAZABLES . DURANTE EL MOVIMIENTO DE APERTURA DE LAS PIEZAS DE FORMA, AMBOS ORGANOS SE DESPLAZAN ENTRE UNA ESTACION DE CARGA O UNA ESTACION DE DESCARGA Y UNA U OTRA PIEZA DE FORMA. DE ESTA MANERA, LOS INTERVALOS DE CARGA Y DESCARGA DE PIEZAS DE TRABAJO ENTRE DOS PROCESOS DE TRABAJO DE LA MAQUINA SE REDUCEN CONSIDERABLEMENTE. MEDIANTE LA CONSTRUCCION Y DISPOSICION ESPECIAL DE LOS ORGANOS Y SU ACCIONAMIENTO, SE AUMENTA A LA VEZ LA SEGURIDAD DE FUNCIONAMIENTO DE LA INSTALACION.
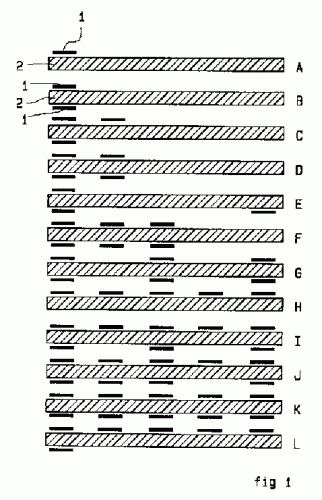
PLACA DE MATERIA TERMOPLASTICA REFORZADA SUPERFICIALMENTE Y PROCEDIMIENTOS PARA SU REALIZACION.
(16/05/1994). Ver ilustración. Solicitante/s: SOLVAY. Inventor/es: DEHENNAU, CLAUDE.
PLACA DE MATERIA TERMOPLASTICA REFORZADA SUPERFICIALMENTE Y PROCEDIMIENTOS PARA SU REALIZACION. LA PLACA ES REFORZADA POR PORCIONES DE UNA CINTA CONSTITUIDA POR UN CONJUNTO DE FIBRAS CONTINUAS PARALELAS IMPREGNADAS DE UNA MATERIA TERMOPLASTICA QUE SON POSICIONADAS DE MANERA SIMETRICA SOBRE LAS DOS CARAS DE LA PLACA, SIENDO LA DISTANCIA ENTRE DOS PORCIONES DE CINTA PROXIMAS, EN CADA CARA DE LA PLACA, COMO MAXIMO IGUAL A CUATRO VECES LA ANCHURA DE DICHAS PORCIONES DE CINTA. LA PLACA REFORZADA PUEDE SER PRODUCIDA ESPECIALMENTE MEDIANTE MOLDEO POR INYECCION O MEDIANTE TERMOCONFORMACION BAJO COMPRESION Y PRESENTA ESPECIALMENTE UNA RIGIDEZ NOTABLEMENTE MEJORADA.
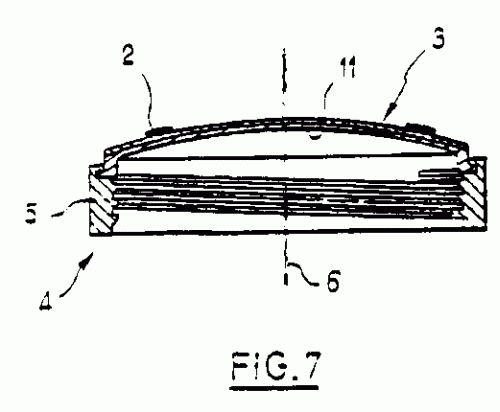
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE MATERIA PLASTICA DECORADA Y LA PIEZA ASI OBTENIDA.
(01/04/1994). Ver ilustración. Solicitante/s: COMOPALST (SOCIETE ANONYME). Inventor/es: CORTEGGIANI, PIERRE.
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE MATERIA PLASTICA DECORADA Y LA PIEZA ASI OBTENIDA, TAL COMO UN TAPON Y QUE ESTA CONSTITUIDA POR UNA PLAQUETA DECORADA INTEGRADA POR SOBREMOLDEO EN UNA FALDILLA DEL TAPON , LAS PLAQUETAS SE CORTAN PREVIAMENTE Y SE TERMOCONFORMAN EN SERIE EN UNA PLACA DE MATERIAL PLASTICO DE CALIDAD APROPIADA. LA INVENCION SE APLICA PRINCIPALMENTE A LA INDUSTRIA DE LOS COSMETICOS.
PROCEDIMIENTO DE REALIZACION DE CUERPOS DE TARJETA Y TARJETAS DE GRAFISMO, Y CUERPO DE TARJETA ASI OBTENIDOS.
(01/03/1994). Solicitante/s: SCHLUMBERGER INDUSTRIES. Inventor/es: ROSE, RENE.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA REALIZAR UN CUERPO DE TARJETA PROVISTO DE UN GRAFISMO. SE COLOCA UNA ETIQUETA EN UN MOLDE Y SE MANTIENE LA ETIQUETA CONTRA LA PARED DEL MOLDE. SE INYECTA UN MATERIAL PLASTICO (ABS) MEDIANTE LA BOQUILLA DEL MOLDE. PREFERENTEMENTE, LA ETIQUETA CONSTA DE UN GRAFISMO EN SUS DOS CARAS Y EL MATERIAL PLASTICO ES TRANSPARENTE.
METODO PARA EMPAQUETAR UNA CANTIDAD MEDIDA DE RESINA TERMO ENDURECEDORA DESTINADO A LA ENCAPSULACION DE UN COMPONENTE, EMPAQUETADO UTILIZANDO ESTE METODO, METODO PARA TRABAJAR CON UN MOLDE Y MOLDE PARA LLEVAR A CABO ESTE METODO.
(16/02/1994). Solicitante/s: 3P LICENSING B.V. Inventor/es: PAS, IRENEUS JOHANNES THEODORES MARIA.
METODO PARA EMPAQUETAR UNA CANTIDAD MEDIDA DE RESINA TERMO ENDURECEDORA , IDEADO PARA ENCAPSULAR UN COMPONENTE TAL COMO UN CIRCUITO INTEGRADO, MEDIANTE LA INTRODUCCION DE ESTA CANTIDAD EN UNA ENVOLTURA DE PLASTICO FLEXIBLE (6A, 6B) QUE PUEDE CERRARSE HERMETICAMENTE, Y EMPAQUETAMIENTO DE UNA CANTIDAD MEDIDA DE PLASTICO TERMO ENDURECEDOR IDEADO PARA ENCAPSULAR UN COMPONENTE, OBTENIDO UTILIZANDO ESTE METODO.
PROCEDIMIENTO PARA LA FABRICACION DE RAMIFICACIONES DEL TUBO DE MOLDE DE GOMA Y TUBO FABRICADO SEGUN ESTE PROCEDIMIENTO.
(01/02/1994). Solicitante/s: METZELER AUTOMOTIVE PROFILES GMBH. Inventor/es: HARTEL, VOLKER, HEYNEMANN, CARL, KAHLEFELD, HERMANN.
EN UN PROCEDIMIENTO PARA LA FABRICACION DE RAMIFICACIONES DEL TUBO DE MOLDE DE GOMA ESPECIALMENTE PARA TUBOS DE AGUA DE REFRIGERACION DE VEHICULOS, DONDE EN EL FINAL LIBRE DE UN TROZO DEL TUBO DE RAMIFICACION HAY SUSPENDIDOS Y FIJADOS DENSAMENTE AL LIQUIDO TRAMOS DE TUBOS VULCANIZADOS DE PLASTICO, ESTA PREVISTO CONFORME AL INVENTO PARA LA ADHERENCIA MEJOR Y PARA EVITAR UN ABOCINAMIENTO BAJO EL ESFUERZO DE TRAVIESA, QUE LOS FINALES DEL TUBO SUSPENDIDOS SOBRE EL TROZO DEL TUBO DE RAMIFICACION Y EL ESPACIO LIBRE, SITUADO ENTRE ELLOS, ESTE SURTIDO CON UNA MASA TERMOPLASTICA, AFINA PARA EL POLIMERO BASE DE LA GOMA DEL TUBO, CON UN E DE LA GOMA Y ESTE UNIDO BAJO TEMPERATURA DE TAL MANERA, QUE SE EFECTUE UNA UNIIN POR SOLDADURA DEL MANGUITO PRODUCIDO DE TAL MANERA CON LOS TUBOS DE GOMA.
DISPOSITIVO PARA ROCIADO DE UNA PIEZA DE PLASTICO EN UN TUBO DE PAPEL POR UTILIZACION DE UNA PIEZA DE APOYO.
(01/01/1994). Solicitante/s: TETRA ALFA HOLDINGS S.A.. Inventor/es: REIL, WILHELM.
SE DESCRIBE UN DISPOSITIVO PARA ROCIADO DE UNA TAPA EN UN MANGUITO DE PAPEL 82) RECUBIERTO CON PLASTICO, CON LO QUE ESTE DISPOSITIVO TIENE UN NUCLEO INYECTOR 84) Y UNA FORMA EXTERIOR QUE ENGRANA CON ESTE. PARA QUE EN EL TUBO DE PAPEL CUADRADO EN CORTE TRANSVERSAL NO SE ARQUEEN LAS PAREDES PLANAS DEL TUBO Y LA POSICION DE ROCIADO SE AJUSTA CON EXACTITUD EN TODAS PARTES, SE HA PREVISTO SEGUN EL INVENTO QUE EN LA SUPERFICIE DEL BORDE CERCA DEL CANTO EXTERIOR SUPERIOR RECTO DEL NUCLEO INYECTOR SE LLEVE AL MENOS UNA PIEZA DE APOYO EN LA QUE SE LLEVA EN POSICION EL BORDE DEL TUBO DE PAPEL.
PIEZA DE CARROCERIA DE MATERIAL SINTETICO PROVISTA DE UNA JUNTA DE CIERRE, Y PROCEDIMIENTO PARA LA FORMACION DE LA JUNTA SOBRE ESTA PIEZA.
(01/01/1994). Solicitante/s: HUTCHINSON. Inventor/es: NIVERT, CHANTAL.
PIEZA DE CARROCERIA DE MATERIAL SINTETICO, PROVISTA DE UNA JUNTA DE CIERRE QUE ESTA MOLDEADA DE MATERIAL POLIMERIZABLE SOBRE UN BORDE DE LA PIEZA QUE PRESENTA CAMBIOS DE DIRECCION Y/O CAMBIOS DE PLANO CON ANGULOS VIVOS. LA INVENCION SE APLICA A PIEZAS DE CARROCERIA DE MATERIAL SINTETICO.
PROCESO Y DISPOSITIVO DE REALIZACION DE UNA JUNTA QUE CONTIENE UN INJERTO, EN LA PERIFERIA DE UN ACRISTALAMIENTO, Y ACRISTALAMIENTO OBTENIDO.
(01/01/1994). Solicitante/s: AUTOMOBILES PEUGEOT AUTOMOBILES CITROEN. Inventor/es: THOMAS, GERARD, JAFFIOL, FRANCK, OLIVIER, JEAN JACQUES.
SE INYECTA UNA MATERIA PLASTICA EN ESTADO LIQUIDO EN UN MOLDE CERRADO FLEXIBLE COMPUESTO DE UNA HUELLA DE MOLDEADO EN LA QUE SE COLOCA EL BORDE DEL ENCRISTALAMIENTO . LA MATERIA PLASTICA ES INYECTADA EN LA HUELLA DEL MOLDE EN ESTADO INERTE Y ACTIVADO POR UNA RADIACION ELECTROMAGNETICA DE ALTA FRECUENCIA O POR UNA RADIACION DE MICROONDAS. UN INJERTO SE INSTALA EN LA HUELLA DEL MOLDE ANTES DE LA INYECCION DE LA MATERIA PLASTICA. LA INYECCION Y EL ENDURECIMIENTO ULTERIOR DE LA MATERIA PLASTICA SE EFECTUAN EN EL INTERIOR DE LA HUELLA DEL MOLDE EN LA QUE SE DISPONEN, DURANTE ESTAS OPERACIONES, EL BORDE (5A) DEL ACRISTALAMIENTO Y EL INJERTO EN SU POSICION RELATIVA DEFINITIVA EN EL ENCRISTALAMIENTO EN EL ESTADO ELABORADO. LA INVENCION PUEDE SER UTILIZADO PARA REALIZAR ENCRISTALAMIENTOS PARA VEHICULO AUTOMOVIL DOTADO DE INJERTOS CONSTITUIDOS POR JUNCOS DECORATIVOS O POR ELEMENTOS FUNCIONALES COMO SON LOS CONDUCTOS, LOS CABLES O LOS TORNILLOS DE FIJACION.
PROCESO DE FABRICACION DE ARTICULOS MOLDEADOS EN MATERIAL TERMO-ENDURECIDO INCLUYENDO UN ORNAMENTO INCORPORADO.
(16/12/1993). Solicitante/s: SOCIETE ANONYME CRAY VALLEY. Inventor/es: COCHETEUX, DANIEL, GOLABECK, WILLIAM, JANNEL, JEAN-CLAUDE.
ESTE PROCESO PERMITE OBTENER, DE FORMA SIMPLE, PRODUCTOS MOLDEADOS QUE PRESENTAN BUENAS CARACTERISTICAS MECANICAS ASOCIADAS A UNA CONDICION DE SUPERFICIE DE BUEN ASPECTO, Y QUE RESISTEN A TODOS LOS PRODUCTOS ALIMENTICIOS Y A TODOS LOS PRODUCTOS DE LAVADO NECESARIOS PARA SU CONSERVACION. SEGUN ESTE PROCESO, SE APLICA, EN UN MOLDE ADAPTADO A LA COMPRESION O INYECCION, UNA RESINA POLYESTER CATALIZADA REFORZADA POR FIBRAS DE VIDRIO, SE DEPOSITA ENSEGUIDA SOBRE ESTA CAPA DE RESINA POLYESTER CARGADA UNA BARRA O UN TEJIDO DE FIBRA DE VIDRIO, EL CONJUNTO ES ENTONCES COCIDO Y RETICULADO POR CIERRE DEL MOLDE, CALENTADO Y SOMETIDO A PRESION, SE ALCE DE NUEVO EL MOLDE, SE DEPOSITA ENSEGUIDA UN ELEMENTO DECORATIVO EN TEJIDO O PAPEL, SE VUELCA ENSEGUIDA UN BARNIZ A BASE DE POLYESTER CATALISADO. SE CUECE POR CIERRE DEL MOLDE, CALENTAMIENTO Y SUBIDA DE LA PRESION.
METODO DE MANUFACTURACION CALOR - SOLDADURA DE AJUSTES TERMOPLASTICOS.
(01/12/1993). Solicitante/s: UPONOR BV. Inventor/es: WHITE, PETER, HARRISON, GORDON, GREAVES, CHRISTOPHER, STREET, RONALD ARTHUR.
SOLDAR MANGUITOS DE TUBOS PARA TUBOS TERMOPLASTICOS AJUSTADOS USANDO UN NUCLEO (10A, 10B) EN LOS CUALES HAY LOCALIZADAS DOS TERMINALES SOPORTADAS POR POSTES DE PLASTICO LOS CUALES PUEDEN SER DISTITUIDAS TAL QUE CUANDO LOS NUCLEOS ESTEN RETIRADOS EL POSTE DE PLASTICO NO PREVIENE LA RETIRADA.
PROCESO PARA LA FABRICACION DE PIEZAS MOLDEADAS QUE COMPRENDE UN SOPORTE RIGIDO Y UN RECUBRIMIENTO FLEXIBLE.
(01/12/1993) PROCESO PARA LA REALIZACION DE PIEZAS QUE COMPRENDEN UNA PARTE DE SOPORTE RIGIDO O SEMIRIGIDO REVESTIDO DE UNA PARTE DE RECUBRIMIENTO DECORATIVO FLEXIBLE, CARACTERIZADO EN QUE CONSISTE: ESTADO PRETENSADO SOBRE EL REBORDE PERIFERICO DE LA IMPRONTA HUECA DE UN MOLDE. LA ZONA QUE PERMANECE LIBRE DE DICHA PARTE FLEXIBLE, POR EXTENCION BAJO EL EFECTO DE LA PENETRACION DE UN CONTRAMOLDE EN EL INTERIOR DE DICHA IMPRONTA HUECA , HASTA UNA DISTANCIA DEL FONDO DE ESTA QUE CORRESPONDE AL ESPESOR DE LA PIEZA ACABADA, PUDIENDO LOS BORDES DE DICHA PARTE FLEXIBLE PERMANECER INMOVILIZADOS POR APRIETE ENTRE LAS DOS MITADES DEL MOLDE. IDA EN ESTADO FUNDIDO, SEGUN LA TECNICA LLAMADA A BAJA PRESION, EN EL ESPACIO QUE SUBSISTE ENTRE LAS DOS MITADES DEL MOLDE, POR ENCIMA DE DICHA PARTE FLEXIBLE, DE MANERA…
PROCEDIMIENTO PARA PRODUCIR PIEZAS PERFILADAS DE MATERIALES SINTETICOS CON RECUBRIMIENTOS SUPERFICIALES DECORATIVOS Y ESTAMPADOS.
(16/11/1993). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT DYNAMIT NOBEL AKTIENGESELLSCHAFT. Inventor/es: FRIES, BERND, SIEGEMUND, ECKARD, DR. ING.
SE DESCRIBE UN PROCEDIMIENTO PARA PRODUCIR PIEZAS PERFILADAS D EMATERIALES SINTETICOS CON RECUBRIMIENTOS SUPERFICIALES DECORATIVOS Y ESTAMPADOS. UNA LAMINA ADECUADA PARA EMBUTICION Y NO ESTAMPADA SE ENCAJA EN EL MOLDE PARA EMBUTICION. EL MOLDE DE EMBUTICION SOBRE LA SUPERFICIE INTERIOR PRESENTA UNA ESTRUCTURA DE ESTAMPADO. A CONTINUACION SE INYECTA MATERIAL SINTETICO TERMOPLASTICO Y FUNDIDO CON UNA PRESION ENTRE 10 Y 130 BAR EN EL MOLDE DE EMBUTICION. LA TEMPERATURA DE LOS MATERIALES TERMOPLASTICOS PERMANECE POR ENCIMA DE LA TEMPERATURA DE REBLANDECIMIENTO DE LA LAMINA 84) ADECUADA PARA EMBUTICION. SIMULTANEAMENTE LA INYECCION DEL MATERIAL SINTETICO SE INSUFLA GAS EN EL FUNDIDO SINTETICO. LA PRESION EN LA PIEZA PERFILADA SE MANTIENE HASTA SOLIDIFICACION DEL MATERIAL SINTETICO TERMOPLASTICO. SIMULTANEAMENTE CON LA INYECCION DE FUNDIDO DE LOS MATERIALES NUCLEARES 86) SE ESTAMPA LIBREMENTE LA LAMINA SUPERFICIAL.
PROCESO DE MOLDEADO DE LAMINAS NO RIGIDAS POR INYECCION DE MATERIAS TERMOPLASTICAS PARA REALIZAR PIEZAS COMPUESTAS.
(01/10/1993). Solicitante/s: COMPAGNIE PLASTIC OMNIUM SOCIETE ANONYME DITE:. Inventor/es: POISAT, MICHEL, BARNE, BRUNO.
EL INVENTO TRATA UN PROCESO PARA MOLDAR LAMINAS NO RIGIDAS INYECTANDO UNA MATERIA TERMOPLASTICA, PARA REALIZAR PIEZAS COMPUESTAS. SE COLOCA LA LAMINA EN EL MOLDE; SE INYECTA UNA CANTIDAD DE MATERIA TERMOPLASTICA QUE ES INSUFICIENTE PARA RELLENAR LA TOTALIDAD DE LA CAVIDAD DEL MOLDE PERO SUFICIENTE PARA RECUBRIR EL CONJUNTO DE LA SUPERFICIE INTERNA DEL MOLDE CON UNA CAPA DEL ESPESOR DESEADO; SE INYECTA SIMULTANEA O SUCESIVAMENTE EN LA MATERIA TERMOPLASTICA, AUN, AL MENOS PARCIALMENTE, EN FUSION, UN GAS A PRESION QUE LA RECHAZA SOBRE TODA LA SUPERFICIE DEL MOLDE CREANDO AL MENOS UNA CAVIDAD (3D, 3E) RELLENA DE DICHO GAS,; SE ENFRIA EL MOLDE PARA LLEVAR LA MATERIA TERMOPLASTICA A ESTADO SOLIDO; SE DESCONECTA EL INTERIOR DEL MOLDE DE LA FUENTE DE GAS A PRESION Y SE ABRE DICHO MOLDE PARA LIBERAR LA PIEZA COMPUESTA ASI OBTENIDA.
PAQUETE PARA MATERIAL FLUIDO, CON MANGO INYECTADO, PROCEDIMIENTO PARA INYECTAR EL MANGO Y DISPOSITIVO PARA ELLO.
(01/06/1993). Solicitante/s: TETRA ALFA HOLDINGS S.A.. Inventor/es: REIL, WILHELM.
SE DESCRIBE UN EMBALAJE PARA LIQUIDOS CON UN TUBO FORMADO POR UNA COSTURA LONGITUDINAL SELLADA EN CUYOS EXTREMOS SE ENCUENTRAN EL FONDO Y LA TAPA . LA TAPA ES, PARCIALMENTE, DE MATERIAL TERMOPLASTICO SIN MATERIAL DE SOPORTE Y EL TUBO ES DE MATERIAL DE SOPORTES RECUBIERTO CON PLASTICO. LA TAPA TIENE, POR LO MENOS, TRES ESQUINAS Y DOS SUPERFICIES FORMANDO UN ANGULO, DE LAS CUALES LA PRIMERA SUPERFICIE DE LA TAPA ES PARALELA A LA SUPERFICIE DEL FONDO Y LA SEGUNDA, POR LO MENOS PARCIALMENTE, ESTA FORMADA POR EL MATERIAL DEL TUBO Y UNIDA A UN ASA . EL ASA ESTA UNIDO CON LA TAPA Y FIJADA EN LA SEGUNDA SUPERFICIE. PARA MEJORAR ESTE TIPO DE ENVOLTURA, PERMITIENDO UNA MAYOR CANTIDAD DE UNIDADES INYECTADAS POR UNIDAD DE TIEMPO, SIN DAÑAR EL ASA, LA ENVOLTURA TIENE COMO CARACTERISTICA QUE EL PUENTE VERTICAL ES RECTO Y TIENE EN SU SUPERFICIE POSTERIOR POR LO MENOS UN REBAJE.
PROCEDIMIENTO DE FABRICACION DE UN ZAPATO DE SUELA INYECTADA Y ZAPATO ASI OBTENIDO.
(16/04/1993). Solicitante/s: LA FOURMI S.A. Inventor/es: GRIMAULT, BERNARD.
PROCEDIMIENTO DE FABRICACION DE UN ZAPATO DE SUELA INYECTADA. EL INSERTO Y LA PRIMERA DE MONTAJE ESTAN PROVISTOS DE PASOS PARA LA MATERIA TERMOPLASTICA DE INYECCION . DE ESTA MANERA, LA SOLIDARIZACION DE LAS DIFERENTES PIEZAS SE OBTIENE POR LA OPERACION DE INYECCION DE LA SUELA.
PROPULSOR DE BOMBA HIDRAULICA.
(01/04/1993). Solicitante/s: CONCENTRIC PUMPS LIMITED. Inventor/es: CHILD, ROBIN EDWARD.
EL INVENTO SE REFIERE A UN PROPULSOR DE BOMBA HIDRAULICA PARA MOTOR FABRICADO MEDIANTE MOLDEO POR INYECCION DE NYLON CON FIBRA DE VIDRIO CON UN ANILLO FUNDIDO E INCRUSTADO DE ALEACION DE ALUMINIO QUE ACTUA COMO REFUERZO PARA MANTENER EL PROPULSOR AJUSTADO EN SU EJE MOTOR PERO SIN QUE EXISTA CONTACTO ENTRE EL ARO DE METAL Y EL EJE.
DISPOSITIVO PARA COLOCAR PELICULAS EN UNA MAQUINA DE MOLDEO.
(01/04/1993). Solicitante/s: TOLKKI OY. Inventor/es: DROMIGNY, PIERRE.
DISPOSITIVO PARA COLOCAR, EN UNA MAQUINA MOLDEADORA DE OBJETOS, PELICULAS DE FORMATO DETERMINADO, DESTINADAS A SERVIR DE REVESTIMIENTO AL MENOS PARCIAL A LA SUPERFICIE LATERAL Y A LA CARA EXTREMA DE DICHO OBJETO. ESTE DISPOSITIVO CONSTA DE: UN PRIMER ALMACEN QUE CONTIENE UNA PLURALIDAD DE PRIMERAS PELICULAS DESTINADAS A REVESTIR, CADA UNA DE ELLAS, LA CARA EXTREMA DEL OBJETO; UN SEGUNDO ALMACEN QUE CONTIENE UNA PLURALIDAD DE SEGUNDAS PELICULAS DESTINADAS A REVESTIR, CADA UNA DE ELLAS, LA SUPERFICIE LATERAL DEL OBJETO; UN ORGANO QUE PRESENTA UNA FORMA EXTERIOR QUE SE CORRESPONDE CON LA DEL OBJETO A REVESTIR, QUE PUEDE SEPARR, EN EL PRIMER Y SEGUNDO ALMACENES, LAS PRIMERAS Y LAS SEGUNDAS PELICULAS; UNOS PRIMEROS Y UNOS SEGUNDOS ELEMENTOS PARA APLICAR Y MANTENER DICHAS PRIMERA Y SEGUNDA PELICULAS CONTRA EL ORGANO ; Y UNOS ELEMENTOS PARA TRANSPORTAR EL ORGANO SEPARADOR EN LA MATRIZ DE DICHA MAQUINA.
RECIPIENTE HUECO DE RESINA SINTETICA CON ASA Y METODO PARA MOLDEARLO.
(01/12/1992). Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: NAKAMURA, YOSHINORI NISSEI ASB MACHINE CO.,LTD., MIYAZAWA, YOSHIKI NISSEI ASB MACHINE CO., LTD., YOSHIZAWA, SHIGEO NISSEI ASB MACHINE CO., LTD.
SE DESCRIBE UN RECIPIENTE, COMO UNA BOTELLA DE RESINA SINTETICA, FORMADO POR MOLDEO Y ESTIRADO POR INSUFLACION DE AIRE COMPRIMIDO DE UN PARISON MOLDEADO POR INYECCION. EL RECIPIENTE TIENE UN CUERPO CUYO LADO LLEVA UN ASA OBTENIDA EN MOLDEO SECUNDARIO. SE DESCRIBE IGUALMENTE EL METODO PARA MOLDEAR UN RECIPIENTE HUECO CON ASA.
PROCEDIMIENTO DE FABRICACION DE UN RECIPIENTE O TUBO EQUIPADO DE UNA BOMBA, UTILLAJES CORRESPONDIENTES Y RECIPIENTE O TUBO OBTENIDO.
(16/10/1992) LA INVENCION TIENE POR OBJETO UN PROCEDIMIENTO DE FABRICACION O TUBO EQUIPADO DE UNA BOMBA DE DISTRIBUCION DE UN PRODUCTO LIQUIDO O CREMOSO, DICHA BOMBA TENIENDO UN REBORDE ANULAR DE FIJACION CUYO CONTORNO ESTA AL MENOS EN SUPERFICIE EN MATERIA PLASTICA, EN EL CUAL: A) DISPONEMOS LA BOMBA ENTRE UTILLAJES CERRANDO DE FORMA ESTANCA EL REBORDE Y CONTENIENDO LA BOMBA CON UNAS HOLGURAS LIMITANDO SU RECALENTAMIENTO DURANTE EL MOLDEADO; B) DISPONEMOS EL CUERPO O LA FALDA ALREDEDOR DE UN UTILLAJE CUYA EXTREMIDAD SUPERIOR SOBREPASA; C) DISPONEMOS EL CONJUNTO DE LOS UTILLAJES DE MANERA A FORMAR UN ESPACIO ANULAR DE MOLDEADO ALIMENTADO POR VARIOS CANALES DE INYECCION Y RELACIONANDO DICHO REBORDE ANULAR…
{kind=link}
{kind=link}