CIP-2021 : B29C 45/14 : incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/14[1] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/14 · incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
CIP2021: Invenciones publicadas en esta sección.
(16/11/1999) UN ESTANTE ENCAPSULADO TIENE UN SOPORTE DE ESTANTE QUE SOPORTA UN PANEL . EL PANEL TIENE UN BORDE Y UN MIEMBRO DE UNA PIEZA ENCAPSULA EL BORDE DEL PANEL Y UNA PROPORCION SUBSTANCIAL DEL SOPORTE DEL PANEL . EL ESTANTE ENCAPSULADO PUEDE ESTAR FORMADO EN UN APARATO DE MOLDE QUE DEFINA UNA CAVIDAD DE MOLDE Y QUE UTILICE UN OBTURADOR DE SEPARACION PARA POSICIONAR EL SOPORTE DEL ESTANTE EN UNA CAVIDAD DE MOLDE DEL APARATO DE MOLDE EN UNA UBICACION SEPARADA DE LOS LADOS DE LA CAVIDAD DEL MOLDE . TAMBIEN SE PRESENTA UN METODO PARA FABRICAR EL ESTANTE ENCAPSULADO QUE INCLUYE EL SUMINISTRO DE UN APARATO DE MOLDE QUE DEFINA UNA CAVIDAD DE MOLDE…
PROCESO PARA ENCAPSULAR UN COMPONENTE ELECTRONICO Y COMPONENTE ELECTRONICO ASI ENCAPSULADO.
(16/09/1999). Solicitante/s: 3P LICENSING B.V. Inventor/es: PAS, IRENEUS J.T.M., NELISSEN, JOHANNES G.L.
PROCESO PARA ENCAPSULAR UN COMPONENTE ELECTRONICO, EN PARTICULAR UN CIRCUITO INTEGRADO, CON UN MATERIAL DE ENCAPSULACION, QUE CONSISTE EN AL MENOS LOS PASOS SIGUIENTES: - SE COLOCA EL COMPONENTE A ENCAPSULAR EN LA CAVIDAD DE UN MOLDE; - SE INTRODUCE EL MATERIAL DE ENCAPSULACION A UNA TEMPERATURA ELEVADA EN LA CAVIDAD QUE HAY ENTRE EL MOLDE Y EL COMPONENTE A ENCAPSULAR; - SE ENDURECE EL MATERIAL DE ENCAPSULACION; Y - SE RETIRA EL COMPONENTE ENCAPSULADO DE LA CAVIDAD, EN DONDE EL MATERIAL DE ENCAPSULACION UTILIZADO CONTIENE DE UN 40 A UN 65 % EN PESO DE UN TERMOPLASTICO DE INGENIERIA Y DE UN 60 A UN 35 % EN PESO DE UN SOLVENTE REACTIVO.
CONJUNTO DE ANAQUEL DESLIZANTE PARA REFRIGERADOR.
(16/09/1999) UN CONJUNTO DE REPISA PARA UN COMPARTIMIENTO DE REFRIGERADOR COMO UN FRIGORIFICO PARA PRODUCTOS ALIMENTICIOS INCLUYE UNA REPISA SOPORTADA DE FORMA DESLIZABLE PARA EXTENSION Y RETRACCION EN UN SOPORTE DE REPISA . LA REPISA INCLUYE ELEMENTOS LATERALES QUE ESTAN PREFERIBLEMENTE MOLDEADOS COMO UN REBORDE SOBRE UNA SUPERFICIE DE SOPORTE DE ARTICULO DE UN COPOLIMERO DE ETILENO-POLIPROPILENO E INCLUYE ENGANCHES DE SUPERFICIES DESLIZANTES SEPARADAS, GENERALMENTE SUPERFICIES DE SOPORTE DE REPISA HORIZONTALES Y PARALELAS FORMADAS POR SOPORTES CON FORMA DE L (20A,20B) EN EL SOPORTE DE LA REPISA . UN ELEMENTO GUIA DEPENDE DE AL MENOS UNO, Y PREFERIBLEMENTE AMBOS, DE LOS ELEMENTOS LATERALES PARA GUIAR EL MOVIMIENTO DESLIZANTE. UN TOPE EN EL ELEMENTO GUIA LIMITA EL RECORRIDO ENGANCHANDO…
ELEMENTO DE CONSTRUCCION.
(16/08/1999). Solicitante/s: COHNEN BETEILIGUNGS-GMBH & CO. KG. Inventor/es: BRUCKMANN, KLAUS.
LA COLOCACION DE ELEMENTOS CONSTRUCTIVOS A BASE DE CONDUCCIONES TUBULARES DE TIPO DE RAMAL O DE TIPO DE REGISTRO, EN PARTICULAR PARA FLUIDOS DE OPERACION EN AUTOMOVILES, SE MEJORA ESENCIALMENTE CUANDO LA CONDUCCION TUBULAR SE CONFIGURA CON LA ABRAZADERA TUBULAR PERTENECIENTE SEGUN UN ELEMENTO CONSTRUCTIVO DE UNION, DONDE LA ABRAZADERA TUBULAR QUE SE COMPONE DE PLASTICO SE UNE CON LA CONDUCCION TUBULAR POR MEDIO DE FUNDICION DE INYECCION.
METODO Y APARATO PARA FABRICAR BOBINAS.
(16/07/1999) UN METODO PARA LA FABRICACION DE UNA BOBINA HECHA ESENCIAL O PARCIALMENTE DE UNA RESINA CURABLE QUE CONSISTE EN LOS PASOS SIGUIENTES: A) FORMAR UN MOLDE QUE CONTENGA UNA PORCION MACHO Y UNA PORCION HEMBRA , Y EN DONDE EL HUECO ENTRE LAS PORCIONES MACHO Y HEMBRA ANTEDICHAS, EN SU POSICION DE MONTAJE OPERATIVO, SEA DEL MISMO TAMAÑO Y DIMENSION QUE LA BOBINA QUE SE QUIERE PRODUCIR, Y DICHO MOLDE HA DE TENER UN ORIFICO DE ENTRADA PARA LA RESINA Y UN ORIFICIO DE VACIO EN COMUNICACION CON EL HUECO ANTEDICHO ; B) COLOCAR SOBRE LA SUPERFICIE DE LA PARTE MACHO DEL MONDE, O DEVANAR SOBRE EL MISMO, CUALQUIER ELEMENTO O MATERIAL QUE SE DESEE EMBEBER DENTRO DE LA RESINA; C) INSERTAR LA PARTE MACHO …
(16/05/1999). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO.
SE PREVE UNA LAMINA QUE COMPRENDE UNA CAPA DE RESINA DE NUCLEO Y UNA REVESTIMIENTO LAMINADO INTEGRAMENTE SOBRE ESTA. LA LAMINA TIENE LAS PROYECCIONES, TALES COMO BORDES, FORMADAS SOLIDARIAS CON LA CAPA DE RESINA DE NUCLEO. TAMBIEN UNA PARTE HUECA SE FORMA EN EL INTERIOR DE LA CAPA DE RESINA CERCA DE LA INTERSECCION DE LA CAPA DE RESINA DE NUCLEO Y CADA PROYECCION. LA LAMINA ESTA LIBRE DE DEPRESIONES EN SU POSICION QUE CORRESPONDE A LAS PROYECCIONES SOBRE LA PARTE TRASERA Y TIENE UN BUEN ASPECTO Y UNA EXCELENTE RESISTENCIA MECANICA.
PROCEDIMIENTO PARA REALIZAR MARCADOS SOBRE LA SUPERFICIE DE PIEZAS DE MATERIALES TERMOPLASTICOS.
(16/05/1999). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: PLISSONNIER, BERNARD.
PROCEDIMIENTO PARA REALIZAR MARCADOS SOBRE LA SUPERFICIE DE PIEZAS DE MATERIALES TERMOPLASTICOS, EN PARTICULAR EN PIEZAS DE POLIETILENO DE ALTA DENSIDAD MOLDEADAS POR INYECCION, SEGUN EL CUAL ANTES DE PROCEDER A LA ETAPA DE INYECCION, SE COLOCA EN EL MOLDE UNA HOJA DE UN MATERIAL COMPUESTO QUE COMPRENDE UNA PELICULA DE MATERIAL PLASTICO PROVISTA DE MARCADOS Y UNA CAPA SUPERIOR TRANSPARENTE, Y, SOLIDARIA DE LA CARA POSTERIOR DE DICHA PELICULA, UNA ESTRUCTURA APTA PARA ASEGURAR UNA FUNCION DE ENGANCHADO MECANICO DEL MATERIAL TERMOPLASTICO INYECTADO EN EL MOLDE CON DICHA PELICULA PROVISTA DE LOS MARCADOS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA DE APOYOO DE BASE DE COLOCACION, Y PIEZA DE APOYO O DE BASE DE COLOCACION FABRICADA CON ELLOS.
(01/05/1999). Solicitante/s: PIK PARTNER IN KUNSTSTOFF HENGSTE & ECKARDT GMBH. Inventor/es: RABE, JURGEN, RITTINGHAUS, ULF.
SE HA DEMOSTRADO LA POSIBILIDAD, DURANTE EL MOLDEO DE INYECCION DE UNA PLACA SUPERIOR O INFERIOR, ESPECIALMENTE DE UNA BANDEJA (K) PLASTICA, LA APLICACION DE PROCESOS DE INTRODUCCION DE MOLDEO EN LA REGION DE LA SUPERFICIE DE BASE DE LA CAPA DE SUBSTRATO CON UNA CAPA DE CAPACIDAD ANTIDESLIZANTE ALTA, QUE ES RESISTENTE A MULTIPLES PROCESOS DE LIMPIEZA.
RACOR ESTANCO DE UN TUBO Y DE UNA CONTERA, Y SU PROCEDIMIENTO DE FABRICACION.
(16/02/1999). Solicitante/s: HUTCHINSON. Inventor/es: GODEAU, DENIS.
RACOR ESTANCO DE, AL MENOS, UN TUBO Y DE, AL MENOS, UNA CONTERA CON AYUDA DE UNA PARTE VACIADA , SOLIDARIA DEL TUBO , QUE DISPONE DE MEDIOS QUE ASEGURAN LA ESTANQUEIDAD ENTRE EL TUBO Y LA CONTERA . LA PARTE , QUE ES DE UN MATERIAL DEL TIPO ELASTOMERO, O DE UN MATERIAL QUE TIENE PROPIEDADES ANALOGAS, VULCANIZADO O RETICULADO DESPUES DEL VACIADO, ES IGUALMENTE SOLIDARIA, DESPUES DE LA VULCANIZACION O RETICULACION, DE UN ANILLO MEDIANTE EL CUAL EL TUBO ESTA EN CONDICIONES DE INSTALARSE EN LA CONTERA.
METODO Y DISPOSITIVO PARA LA INSERCION DE ETIQUETAS.
(16/01/1999) LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE PREPARACION DE AL MENOS UNA ETIQUETA DE INSERTADO SOBRE LA HERRAMIENTA DE UNA MAQUINA, QUE PUEDE SER INSERTADA EN UNA MITAD MOLDEADA DE LA HERRAMIENTA DE UNA MAQUINA DE PROCESADO DE PLASTICO, EN PARTICULAR UNA MAQUINA DE MOLDEO DE INYECCION O MAQUINA DE EMBUTICION PROFUNDA. EN ESTE PROCEDIMIENTO LAS ETIQUETAS DE INSERTADO SON ESTAMPADAS SOBRE EL MATERIAL DE BANDA DE ETIQUETA MEDIANTE UN DISPOSITIVO DE ESTAMPACION QUE COMPRENDE SUSTANCIALMENTE UNA PLACA DE ESTAMPADO Y UNA HERRAMIENTA DE CORTE. ESTAS ETIQUETAS DE INSERTADO SON TRANSPORTADAS MEDIANTE UN SOPORTE, QUE ESTA ASOCIADO CON EL DISPOSITIVO DE ESTAMPACION,…
PROCEDIMIENTO PARA LA FABRICACION DE UN OBJETO EN ESPECIAL UN OBJETO DE MATERIAL SINTETICO CUBIERTO POR UN REVESTIMIENTO Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/01/1999). Ver ilustración. Solicitante/s: DR. FRANZ SCHNEIDER GMBH KUNSTSTOFFWERKE. Inventor/es: HUMMEL, GEORG.
PROCEDIMIENTO PARA LA FABRICACION DE UN OBJETO EN ESPECIAL UN OBJETO DE MATERIAL SINTETICO CUBIERTO POR UN REVESTIMIENTO Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO. SE DESCRIBE UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FABRICACION DE UN OBJETO QUE PRESENTA UNA CARA DELANTERA Y UNA CARA POSTERIOR , EN ESPECIAL DE UN OBJETO DE MATERIAL SINTETICO , EL CUAL ESTA RECUBIERTO POR UN REVESTIMIENTO . PARA NO PERJUDICAR NI A LA ESTRUCTURA NI A LAS PROPIEDADES DEL MATERIAL, SE RECUBRA EL OBJETO POR SU CARA DELANTERA CON UN REVESTIMIENTO QUE QUEDA EN CONTACTO CON EL OBJETO DE FORMA SUELTA PERO TIRANTE. EL REVESTIMIENTO SOBRESALE CON UN BORDE POR ENCIMA DE LA CARA POSTERIOR DEL OBJETO . EN LA CARA POSTERIOR DEL OBJETO SE INYECTA ENTONCES UN CUERPO DE MATERIAL SINTETICO QUE SE UNE FIRMEMENTE CON LA SECCION CORRESPONDIENTE DEL BORDE DEL REVESTIMIENTO QUE SOBRESALE, EMPLEANDOSE OPORTUNAMENTE LA ASI LLAMADA INYECCION DE MATERIAL PLASTICO EN DOS COLORES.
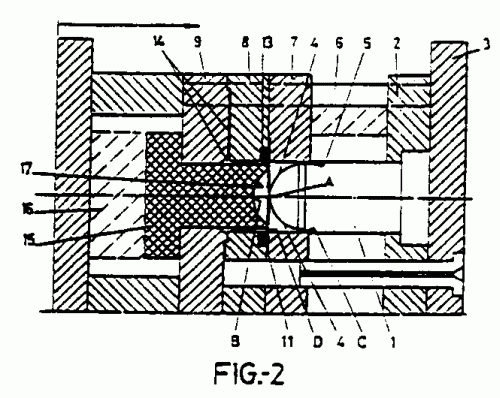
SISTEMA PARA LA FABRICACION DE COLADORES.
(01/01/1999). Ver ilustración. Solicitante/s: BRAU PELLISA, PABLO.
SISTEMA PARA LA FABRICACION DE COLADORES. CONSTA DE UN MACHO , CILINDRICO, CON UN FRENTE SEMI-ESFERICO, AL QUE ESTAN ASOCIADAS GUIAS QUE PERMITEN EL DESPLAZAMIENTO AXIAL CON RESPECTO A DICHO MACHO DE DOS PLACAS INTERMEDIAS (7 Y 8) Y UNA HEMBRA , DEFINIENDOSE ENTRE LAS PLACAS INTERMEDIAS (7 Y 8) UNA CAJERA TRANSVERSAL PARA ACCESO LATERAL DE LA MALLA A EXPENSAS DE LA QUE VAN A OBTENERSE LAS REJILLAS DE LOS COLADORES, MIENTRAS QUE ENTRE LA PLACA INTERMEDIA Y LA HEMBRA SE ESTABLECE UN ALOJAMIENTO FORMAL Y DIMENSIONALMENTE COINCIDENTE CON LA PIEZA PLASTICA QUE PARTICIPA EN EL COLADOR, DE MANERA QUE EN UNA PRIMERA FASE DE DESPLAZAMIENTO DE LOS ELEMENTOS MOVILES CON RESPECTO AL MACHO FIJO SE PRODUCE LA EMBUTICION Y EL TROQUELADO DE LA MALLA PARA OBTENER LA REJILLA, Y A TERMINO DE DICHO DESPLAZAMIENTO EL PROPIO MACHO CIERRA INTERIORMENTE EL ALOJAMIENTO DE INYECCION DEL PLASTICO, CON INTERPOSICION DE LA EMBOCADURA DE LA REJILLA QUE COMPLETA EL COLADOR.
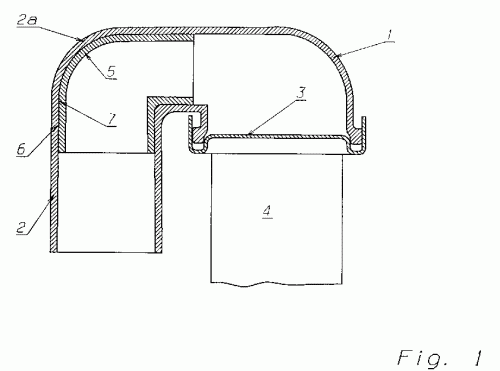
RECIPIENTE COLECTOR MOLDEADO POR INYECCION DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/12/1998). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Inventor/es: DAMSOHN, HERBERT, DR., GLOCK, FRITZ, HOING, JURGEN, OSWALD, WERNER.
RECIPIENTE COLECTOR MOLDEADO POR INYECCION DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION, PARTICULARMENTE PARA INTERCAMBIADORES DE CALOR DE AUTOMOVILES, ESTANDO DICHO RECIPIENTE PROVISTO DE TUBULADURAS DE EMPALME CURVADAS O ACODADAS, ESTANDO DISPUESTA EN LA ZONA DE ACODAMIENTO O CURVATURA, EN EL INTERIOR DE LA TUBULADURA, UN MACHO HUECO RODEADO EN SU PARTE EXTERIOR DE MATERIA PLASTICA MOLDEADA POR INYECCION; EL PROCEDIMIENTO DE FABRICACION CONSISTE EN POSICIONAR EL MACHO HUECO EN UN MOLDE PARA INYECCION, CERRAR SUS LADOS FRONTALES Y SUJETARLOS MEDIANTE MACHOS MACIZOS, CERRAR EL MOLDE Y RODEAR LOS MACHOS MEDIANTE MOLDEO CON MATERIA PLASTICA Y, TRAS APERTURA DEL MOLDE DESPUES DE LA OPERACION, DESMOLDEAR SOLAMENTE LOS MACHOS MACIZOS. ES DE APLICACION A LOS INTERCAMBIADORES DE CALOR DE VEHICULOS AUTOMOVILES.
PROCEDIMIENTO PARA LA ELABORACION DE PARTES QUE ENGRANAN UNA CON OTRA.
(01/11/1998). Solicitante/s: FISCHERWERKE ARTUR FISCHER GMBH & CO. KG. Inventor/es: WEBER, WILFRIED, DIPL.-ING.
SE PROPONE UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES QUE ENGRANAN UNA CON OTRA, DONDE AL MENOS UNA PARTE ES ELABORABLE SEGUN PROCESO DE FUNDICION DE INYECCION DE POLVO. PARA LA COMPENSACION DE LOS RECHUPES DE LA PARTE ELABORADA SEGUN EL PROCESO DE FUNDICION DE INYECCION DE POLVO Y EVENTUALMENTE PARA LA OBTENCION DE UN JUEGO ADICIONAL SE APLICA ENTRE LAS PARTES QUE ENGRANAN UNA CON OTRA UNA CAPA DE SEPARACION A BASE DE PLASTICO. DESPUES DEL PROCESO DE INYECCION SE SEPARAN LA CAPA DE SEPARACION Y EL AGLOMERANTE MEDIANTE PROCESO DE SINTERIZADO Y DE DESAGLOMERADO. EL PROCEDIMIENTO ES TAMBIEN UTILIZABLE EN LA EXTRUSION DE POLVO METALICO PARA LA ELABORACION DE PERFILES METALICOS DE DOS CAPAS.
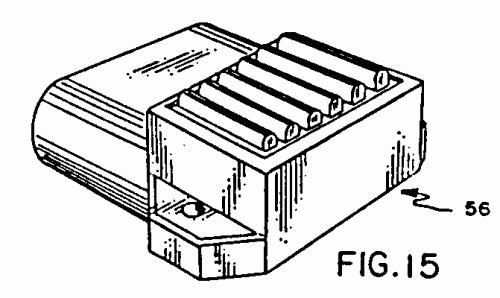
APARATO Y METODO PARA LA PRODUCCION DE ARTICULOS DE PLASTICO.
(01/11/1998). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: MILLER, WILLIAM E., MCGINLEY, THOMAS M.
LA PRESENTE INVENCION SE REFIERE A UN APARATO DE MOLDEO QUE TIENE UN PRIMER MEDIO MOLDE CON UNA PORCION DE NUCLEO Y UN SEGUNDO MEDIO MOLDE CON UNA CAVIDAD EN DONDE LA PORCION DE NUCLEO SE MUEVE RESPECTO A LA CAVIDAD CUANDO LOS MOLDES PASAN DE UNA POSICION EN QUE ESTAN ABIERTOS A OTRA EN QUE ESTAN CERRADOS. EL APARATO DE MOLDEO INCLUYE ADEMAS UNA PLACA DE SOPORTE PARA RECIBIR LOS ARTICULOS MOLDEADOS Y SOPORTAR LOS INSERTOS A INCORPORAR EN EL ARTICULO MOLDEADO. LA PRESENTE INVENCION TAMBIEN SE REFIERE A UN METODO PARA LA TRANSFERENCIA DE LOS INSERTOS A LOS NUCLEOS DEL MOLDE ANTES DE LLEVAR A CABO EL MOLDEO.
PROCEDIMIENTO PARA LA FABRICACION DE OBJETOS DE PLASTICO CON SUPERFICIES ANTIDESLIZANTES Y BANDEJA FABRICADA MEDIANTE DICHO PROCEDIMIENTO.
(16/10/1998). Solicitante/s: BOULDSTRIDGE BALARI, TERESA. Inventor/es: BOULDSTRIDGE BALARI,TERESA.
PROCEDIMIENTO PARA LA FABRICACION DE OBJETOS DE PLASTICO CON SUPERFICIES ANTIDESLIZANTES Y BANDEJA FABRICADA MEDIANTE DICHO PROCEDIMIENTO. EL PROCEDIMIENTO COMPRENDE LA APLICACION DE UNA CAPA LAMINAR ANTIDESLIZANTE, PREFERENTEMENTE A BASE DE POLIURETANO, CON UN ESPESOR COMPRENDIDO ENTRE 50 Y 300 MICRAS, PREFERENTEMENTE UNAS 150 MICRAS, SOBRE LA CARA DEL OBJETO EN EL QUE SE DESEAN CARACTERISTICAS ANTIDESLIZANTES, PROCEDIENDO A LA UNION INTIMA ENTRE LA LAMINA ANTIDESLIZANTE Y LA SUPERFICIE DEL SOPORTE, PREFERENTEMENTE MEDIANTE SOBREINYECCION EN UN MOLDE DESTINADO A FABRICAR EL OBJETO POR INYECCION, CON APLICACION DE UNA LAMINA ANTIDESLIZANTE DE POLIURETANO PREVIAMENTE CORTADA, LIMPIADA Y DOTADA DE UNA CARGA ELECTROSTATICA, LOGRANDO UNA INTIMA UNION ENTRE LA LAMINA DE POLIURETANO ANTIDESLIZANTE Y EL OBJETO QUE SE DESEA FABRICAR.
PROCEDIMIENTO PARA RECUBRIR MEDIANTE EXTRUSION UN TUBO O UN CUERPO TUBULAR COMPUESTO CON GOMA O CON MATERIAL PLASTICO Y DISPOSITIVO PARA LAREALIZACION DE ESTE PROCEDIMIENTO.
(16/09/1998). Solicitante/s: PHOENIX AKTIENGESELLSCHAFT. Inventor/es: AHLERS, MICHAEL, ZIMMER, DETLEF, STUHRMANN, DIRK.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA TUBOS DE EXTRUSION-REVESTIMIENTO O PARA SELLADO DE LAS ZONAS DE CONEXION DE ACCESORIOS DE CONEXION TUBULARES COMPUESTOS CON GOMA O PLASTICO, EN PARTICULAR PARA CONECTORES DE MANGUERA DE EXTRUSIONREVESTIMIENTO. EL DISPOSITIVO COMPRENDE UNA CONDUCCION METALICA O DE PLASTICO DE CONEXION SOBRE LA QUE SE EMPUJA EN UNA LONGITUD DE GOMA O DE UN TRAMO DE MANGUERA. LA INVENCION CONSISTE ESENCIALMENTE EN EL HECHO DE QUE, DE FORMA ADICIONAL A LA SUPERFICIE DE HERRAMIENTA DE MOLDEO FIJADA CON LAS TOBERAS DE INYECCION, EL DISPOSITIVO TIENE AL MENOS UNO, EN PARTICULAR DOS, CURSORES DE SUJECION POR CADA UNIDAD CIRCUNFERENCIAL, TENIENDO LAS SUPERFICIES DE SELLADO DEL CURSOR DE SUJECION SUSTANCIALMENTE EL MISMO PERFIL QUE LA SUPERFICIE DEL ARTICULO INMEDIATAMENTE PROPUESTO EN LA ZONA DE SELLADO.
ARTICULO DE CALZADO PROVISTO DE UN DISPOSITIVO DE CIRCULACION DE AIRE Y PROCESO DE FABRICACION DE TAL ARTICULO DE CALZADO.
(16/09/1998). Solicitante/s: ENTREPRISES GEORGES LEMAITRE CHAUSSURES LE GRIFFON, S.A. Inventor/es: HECKEL, JEAN-MICHEL.
LA PRESENTE INVENCION CONCIERNE A UN ARTICULO DE CALZADO, ASI COMO A UN PROCESO DE FABRICACION DE TAL ARTICULO DE CALZADO. ARTICULO DE CALZADO, EN PARTICULAR CALZADO DE TRABAJO Y/O DE SEGURIDAD QUE COMPRENDE UNA SUELA DE DESGASTE OBTENIDA POR MOLDEO, CARACTERIZADO EN QUE ESTA PROVISTO POR UN DISPOSITIVO DE CIRCULACION DE AIRE INTEGRADO EN LA MASA DE LA SUELA DE DESGASTE.
PROCEDIMIENTO PARA PRODUCIR UN RECIPIENTE DE PLASTICO MEDIANTE MOLDEO POR INYECCION Y UTIL DE MOLDEO CONVENIENTE.
(16/08/1998). Solicitante/s: SYSTEC ENGINEERING KNAUER GMBH & CO. KG. Inventor/es: DOBLER, WALTER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN RECIPIENTE DE PLASTICO MEDIANTE MOLDEO DE INYECCION CON UN PROCESO DE ETIQUETADO EN EL MOLDE. EN ESTE PROCESO LA ETIQUETA ES INSERTADA EN LA MATRIZ ANTES DE QUE EL RECIPIENTE DE PLASTICO SEA MOLDEADO POR INYECCION. PARA CONSEGUIR EL POSICIONAMIENTO DE LA ETIQUETA DE LA FORMA MAS PRECISA POSIBLE, SE ORIGINA QUE SE ADHIERA A LA MATRIZ DESPUES DE LA INSERCION POR MEDIO DE UN VACIO EJERCIDO A TRAVES DE LA PARED DE LA MATRIZ. EN UNA HERRAMIENTA DE MOLDEO ADECUADA, SE DISPONE DE LA MATRIZ EN UN EXTREMO DIVIDIDA DE TAL FORMA QUE DOS MITADES (3 Y 4) DE LA MATRIZ DEFINEN UN ESPACIO ANULAR EN LA PARED DE MATRIZ QUE ESTA CONECTADA A UNA FUENTE DE VACIO. CUANDO LA HERRAMIENTA ESTA CERRADA MEDIANTE PRESIONADO CONJUNTO DE LAS DOS MITADES (3 Y 4) DE MATRIZ, EL ESPACIO ANULAR SE CIERRA TAMBIEN DE TAL FORMA QUE EL PLASTICO FUNDIDO NO PUEDE PENETRAR DURANTE EL PROCESO DE INYECCION.
(01/07/1998). Solicitante/s: RODRIGUES, ANTONIO. Inventor/es: BOLLE, JEAN-PIERRE.
EL TAPON COMPRENDE UNA CABEZA DE MATERIAL PLASTICO QUE COMPRENDE UN NUCLEO (3C) QUE SE EXTIENDE EN MEDIO DEL FONDO (3A) PARA COOPERAR DURANTE EL SOBREMOLDEADO DE LA CABEZA ALREDEDOR DEL CUERPO CILINDRICO DE CORCHO CON UN AGUJERO CIEGO , MIENTRAS QUE SE PREVE UNA SERIE DE DIENTES O CORONAS CONTINUA CUYO DIAMETRO INTERNO ES INFERIOR AL EXTERNO DEL CUERPO PARA APRETAR ESTE ULTIMO SOBRE UNA ALTURA SUFICIENTE ENTRE DICHOS DIENTES O CORONA (3D) Y EL NUCLEO.
PROCESO DE INYECCION-COMPRESION PARA FORMAR ARTICULOS DE FORMA COMPLEJA DE MATERIAL ELASTOMERICO.
(01/06/1998). Solicitante/s: RFT S.P.A.. Inventor/es: CARRARA, MAURO, CIOLFI, GIANGAETANO.
SE PRESENTA UN PROCESO DE INYECCION-COMPRESION PARA FORMAR ARTICULOS POLIMERIZABLES DE UN MATERIAL ELASTOMERICO, EL PROCESO INCLUYE: UNA ETAPA DE INYECCION EN LA QUE LA MITAD DEL FONDO DE UN MOLDE SE INYECTA MEDIANTE UNA BOQUILLA CON UNA CANTIDAD DE MATERIAL ELASTOMERICO FLUIDO DE UN VOLUMEN, A UNA PRESION DE INYECCION, MAYOR QUE LA DE LA ESTAMPACION, EL MATERIAL QUE SOBRA DEL VOLUMEN DE LA ESTAMPACION SE RECOGE FUERA DE LA ESTAMPACION, EN UN HUECO EN LA BOQUILLA DE INYECCION QUE COMUNICA CON LA ESTAMPACION; UNA ETAPA DE MOLDEADO EN LA QUE LA BOQUILLA SE REEMPLAZA DE FORMA ESTANCA POR UN ELEMENTO DE LA MISMA FORMA, PERO SIN EL HUECO PARA COMPRIMIR EL MATERIAL EN EXCESO AL INTERIOR DE LA ESTAMPACION HASTA QUE SE ENDUREZCA.
COMPONENTE MOLDEADO DE MATERIAL ADICIONAL.
(01/05/1998). Solicitante/s: CARNAUDMETALBOX PLC. Inventor/es: DE\'ATH RODERICK, MICHAEL, GRIFFITHS, DONALD ERNEST.
UN METODO PARA FORMAR UN COMPONENTE QUE TIENE UNA CONCHA METALICA Y UNA MATERIAL ADICIONAL PLASTICA . EL COMPONENTE SE FORMA MEDIANTE LA COLOCACION DE LA CONCHA DENTRO DE LA CAVIDAD MOLDE DE UN MONTAJE MOLDE QUE FORMA PARTE DE UNA MAQUINA DE MOLDEADO POR INYECCION. ANTES DE LA INYECCION DEL MATERIAL PLASTICO, PARTE DE LA SUPERFICIE EXTERNA DE LA CONCHA SE ESPACIA DESDE LA SUPERFICIE OPUESTA DE LA CAVIDAD MOLDE. EL EXTREMO ABIERTO DE LA CONCHA ESTA CONTIGUO A LA PARED EXTREMA DE LA CAVIDAD MOLDE ADYACENTE PARA FORMAR UN PRECINTO. ESTA PARED EXTREMA ES DE FORMA FRUSTOCONICA DE MODO QUE, DURANTE LA INYECCION DE MATERIAL PLASTICO, MIENTRAS LA CONCHA SE REFORMA POR MEDIO DE LA PRESION DE POLIMERO DENTRO DE UN ACOPLAMIENTO COMPLETO CON LA SUPERFICIE DE LA CAVIDAD MOLDE, LA CONTRACCION LONGITUDINAL DE LA CONCHA EN RESPUESTA A ESTA TENSION LATERAL DIRECTA SE COMPENSA A TRAVES DE LA FORMA FRUSTOCONICA DE MODO QUE NO SE PONE EN PELIGRO EL PRECINTO.
PROCEDIMIENTO DE PRENSADO PARA LA ELABORACION DE PIEZAS MOLDEADAS FORRADAS.
(01/04/1998). Solicitante/s: LIGNOTOCK GMBH. Inventor/es: NICOLAY, ALBERT, DR..
SE DESCRIBE UN PROCEDIMIENTO DE PRENSADO PARA PIEZAS MOLDEADAS FORRADAS QUE SON UTILIZADAS EN EL REVESTIMIENTO INTERNO DE LOS LUGARES DE PASAJEROS DE AUTOMOVILES, COMPONIENDOSE DE UNA PIEZA SOPORTE DE FORMA ESTABLE E INDEPENDIENTE CON LA TEMPERATURA A PARTIR DE UN MATERIAL DE FIBRA DE MADERA PRENSADA QUE CONTIENE AGLOMERANTE O SIMILAR Y UN FORRO UNIDO A LA PIEZA SOPORTE DE FORMA VISIBLE Y ADHERIDO DE FORMA FIJA. EL FORRO SE COMPONE AL MENOS EN TRAMOS PARCIALES DE UN MATERIAL PREFORMABLE TERMOPLASTICAMENTE Y SE APLICA POR MEDIO DE UN PROCESO DE RECUBRIMIENTO DE FUNDICION DE INYECCION DE LA PIEZA SOPORTE CALENTADA EN UNA HERRAMIENTA DE FUNDICION DE INYECCION CERRADA. PARA ELLO LA PIEZA SOPORTE SE CALIENTA A UNA TEMPERATURA ENTRE 120 Y 180.
METODO Y APARATO PARA LA CREACION DE UNA REPRESENTACION GRAFICA EN OBJETOS HECHOS DE UN POLIMERO DE POLIOLEFINA Y UNA MEMBRANA DE POLIPROPILENO PARA LLEVAR A CABO DICHO METODO.
(16/03/1998). Solicitante/s: GRAZIOLI S.P.A. Inventor/es: GRAZIOLI, VITTORIO.
EL METODO PARA LA CREACION DE UNA REPRESENTACION GRAFICA EN OBJETOS HECHOS DE UN POLIMERO DE POLIOLEFINA CONSISTE EN IMPRIMIR UNA REPRESENTACION GRAFICA EN UNA CARA DE UNA PRIMERA PELICULA HECHA DE UN POLIMERO DE POLIOLEFINA ESTIRADO, ASOCIAR LA PRIMERA PELICULA A UNA SEGUNDA PELICULA QUE TIENE UN PUNTO DE FUSION MENOR QUE LA DE LA PRIMERA PELICULA PARA OBTENER UNA MEMBRANA FORMADA POR LA PRIMERA Y SEGUNDA PELICULAS ASOCIADAS QUE CONTIENEN LA REPRESENTACION GRAFICA ENTRE MEDIAS, TRANSFERIR LA MEMBRANA HASTA DENTRO DE UN MOLDE DE INYECCION E INYECTAR UN POLIMERO DE POLIOLEFINA EN EL MOLDE PARA FORMAR EL OBJETO, FUNDIR AL MENOS PARCIALMENTE LA SEGUNDA PELICULA DE TAL MODO QUE LA MEMBRANA FORME CUERPO CON EL OBJETO ANTEDICHO.
PROCEDIMIENTO PARA LA FIJACION DE UN ARBOL EN SU CARCASA DE SOPORTE EN INSTALACIONES DE LIMPIAPARABRISAS, ASI COMO INSTALACION DE LIMPIAPARABRISAS, EN PARTICULAR PARA LA LIMPIEZA DE LAS LUNAS DE UN AUTOMOVIL.
(16/02/1998). Solicitante/s: ITT AUTOMOTIVE EUROPE GMBH. Inventor/es: EDELE, REINHARD, KRIZEK, OLDRICH.
SE DESCRIBE UN PROCESO PARA LA FIJACION DE UN EJE DE LIMPIAPARABRISAS EN SU CAJA DE APOYO, ASI COMO UNA INSTALACION DE LIMPIAPARABRISAS DONDE EL EJE SE FIJA MEDIANTE EL COJINETE , DE FORMA QUE EL ESPACIO ANULAR ENTRE EL EJE Y EL COJINETE SE INYECTA CON UN MATERIAL DE PLASTICO. CON ELLO SE CONSIGUE UNAS PROPIEDADES DE APOYO Y DE ESTANQUEIDAD OPTIMAS.
PIEZA DE CAJA CON INTERRUPTOR DE TECLA DE EMPUJE Y PROCEDIMIENTO PARA SU ELABORACION.
(16/02/1998). Solicitante/s: MARQUARDT GMBH. Inventor/es: SACHS, EKKEHARD.
LA INVENCION SE REFIERE A UNA PIEZA DE CAJA COMPUESTA DE PLASTICO CON AL MENOS UN INTERRUPTOR (4,4') DE TECLA DE EMPUJE, EN DONDE SE DISPONE COMO ELEMENTO RECUPERADOR UNA CAPERUZA DE INTERRUPTOR ACTIVA A PARTIR DE UNA MASA DE INYECCION DE PLASTICO O SIMILAR. LA CAPERUZA DE INTERRUPTOR MUESTRA UN PEDESTAL DE BASE SUJETO EN LA PIEZA DE CAJA Y UNA TAPA QUE SIRVE COMO ORGANO DE ACCIONAMIENTO PARA EL PUENTE DE LOS CONTACTOS FIJOS, ASI COMO UNA MEMBRANA DE PARED DELGADA FLEXIBLE QUE UNE EL PEDESTAL DE BASE Y LA CAPA . LA CAPERUZA DE INTERRUPTOR ES INYECTADA DE MODO QUE LA PIEZA DE CAJA SIRVE COMO MOLDE, DONDE AL MENOS EN LA ZONA DE LA MEMBRANA Y DE LA TAPA DE LA CAPERUZA DE INTERRUPTOR NO SE DISPONE DE NINGUNA CONEXION FIJA PARA LA PIEZA DE CAJA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE UN CIERRE DE CREMALLERA.
(16/01/1998) LA ELABORACION DE UN CIERRE DE CREMALLERA DEL TIPO SLIT EN MOLDES DE FUNCION SINCRONIZA DE FORMA ACELERADA EL MOVIMIENTO DEL FORMADOR DE RANURA CON EL MOVIMIENTO DEL EMPUJADOR . UNA PARTE DEL FORMADOR DE RANURA SE DESLIZA MEDIANTE LA EXPULSION DEL PRODUCTO O MEDIANTE EL CIERRE DEL MOLDE EN UNA GUIA , QUE ACCIONA UN MOVIMIENTO DE LA PIEZA EN FORMA DE RANURA DEL FORMADOR DE MODO OBLICUO CON RESPECTO A LA DIRECCION DE EXPULSION GENERAL, CON LO CUAL ESTA PIEZA EN FORMA DE RANURA DEL FORMADOR SE EXTRAE A PARTIR DEL CUERPO DEL DENTADO DE CIERRE DE CREMALLERA DE FORMA FORZADA. LA ELABORACION DEL CIERRE…
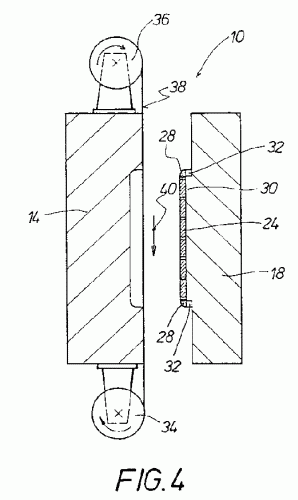
"PROCEDIMIENTO DE MOLDEO CON INSERTO UTILIZANDO UNA NERVADURA DE APLASTAMIENTO".
(01/01/1998). Ver ilustración. Solicitante/s: ILLINOIS TOOL WORKS INC.. Inventor/es: THOMASON, TERRY D., HAMILTON, ROBERT L.
PROCEDIMIENTO DE MOLDEO CON INSERTO UTILIZANDO UNA NERVADURA DE APLASTAMIENTO. SE HA PROPORCIONADO UN PROCEDIMIENTO PARA LA ENCAPSULACION DE AL MENOS UNA PORCION DE UN INSERTO DISIPADOR DE CALOR DE MATERIAL PLASTICO, EN EL QUE SE ELIMINA EL CHISPORROTEO. SE PROPORCIONA UN INSERTO DISIPADOR DE CALOR QUE TIENE UNA SUPERFICIE INFERIOR, UNA PORCION DE HOMBRO, Y UN MIEMBRO NERVUDO FORMADO INTEGRAL CON LA PORCION DE HOMBRO Y QUE SE EXTIENDE HACIA ARRIBA DESDE LA MISMA PARA DEFINIR UNA ZONA DE APLASTAMIENTO. EL MIEMBRO NERVUDO SE DEFORMA PARA ADAPTARSE AL CONTORNO DE UNA CAVIDAD FORMADA POR LA PRIMERA Y LA SEGUNDA PLACA DEL MOLDE CON EL FIN DE CREAR UNA JUNTA ENTRE EL INSERTO Y LA CAVIDAD. EL MIEMBRO NERVUDO SIRVE TAMBIEN PARA COMPENSAR VARIACIONES DIMENSIONALES DEL INSERTO Y LA CAVIDAD.
JUNTA PARA VEHICULOS DE MOTOR.
(16/10/1997) UNA ESTANQUEIDAD PARA AUTOMOVIL MUESTRA UNA DISPOSICION DE ESTANQUEIDAD DE SELLADO MOLDEADO CON APERTURAS A TRAVES DE LAS CUALES SE DISPONE DE CLIPS DE UN RAIL DE SUJECION PLASTICA, QUE SE EXTIENDE DENTRO DE LOS AGUJEROS DE ANCLAJE DEL CUERPO DEL VEHICULO. LA DISPOSICION DE ESTANQUEIDAD ES UNA DISPOSICION MOLDEADA DE INYECCION Y VULCANIZADA EN UNA HERRAMIENTA DE MOLDEADO SOBRE EL RAIL DE SUJECION, COLOCADO DENTRO DE LA HERRAMIENTA DE MOLDEADO. LA HERRAMIENTA DE MOLDEADO SE SUBDIVIDE Y DISPONE DE UNA CAVIDAD DENTRO DE LA CUAL SE APOYA EL RAIL DE SUJECION. SE DISPONE DE ELEMENTOS DE CAMPANA PARA CADA UNO DE LOS CLIPS DISPUESTOS SOBRE UNA PARTE DEL MOLDE, QUE SE EXTIENDE DENTRO DE LA CAVIDAD E INCLUYE DE FORMA ESTANCA LOS CLIPS CUANDO SE CIERRA LA HERRAMIENTA DE MOLDEADO. CUANDO SE…
PROCEDIMIENTO DE FABRICACION DE PIEZAS DE MATERIAL PLASTICO POR MOLDEO-TERMOCONFORMADO CONTROLADO.
(16/10/1997). Solicitante/s: LE COENT, FERNAND. Inventor/es: LE COENT, FERNAND.
LA INVENCION SE REFIERE A UN PROCESO PARA TERMOCONFORMACION DE MOLDEADO CONTROLADO DE PARTES DE PLASTICO. DE CUERDO CON LA INVENCION AL MENOS UN ESPACIO EN BLANCO DE MATERIAL (P1) PLASTICO, CALENTADO PREVIAMENTE PARA INCLUIR ZONAS DE DIFERENTE TEMPERATURA, SE GUIA A UNA CAVIDAD DE MOLDEADO. LA PARTE SE CONFORMA EN EL MOLDE MEDIANTE LA UTILIZACION DE UN PUNZON MOVIL EN LA MENCIONADA CAVIDAD DE MOLDEADO Y/O MEDIANTE LA UTILIZACION DE PRESION DE INYECCION DE UN MATERIAL (P2) PLASTICO GUIADO DENTRO DE LA INDICADA CAVIDAD A UNA TEMPERATURA EN LA ZONA, O IGUAL A LA TEMPERATURA DEL PUNTO DE FUSION. LA INVENCION TIENE APLICACION EN LA ELABORACION DE PROTESIS.
METODO PARA MOLDEAR UN DISTRIBUIDOR PARA UN VEHICULO AUTOMOVIL.
(16/10/1997). Solicitante/s: ABC GROUP. Inventor/es: SADR, CHANGIZE.
EN GENERAL, EL MOLDEADO DE ARTICULOS TUBULARES DE PLASTICO TALES COMO DISTRIBUIDORES DE ENTRADA PARA AUTOMOVILES CON REBORDES SOBRE LOS MISMOS ES UN PROCEDIMIENTO DIFICIL Y CARO. UNA SOLUCION SIMPLE DEL PROBLEMA ES EL MOLDEADO POR SOPLADO DEL ARTICULO TUBULAR EN UN APARATO DE MOLDEADO POR SOPLADO SEGUIDO POR UN MOLDEADO A INYECCION DEL REBORDE ALREDEDOR DEL ARTICULO TUBULAR EN UN APARATO DE MOLDEADO A INYECCION CONVENCIONAL. EN EL CASO DE UN DISTRIBUIDOR DE ADMISION, LOS EXTREMOS DE SALIDA DE LOS TUBOS DEL DISTRIBUIDOR SE COLOCAN EN EL MOLDE A INYECCION , QUE SE CIERRA PARA DEFINIR UNA CAVIDAD ALREDEDOR DE LOS EXTREMOS DE LOS TUBOS, Y EL REBORDE SE MOLDEA ENTONCES SOBRE LOS TUBOS . PREFERIBLEMENTE, LOS EXTREMOS DE LOS TUBOS SE CALIENTAN PARA EL PASO DE MOLDEADO A INYECCION PARA ASEGURAR UNA BUENA ADHESION ENTRE LOS TUBOS Y EL REBORDE.
METODO PARA FORMAR UN OBJETO DE UN MATERIAL SINTETICO TERMOFRAGUABLE EN UN MOLDE.
(01/10/1997) UN METODO PARA FORMAR UN OBJETO DE UN MATERIAL SINTETICO TERMOFRAGUABLE EN UN MOLDE , QUE TIENE AL MENOS UNA CAMARA , SEGUN EL CUAL UNA MEZCLA DE COMPONENTES, QUE REACCIONA Y SE CURA PASADA UNA TEMPERATURA CRITICA, SE LICUA Y SE INTRODUCE EN LA CAMARA A TRAVES DE UNA PIEZA DE ADMISION , QUE TIENE AL MENOS UN CONDUCTO DE LLENADO QUE SE ABRE ENTRANDO EN LA CAMARA ; DESPUES SE DEJA REACCIONAR Y CURAR LA MEZCLA ANTEDICHA ASEGURANDOSE QUE LA TEMPERATURA DEL MOLDE SEA SUPERIOR A LA TEMPERATURA CRITICA ANTEDICHA; DESPUES DE ESTO, SE RETIRA DEL MOLDE EL OBJETO CON LA PIEZA DE ADMISION, Y QUE SE CARACTERIZA PORQUE LA MEZCLA LIQUIDA SE INTRODUCE EN EL MOLDE A TRAVES DE LA PIEZA DE ADMISION QUE SE PEGA A TRAVES DE UNA PARED QUE HAY EN EL MOLDE…
{kind=link}
{kind=link}
{kind=link}
{kind=link}