CIP-2021 : B29C 43/18 : incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
CIP-2021 › B › B29 › B29C › B29C 43/00 › B29C 43/18[2] › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C 43/18 · · incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
CIP2021: Invenciones publicadas en esta sección.
PELÍCULA DE TRANSFERENCIA, SU USO Y PROCESO PARA LA PRODUCCIÓN DE ARTÍCULOS DE PLÁSTICO DECORADOS.
(21/01/2011) Una película de transferencia que comprende una película de soporte que tiene un primer lado y un segundo lado, una capa de liberación que está dispuesta sobre el primer lado de la película de soporte y una capa de transferencia que está dispuesta sobre el lado de la capa de liberación , orientada hacia el lado contrario de la película de soporte , caracterizada por que en el segundo lado de la película de soporte o en lado de la película de transferencia opuesto al segundo lado de la película de soporte se dispone, parcialmente, una capa estructurada (9, 9') con un espesor de capa de al menos aproximadamente 9 m de un barniz de estructuración, cuya resistencia a compresión es sustancialmente constante, al menos, hasta una temperatura de 200ºC
FORRO DE ESTANQUEIDAD PARA UN CIERRE.
(24/08/2010) Inserto de cierre en forma de cuña para un cierre de metal estirado para botellas, que comprende:
- un fondo que puede colocarse en la boca de un recipiente ;
- un borde de cierre resiliente que comprende una superficie interna inclinada hacia fuera; caracterizado porque la superficie externa de dicho borde de cierre es sustancialmente perpendicular a dicho fondo y comprende una ranura que define un reborde protector externo
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MULTICAPAS CON UNA ZONA LOCAL FLEXIBLE, DESTINADA, POR EJEMPLO, AL REVESTIMIENTO INTERIOR DE UN VEHICULO AUTOMOVIL.
(17/12/2009) Procedimiento para la fabricación de una pieza multicapas , destinada, por ejemplo, a servir de recubrimiento interior para un vehículo automóvil, comprendiendo esta pieza una capa de apariencia , una capa rígida de soporte fijada bajo la capa de apariencia, y al menos un bloque flexible interpuesto localmente entre la capa de apariencia y la capa de soporte , caracterizado porque el procedimiento comprende las siguientes etapas:
a) se conforma un borde periférico del bloque flexible confiriendo a este borde un perfil afilado, con objeto de asegurar una continuidad de forma al objeto,
b) se fija el bloque flexible sobre una cara inferior…
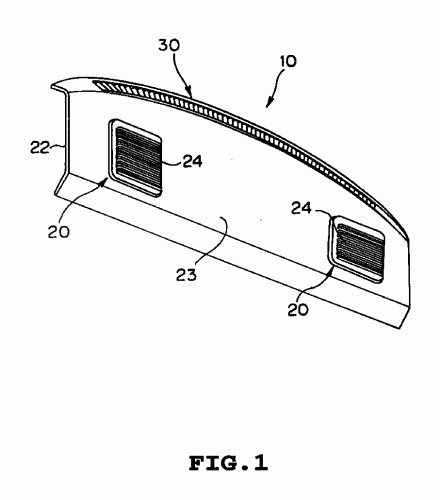
COMPONENTES DE EQUIPAMIENTO INTERIOR DE VEHICULOS CON UN PERFIL DE SUPERFICIE DEFINIDO.
(15/12/2009). Ver ilustración. Solicitante/s: POLYTEC AUTOMOTIVE GMBH & CO. KG. Inventor/es: HOLZEL,LOMINIK, GUTT,STEFAN, DITTRICH,ALFRED.
Procedimiento para la fabricación de componentes de equipamiento interior de automóviles que constan de un soporte de componente y una capa decorativa revestida con espuma conectada con él con perfil superficial definido, en el que se fabrica el soporte de componente a base de materiales polímeros reforzados con fibras naturales y cuya temperatura superficial sobre la superficie que debe proveerse con la capa decorativa se ajusta a la temperatura deseada del revestimiento en el intervalo de 150 a 180ºC, caracterizado porque se lleva el lado visible de la lámina de plástico a la temperatura deseada de graneado en el intervalo de 200 a 220ºC y se lleva el lado de revestimiento de la capa decorativa a la temperatura deseada de revestimiento, y a continuación se prensan el soporte de componente y la lámina de plástico en un útil, cuyo útil superior presenta una estructura del perfil superficial definido.
PLANTA Y PROCEDIMIENTO DE FABRICACION DE TUBOS FLEXIBLES DE MATERIA PLASTICA CON MOLDEO DE LA CABEZA EN LA FALDA EFECTUADO CON HERRAMIENTAS EN MOVIMIENTO CONTINUO.
(01/04/2007) Procedimiento de fabricación de ensamblajes de piezas de materias plásticas, el correspondiente procedimiento comprende las siguientes etapas: - una primera etapa en la que por lo menos una de las piezas del ensamblaje, ya realizada, se pone en movimiento continuo con ayuda de un primer medio de transferencia ; - una segunda etapa en la que la correspondiente pieza llamada primera pieza se carga con ayuda de medios de carga en una de las herramientas de moldeo, una parte de la correspondiente pieza sobresale de la herramienta de suerte que, cuando las herramientas de moldeo se juntan, definen una cavidad de moldeo en la que la correspondiente parte que sobresale queda encerrada, asociándose la correspondiente herramienta de moldeo a un tercer medio de transferencia que tiene un movimiento continuo sincronizado con el primer medio de transferencia…
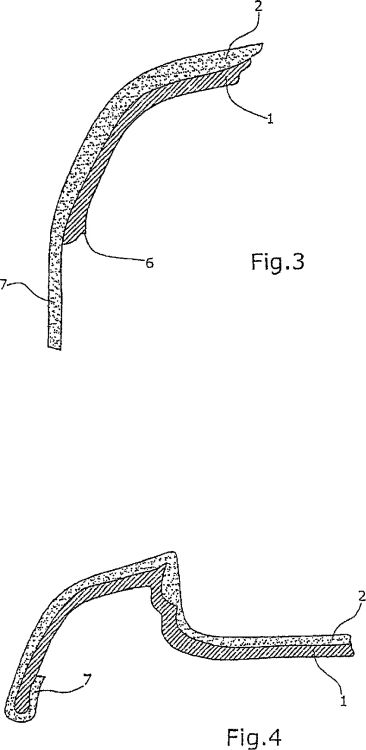
PROCEDIMIENTO Y APARATO PARA LA FORMACION DE UN ARTICULO MOLDEADO.
(01/09/2006). Ver ilustración. Solicitante/s: THE ELIZABETH AND SANDOR VALYI FOUNDATION, INC. Inventor/es: VALYI, EMERY, I. +DI, DELUSKY, ARTHUR, K., ELLISON, THOMAS, M., REES, HERBERT.
Procedimiento para la formación de un artículo moldeado que comprende: disponer una cavidad de moldeo (12a); colocar un elemento laminar sobre dicha cavidad de moldeo (12a); depositar plástico fundido sobre dicho elemento laminar para formar una combinación de un elemento laminar con material plástico fundido situado sobre el mismo, de manera que dicho elemento laminar es retenido sobre la mencionada cavidad de moldeo y dicho plástico fundido es depositado sobre el elemento laminar; y conformar a continuación dicha combinación de elemento laminar-material plástico fundido en dicha cavidad de moldeo, constituyendo un artículo moldeado que tiene la forma de la mencionada cavidad de moldeo, en el que dicho elemento laminar es una capa externa del artículo moldeado.
PANEL SANDWICH TERMOPLASTICO Y METODO DE MOLDEADO DE DOBLE LAMINA PARA OBTENERLO.
(01/06/2006) Un método para moldear paneles en un sistema de moldeado de láminas que consta de una estación de suministro de láminas termoplásticas y dos mitades del molde ; el método consta de los pasos de (a) suministrar dos capas laminadas de material termoplástico entre las dos mitades del molde desde la estación de suministro de láminas termoplásticas ; (b) introducir un inserto que aporta rigidez entre las dos capas laminadas de material termoplástico; (c) cerrar las mitades del molde para poner las capas laminadas de material termoplástico en contacto con el inserto y así formar un sándwich termoplástico; y (d) comprimir el sándwich termoplástico entre las mitades del molde para formar un panel, con la característica…
ELEMENTO EXTERIOR DE CARROCERIA PARA UN AUTOMOVIL.
(01/04/2006). Solicitante/s: WEBASTO AG BASF AG. Inventor/es: BIRKNER, JOACHIM, ELBS, NORBERT, OGRIS, GOTTFRIED.
Elemento exterior de carrocería para un automóvil, con una parte superior a modo de casco de plástico, cuyo lado orientado hacia fuera está formado por una lámina , sobre la que se ha proyectado, espumado o comprimido, un material de refuerzo , parte superior que está ensamblada con una parte inferior de plástico, de modo que la parte superior y la parte inferior quedan fijamente unidas la una a la otra, caracterizado porque el lado orientado hacia abajo de la parte inferior también está formado por una lámina sobre la que se ha proyectado, espumado o comprimido, un material de refuerzo o la parte inferior está configurada como una pieza de fundición inyectada y porque entre la parte superior y la parte inferior queda un espacio hueco.
PROCEDIMIENTO PARA LA PRODUCCION DE UNA PIEZA MOLDEADA TRIDIMENSIONAL.
(01/09/2005). Solicitante/s: BASELL POLYOLEFINE GMBH. Inventor/es: MULLER, KLAUS, KLEMM, KLAUS.
Procedimiento para la producción de una pieza moldeada tridimensional a base de un material compuesto estratificado, que contiene un soporte a base de un polipropileno termoplástico, una capa intermedia dispuesta sobre éste a base de un velo de un material sintético termoplástico, una capa decorativa dispuesta como capa intermedia, y una capa endurecida por calor, aplicada sobre la capa decorativa, en el que la capa intermedia, la capa decorativa y la capa endurecida por calor, aplicada sobre la capa decorativa, se unen con el soporte en una herramienta mediante un tratamiento térmico, y además se conforman todavía tridimensionalmente antes de, o durante el, tratamiento térmico en la herramienta.
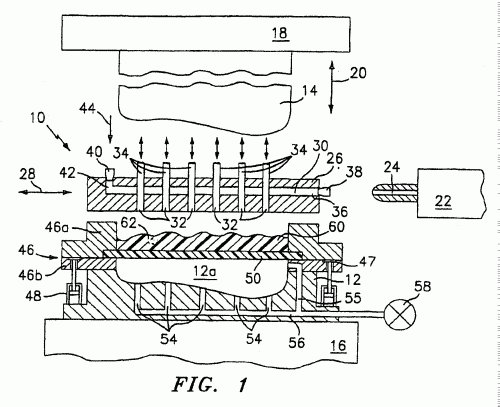
MATRIZ DE CONFORMACION Y PROCEDIMIENTO PARA LA CONFORMACION POSTERIOR DE UN CORDON PERFILADO EXTRUDIDO EN UN OBJETO.
(01/05/2005). Ver ilustración. Solicitante/s: SAINT-GOBAIN VITRAGE. Inventor/es: KITTEL, FLORENZ, KRUMM, HELMUT.
LA SUPERFICIE DE CONFORMACION DE UN PUNZON DE CONFORMACION PARA LA POSTFORMACION DE UN CORDON PERFILADO EN FORMA DE MARCO EXTRUIDO EN UNA LUNA ESTA LIGERAMENTE CURVADA EN EL SENTIDO DE LA LONGITUD DEL CORDON PERFILADO . EN LA POSICION FINAL DEL PUNZON DE CONFORMACION DURANTE LA OPERACION DE POSTFORMACION, LAS ARISTAS DE DELIMITACION LATERALES SE ENCUENTRAN, POR CONSIGUIENTE, LIGERAMENTE POR ENCIMA DE LA SUPERFICIE DEL CORDON PERFILADO . DE ESTE MODO SE EVITAN LAS HUELLAS EN FORMA DE LINEAS O DE ARISTAS EN EL CORDON PERFILADO Y SE CONSIGUE UNA TRANSICION CONTINUA ENTRE LA LONGITUD POSTFORMADA DEL CORDON PERFILADO Y EL CORDON PERFILADO UNIDO A ESTA ULTIMA.
MATERIAL COMPUESTO NO TEJIDO PARA APLICACIONES DE MOLDEADO DE POLIMEROS.
(01/04/2005). Solicitante/s: DEXTER CORPORATION. Inventor/es: BEVERIDGE, COLIN, LANIER, GILBERT.
Un material compuesto no textil que es adecuado para su uso como revestimiento entre un material visto y el cuerpo de un artículo moldeado, comprendiendo dicho material compuesto no textil una primera capa fibrosa en forma de una red no textil a la que está unida una segunda capa fibrosa mediante imbricación de las fibras, y que comprende además al menos un agente de tratamiento textil elegido entre siliconas, derivados de siliconas y materiales compuestos de amonio cuaternario, en el que el nivel de ingredientes activos del agente de tratamiento supone al menos el 3% en peso de los sólidos en el material compuesto no tratado, caracterizado porque la segunda capa fibrosa está formada a partir de una pulpa de fibras celulósicas.
PROCEDIMIENTO DE FABRICACION DE UN GUARNECIDO PARA REVESTIMIENTOS INTERIORES.
(01/04/2005) Procedimiento de fabricación de un guarnecido para interiores de automóviles, que comprende la formación de un lecho que incluye una capa intermedia a base de un material de baja densidad, al menos una capa de refuerzo aplicada al menos a una de las superficies de la capa intermedia, a la que se une mediante una resina termoendurecible, y una capa de revestimiento decorativo en una de las superficies libres, comprendiendo el procedimiento las etapas de: proporcionar una capa intermedia; - aplicar una resina termoendurecible en cada superficie de dicha capa intermedia; - aplicar una capa de refuerzo hecha de material fibroso en al…
PIEZA DE MATERIAL PLASTICO REFORZADA Y PROCEDIMIENTO DE FABRICACION.
(01/04/2005). Ver ilustración. Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: BLANCHON, CHARLES-GUILLAUME.
Procedimiento para la fabricación de una pieza de material plástico reforzado, en particular una pieza estructural de vehículo automóvil, caracterizado porque comprende las etapas siguientes: - superponer en un molde antes de su cierre por lo menos una capa y un refuerzo local , estando constituido por lo menos uno de entre la capa y el refuerzo local por bras de refuerzo y de material termoplástico, comprendiendo el molde por el lado del refuerzo local una cavidad mas ancha que éste, - introducir material termoplástico en la cavidad de manera que se compacten el refuerzo local y la zona subyacente de la capa , estando el molde conformado para comprimir, cuando se cierra, la capa a ambos lados del refuerzo local.
PROCEDIMIENTO DE FABRICACION DE ENSAMBLAJES DE PIEZAS DE MATERIA PLAS TICA.
(16/03/2005) Procedimiento de fabricación de objetos o de partes de objetos constituidas por un ensamblaje que comprende por lo menos dos piezas de materias plásticas (10 y 5; 10 y 5), móviles una con respecto a la otra con por lo menos un grado de libertad y cuyas superficies respectivas se adaptan, por lo menos parcialmente, a formas complementarias de suerte que se sitúen en por lo menos una configuración geométrica en la que se unen entre sí en una superficie común (11, 11) por un contacto íntimo y sin juego, que comprende las siguientes etapas: a) moldeo de una primera pieza (l0, l0) de una o varias materias plásticas por una inyección o compresión que resulta del acercamiento de una primera herramienta y de una segunda herramienta cuya cavidad comprende la susodicha superficie común (11,…
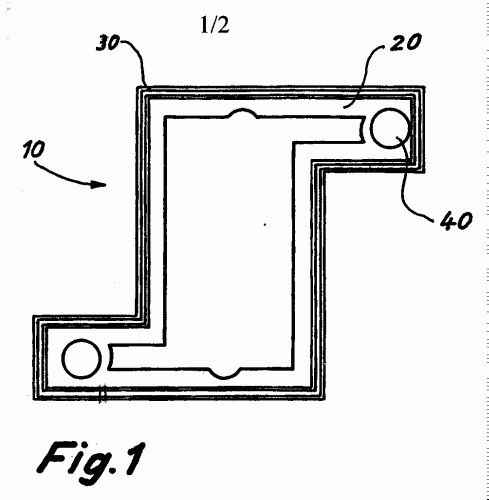
DISPOSITIVO DE OBTURACION.
(01/02/2005). Ver ilustración. Solicitante/s: HACHTEL, STEFFEN. Inventor/es: HACHTEL, STEFFEN.
Dispositivo de obturación de partes de marcos de ventanas de madera para la obturación mutua del punto de unión de al menos dos elementos de construcción que se unen entre sí, estando constituido el dispositivo de obturación por un marco de obturación estable y un elemento de obturación flexible , unido con el marco de obturación , comprendiendo el marco de obturación elementos de fijación adicionales , con los que se puede fijar en los elementos de construcción , estando configurados los elementos de fijación en forma de espigas, y siendo deformables elásticamente al menos las piezas extremas de las espigas en dirección radial, caracterizado porque las espigas presentan una sección transversal triangular.
PELOTAS DE GOLF DE DOS Y TRES PIEZAS BASADAS EN POLIURETANO.
(01/01/2005). Solicitante/s: DUNLOP MAXFLI SPORTS CORPORATION. Inventor/es: DEWANJEE, PIJUSH, K., TZIVANIS, MICHAEL, KUTTAPPA, SANJAY, M., CALABRIA, JOHN, SITLER, KATHERINE, HOBBS, THOMAS.
Una nueva composición que se utiliza para el recubrimiento de bolas de golf que comprende una mezcla de un prepolímero de poliuretano diisocianato/poliol con un agente de polimerización que comprende una mezcla de una diamina de reacción lenta con una diamina de reacción rápida tales como dimetiltio 2,4-toluenodiamina y dietil 2,4-toluenodiamina, respectivamente, se lleva a cabo con un nuevo procedimiento de fabricación y construcción de bola. Una bola de golf fabricada con esta invención presenta características de tacto y capacidad de juego de una bola recubierta de balata con características de mayor durabilidad (resistencia al corte y a la cizalla) que las bolas con recubrimiento de balata o ionómero.
FABRICACION DE ARTICULOS PEGADOS.
(01/11/2004) Un método de fabricación de un elemento de fricción pegado que comprende: (I) producir un elemento de forro de fricción de plástico que incluye refuerzos de fibras y materiales que modifican la fricción en una matriz de un adhesivo de resina termoendurecible sin curar dispuesto entre, e incluyendo, superficies principales opuestas que definen su grosor, (II) preparar la superficie de una plataforma de un soporte para recibir un sistema de adherencia termoendurecible, (III) disponer el elemento de forro con una de las dos superficies principales contigua a la plataforma del soporte con un sistema de adherencia de resina…
COMPLEJO EN HOJA UTILIZABLE PARA REALIZAR EL REVESTIMIENTO DE SUPERFICIE DE ESTRUCTURAS MOLDEADAS.
(16/07/2004). Solicitante/s: TEXTILES ET PLASTIQUES CHOMARAT. Inventor/es: BACCUS, GERARD, SANIAL, PHILIPPE, CLEDAT, BRUNO.
Complejo en hoja utilizable para realizar el revestimiento de superficie de estructura moldeadas, en particular por la técnica de inyección a baja presión de material termoplástico, que comprende una estructura plana destinada a constituir la piel del elemento final, asociada a una subcapa destinada a adherirse al material inyectado. Se caracteriza porque dicha subcapa está constituido por una capa textil o a base de fibras resistente a una temperatura superior a la temperatura de inyección, obteniéndose la conexión con la fase de reverso de la estructura plana mediante una película a base de una composición termoplástica, compatible con los dos constituyentes del complejo y formando dicha capa una barrera térmica durante la fase de inyección y una capa de adherencia con el material inyectado.
UN METODO DE MOLDEO DE UNA PIEZA DE VIDRIO ENCAPSULADA PERIFERICAMENTE BAJO CALOR Y PRESION UTILIZANDO COMPUESTO DE MOLDEO PRESENTADO DE FORMA DE MATERIAL LAMINAR (SMC) O COMPUESTO DE MOLDEO A GRANEL (BMC), Y PUERTA CON UNA PIEZA DE VIDRIO.
(16/07/2004) Método de moldeo de un producto que presenta una encapsulación periférica, comprendiendo dicho método los pasos de: (a) prever un molde multipartito que incluye al menos dos cuerpos del molde que son susceptibles de ser desplazados relativamente entre sí y definen al estar cerrados una cámara anular continua del molde que está abierta hacia el interior y en el interior de la cámara anular del molde partes de sujeción enfrentadas del molde; (b) colocar una pieza de vidrio entre las partes de molde que son las partes de sujeción cuando los cuerpos del molde están en una posición en la que los mismos están abiertos; (c) calentar al menos uno de los cuerpos…
COMPLEJO EN HOJA UTILIZABLE PARA REALIZAR EL REVESTIMIENTO DE LA SUPERFICIE DE ESTRUCTURAS MOLDEADAS Y PROCEDIMIENTO PARA SU PREPARACION.
(01/06/2004). Solicitante/s: TEXTILES ET PLASTIQUES CHOMARAT. Inventor/es: BACCUS, GERARD, SANIAL, PHILIPPE, CLEDAT, BRUNO.
La invención se refiere a un complejo en forma de lámina útil, para el revestimiento superficial de estructuras moldeadas por inyección a baja presión, el complejo consta de una estructura plana diseñada para constituir el revestimiento final del elemento, que se combina con una capa inferior diseñadas para adherirse con la sustancia inyectada. La combinación de estructura moldeada/complejo se produce durante la fase misma de inyección. La invención se caracteriza por el hecho de que la capa inferior que constituye el lado inverso de la estructura está hecha de una película basada en una composición termoplástica seleccionada entre la familia de las poliolefinas, resistente a una temperatura mayor que la temperatura de inyección que forma una barrera térmica durante la fase de inyección así como de una capa adhesiva con la sustancia inyectada.
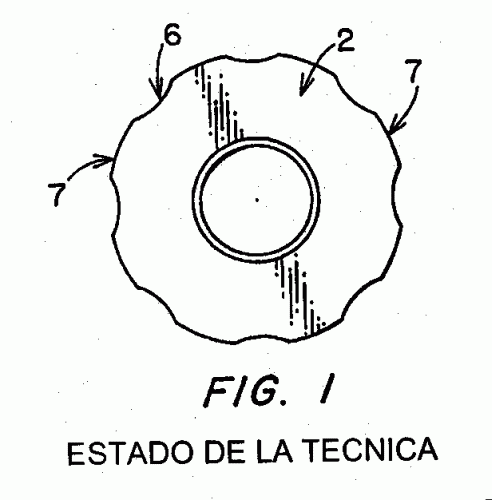
PROCEDIMIENTO PARA LA PRODUCCION DE UNA POLEA DE MATERIAL PLASTICO CON UN INSERTO METALICO.
(16/03/2004). Ver ilustración. Solicitante/s: THE GATES CORPORATION. Inventor/es: EMMETT, KEVIN, J.
Procedimiento para la producción de un conjunto de polea de material plástico con un inserto metálico que comprende las etapas de: a) colocar un inserto metálico circular , el cual tiene un eje y una superficie exterior circunferencial sustancialmente plana que se extiende radialmente desde el eje, sobre un medio posicionador (13A, 13B, 13C), situado dentro de la cavidad de un molde y colocado alrededor de la circunferencia exterior del inserto metálico para posicionar este último dentro de la cavidad del molde con anterioridad al moldeo y para mantener la redondez del inserto metálico durante el moldeo; y b) moldear un cuerpo anular de material plástico alrededor de dicho inserto metálico.
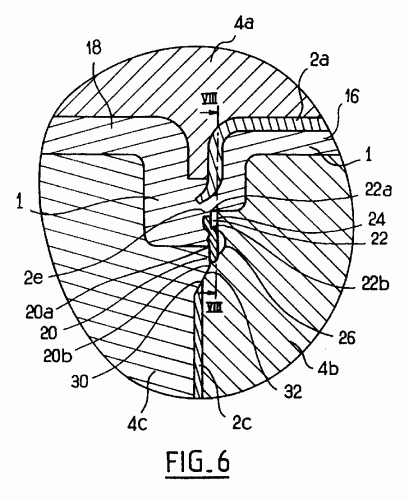
PROCEDIMIENTO Y MOLDE DESTINADOS AL REVESTIMIENTO DE UNA PIEZA PLASTICA CON UNA HOJA DECORATIVA CORTADA Y SEGUIDAMENTE LIBERADA.
(16/11/2003). Ver ilustración. Solicitante/s: ALLIBERT INDUSTRIE. Inventor/es: MARCOVECCHIO, DOMINIQUE, BAUDOUIN, IVAN, CORVEST, GILDAS.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE REVESTIMIENTO POR AL MENOS UNA HOJA DE ADORNO NO RIGIDA DE ESENCIALMENTE UNA CARA DE ASPECTO DE UNA PIEZA DE SOPORTE DE MATERIAL(ES) PLASTICO(S), UN MOLDE PARA REALIZAR ESTE REVESTIMIENTO Y UNA PIEZA. SEGUN LA INVENCION, EL PROCEDIMIENTO COMPRENDE LAS SIGUIENTES ETAPAS: - INTRODUCIR LA HOJA EN LA CAVIDAD DE MOLDEO, - CERRAR AL MENOS PARCIALMENTE EL MOLDE POR ACERCAMIENTO DE SUS DOS PARTES, - INTRODUCIR MATERIAL PLASTICO (19 EN LA CAVIDAD DE MOLDEO, - RECORTAR AL MENOS UNA ABERTURA (2E) EN LA HOJA, - PROVOCAR UN DESPLAZAMIENTO RELATIVO DE LOS ELEMENTOS DE CORTE, PARA INDUCIR UN POSICIONAMIENTO DE LA ABERTURA SEPARADA DE UNO DE ESTOS ELEMENTOS, - REPARTIR EL MATERIAL EN LA CAVIDAD DE MOLDEO HACIENDOLO PASAR A TRAVES DE LA ABERTURA, - ENFRIAR LA PIEZA, - ABRIR EL MOLDE Y EYECTAR LA PIEZA ACABADA. ESTA SOLUCION MEJORA LA COHESION ENTRE LAS PARTES RECUBIERTAS Y NO RECUBIERTA DE LA PIEZA ACABADA.
METODO DE FABRICACION DE UNA PIEZA SINTETICA MOLDEADA, MULTICAPA, Y LA PIEZA ASI OBTENIDA.
(16/11/2003). Ver ilustración. Solicitante/s: RECTICEL LINPAC MOULDING LTD. Inventor/es: DE WINTER, HUGO, VANLUCHENE, YVAN, DEMANDT, HANS LINPAC MOULDINGS OVERPELT N.V., DEBLIER, IVO LINPAC MOULDINGS OVERPELT N.V., HACKWELL, ROGER LINPAC AUTOMOTIVE.
Un método de fabricación de una pieza sintética moldeada multicapa que consta por lo menos de una piel moldeada elastomérica preformada y de un soporte moldeado de material termoplástico , dicho método consta de las etapas siguientes: (a) fabricar dicha piel moldeada elastomérica preformada y (b) moldear el material termoplástico del soporte en estado fundido sobre el reverso de dicha piel moldeada , caracterizado porque dicha piel moldeada se fabrica con un material sintético termoendurecible.
PROCEDIMIENTO PARA MOLDEAR UN CONJUNTO LAMINADO.
(01/05/2003) EN UN METODO PARA MOLDEAR UN ENSAMBLAJE LAMINADO QUE COMPRENDE UN MIEMBRO CENTRAL DE RESINA Y UN MIEMBRO SUPERFICIAL DE PIEL, PARCIAL O TOTALMENTE COLOCADO SOBRE LA SUPERFICIE DEL MIEMBRO CENTRAL DE RESINA, LA PRECISION DIMENSIONAL DE UNA PARTE DEL MIEMBRO SUPERFICIAL DE PIEL QUE IMPLICA UN ALTO PORCENTAJE DE EXTENSION SE MEJORA, Y SE EVITA QUE LA PROPIEDAD DE AMORTIGUACION Y LA CALIDAD DE LA SUPERFICIE DE ESTA PARTE SE DETERIOREN. UNA PORCION APROXIMADAMENTE MOLDEADA SE DEFINE EN UNA PARTE DEL MIEMBRO SUPERFICIAL DE LA PIEL, IMPLICANDO UN PORCENTAJE DE EXTENSION RELATIVAMENTE ALTO DURANTE EL PROCESO DE MOLDEADO AL VACIO, UTILIZANDO UN ENSAMBLAJE CON BOQUILLA DE MOLDEADO AL VACIO, Y EL MIEMBRO SUPERFICIAL DE LA PIEL ASI MOLDEADO SE MONTA SOBRE LA BOQUILLA SUPERIOR PARA FORMACION DE MOLDEADO A PRESION, CON UN ESPACIO DEFINIDO ENTRE LA PORCION MOLDEADA…
DISPOSITIVO PARA FABRICAR PIEZAS DE FORMA DE PARED FINA, LAMINADAS.
(16/01/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES MOLDEADAS DE PARED DELGADA CON UNA CAPA BASICA ELABORADA DE MATERIAL TERMOPLASTICO Y UNA CAPA DE CUBIERTA ELABORADA DE MATERIALES DE COBERTURA PLANA PREFABRICADOS, PRESIONADOS CONJUNTAMENTE CON LA CAPA BASICA MEDIANTE UNA TECNICA DE PRESIONADO EN UNA HERRAMIENTA DE MOLDEO DISPONIENDO DE UNA BOQUILLA SUPERIOR Y UNA BOQUILLA DE FONDO. EL OBJETIVO DE LA INVENCION ES ELABORAR PARTES MOLDEADAS DE PARED DELGADA DISPONIENDO DE AREAS LAMINADAS Y NO LAMINADAS EN UNA MANERA SIMPLE, SIN PELIGRO DE DAÑAR LOS MATERIALES DE CAPA DE COBERTURA SENSIBLE Y CON AREAS NO LAMINADAS DISPONIENDO DE SUPERFICIE DE ALTA…
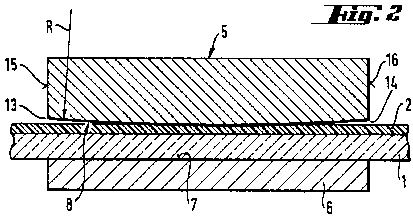
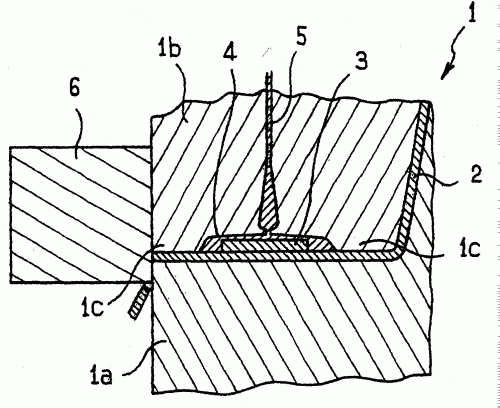
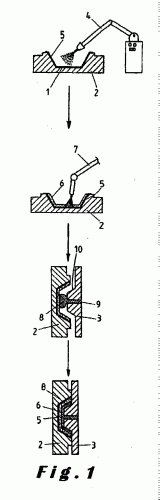
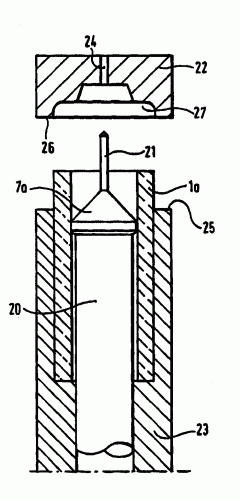
PROCEDIMIENTO Y APARATO PARA FABRICAR UN ARTICULO DE UN MATERIAL CONFORMABLE.
(16/12/2002). Ver ilustración. Solicitante/s: WESTON MEDICAL LIMITED. Inventor/es: WESTON, TERENCE EDWARD, BRIGGS, CHRISTOPHER, JOHN.
SE DESCRIBE UN PROCEDIMIENTO Y UN DISPOSITIVO DE FABRICACION DE UN ARTICULO COMO EL CUERPO DE UN CILINDRO DE INYECCION SIN AGUJA, A PARTIR DE UN MATERIAL QUE PUEDE SER FORMADO, COMO POR EJEMPLO CRISTAL, TENIENDO ESTE ARTICULO UNA CAVIDAD QUE COMUNICA CON EL EXTERIOR A TRAVES DE UN ORIFICIO. SE MONTA, EN UNA PRIMERA HERRAMIENTA DE CONFORMADO, UNA PIEZA EN BRUTO (1A) QUE TIENE UN EXTREMO ABIERTO, Y LUEGO SE INTRODUCE EN EL EXTREMO ABIERTO UNA SEGUNDA HERRAMIENTA DE CONFORMADO MIENTRAS QUE UNA REGION DE EXTREMIDAD DE LA PIEZA EN BRUTO (1A) ADYACENTE AL EXTREMO ABIERTO ESTA EN UN ESTADO QUE PERMITE SU FORMACION. UNA DE ESTAS HERRAMIENTAS (7A) TIENE UN HUSILLO QUE SE EXTIENDE A PARTIR DE LA HERRAMIENTA, Y CUANDO SE ACERCAN LAS HERRAMIENTAS UNA A OTRA PARA FORMAR LA REGION DE EXTREMIDAD Y DARLE LA FORMA DESEADA, EL HUSILLO DELIMITA EL ORIFICIO.
NEUMATICO QUE TIENE UNA BANDA DE RODADURA PREFRAGUADA Y SU METODO DE FABRICACION.
(16/09/2002) SE MUESTRA UN NEUMATICO CON BANDA DE RODADURA PRECURADA PARA SU MONTAJE EN UNA CUBIERTA VULCANIZADA O NO VULCANIZADA. LA BANDA DE RODADURA PRECURADA POSEE DOS SALIENTES QUE FORMAN UNA CIRCUNFERENCIA CONTINUA. UNO DE LOS SALIENTES SE EXTIENDE AXIALMENTE HACIA FUERA DESDE CADA UNA DE LAS SUPERFICIES LATERALES DE LA BANDA DE RODADURA. EL SALIENTE PROPORCIONA UN MEDIO PARA CREAR EN LA MONTURA DE LA CUBIERTA DE LA BANDA DE RODADURA UN CIERRE HERMETICO DEL AIRE EN LAS SUPERFICIES LATERALES DURANTE EL VULCANIZADO DE LA BANDA DE RODADURA A LA CUBIERTA . EL METODO DE MONTAJE CONSISTE EN SITUAR LA BANDA DE RODADURA Y LA CUBIERTA…
METODO PARA HACER UN IMPLANTE INTRAOCULAR CON UNA LENTE FLEXIBLE.
(16/09/2002). Solicitante/s: CORNEAL LABORATOIRES. Inventor/es: BOS, GILLES, VILLAIN, FRANCK, ORTUNO, ANGEL.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE REALIZACION DE UN IMPLANTE INTRAOCULAR CON LENTE FLEXIBLE. EL PROCEDIMIENTO CONSISTE A PARTIR DE UN MOLDE CUYAS DOS PARTES (14 Y 16) ESTAN DISPUESTAS POR AMBAS PARTES DE UNA PLACA , POR EJEMPLO DE PMMA, QUE LLEVA UN ORIFICIO CENTRAL. SE DISPONE EN LA CAVIDAD CENTRAL DEL MOLDE EL MATERIAL DESTINADO A CONSTITUIR LA PARTE OPTICA. SE TRATA POR EJEMPLO DE UN ACRILICO. TRAS EL DESMOLDEADO, SE MECANIZA LA PLACA PARA REALIZAR EL HAPTICO Y EVENTUALMENTE LA PARTE PARA REALIZAR LA LENTE.
PRODUCTO MOLDEADO COMPUESTO Y PROCEDIMIENTO Y APARATO DE FABRICACION.
(16/02/2002). Ver ilustración. Solicitante/s: YAMAKAWA INDUSTRIAL CO. Inventor/es: TERAJIMA, YASUHIDE.
UN PRODUCTO MOLDEADO DE MATERIAL COMPOSITE TIENE UN CUERPO PRINCIPAL MOLDEADO EN UN MATERIAL BASE DE UNA RESINA TERMOPLASTICA Y QUE DEFINE AL MENOS UNA ABERTURA PASANTE. SE INTEGRA UN MATERIAL DELGADO POROSO EN EL CUERPO PRINCIPAL POR FUSION TERMICA. SE FORMA AL MENOS UN NERVIO EN LA SUPERFICIE DEL MATERIAL DELGADO EN UNA POSICION CORRESPONDIENTE A LA POSICION DE AL MENOS UNA ABERTURA PASANTE. SE INTEGRA AL MENOS UN NERVIO CON EL NERVIO PRINCIPAL A TRAVES DE LA ESTRUCTURA POROSA DEL MATERIAL DELGADO.
PROCEDIMIENTO Y DISPOSITIVO PARA MOLDEAR ESTRUCTURAS LAMINADAS.
(01/08/2001) EN UN METODO Y UN DISPOSITIVO DE MONTAJE DE TROQUEL PARA MOLDEAR UN MONTAJE LAMINADO QUE COMPRENDA UN MIEMBRO DE NUCLEO DE RESINA Y UN MIEMBRO SUPERFICIAL QUE CUBRA UNA PARTE DE LA SUPERFICIE DE MIEMBRO DE NUCLEO DE RESINA SE EVITA EL DESPLAZAMIENTO Y EL REPLEGADO DEL MIEMBRO SUPERFICIAL, SE INCREMENTA LA PRECISION DEL MOLDEADO DURANTE EL PROCESO DE FORMACION DE LA PRENSA DE MOLDEADO, Y SE MEJORA LA APARIENCIA EXTERNA DEL MONTAJE. SUMINISTRANDO UNA ACANALADURA PERIFERICA EXTERIOR EN LA SUPERFICIE DEL TROQUEL SUPERIOR PARA LA FORMACION DE LA PRENSA DEL MOLDE A LO LARGO DE LA PERIFERIA EXTERIOR DE LA CAVIDAD DEL TROQUEL SUPERIOR, Y ORIFICIOS DE SUCCION DE VACIO RELATIVAMENTE…
PROCEDIMIENTO PARA LA FABRICACION DE UN PANEL EMBELLECEDOR DE VEHICULO.
(01/05/2001). Solicitante/s: MARLEY AUTOMOTIVE COMPONENTS LIMITED. Inventor/es: DEEKS, ALAN ROBERT.
UN METODO PARA FABRICAR UN PANEL DE REMATE DE VEHICULO QUE IMPLICA LA UNION DE UN MATERIAL DE FORRO INTERIOR, POR EJEMPLO UNA TELA 2, A UNA LAMINA DE ESPUMA PREFORMABLE 3 PARA FORMAR UNA PIEZA 1, PREFORMANDO LA PIEZA 1 DE MANERA QUE ADOPTE UNA FORMA CONTORNEADA, Y UNIENDO LA PIEZA PREFORMADA 1 A UN SUBSTRATO.
OBJETO MOLDEADO DE CAPAS MULTIPLES Y PROCEDIMIENTO PARA SU FABRICACION.
(16/04/2001). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATUBARA, SHIGEYOSHI.
UN ARTICULO MOLDEADO DE MULTIPLES CAPAS CON ASPECTO MEJORADO QUE POSEE UN NUCLEO DE RESINA TERMOPLASTICA Y UN MATERIAL SUPERFICIAL LAMINADO SOBRE EL NUCLEO DE RESINA, EN DONDE EL MATERIAL SUPERFICIAL ESTA HECHO DE UNA TELA QUE ESTA ALINEADO CON UNA TELA NO TEJIDA QUE POSEE UN PESO DE AL MENOS 50G/M2 Y UN ALARGAMIENTO ANTES DE RUPTURA DE 20% A 80% Y OPCIONALMENTE POSEE UNA CAPA DE ESPUMA INTERMEDIA ENTRE LA TELA Y LA TELA NO TEJIDA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}