CIP-2021 : B23K 35/36 : Empleo de composiciones no metálicas especificadas, p. ej.
como revestimientos, como fundentes (B23K 35/34 tiene prioridad ); Empleo de materiales de soldadura con fusión o sin fusión especificados asociados al empleo de composiciones no metálicas especificadas, en el que el empleo de dos materiales es importante (empleo de materiales especificados para la soldadura con o sin fusión B23K 35/24).
CIP-2021 › B › B23 › B23K › B23K 35/00 › B23K 35/36[2] › Empleo de composiciones no metálicas especificadas, p. ej. como revestimientos, como fundentes (B23K 35/34 tiene prioridad ); Empleo de materiales de soldadura con fusión o sin fusión especificados asociados al empleo de composiciones no metálicas especificadas, en el que el empleo de dos materiales es importante (empleo de materiales especificados para la soldadura con o sin fusión B23K 35/24).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
B23K 35/36 · · Empleo de composiciones no metálicas especificadas, p. ej. como revestimientos, como fundentes (B23K 35/34 tiene prioridad ); Empleo de materiales de soldadura con fusión o sin fusión especificados asociados al empleo de composiciones no metálicas especificadas, en el que el empleo de dos materiales es importante (empleo de materiales especificados para la soldadura con o sin fusión B23K 35/24).
CIP2021: Invenciones publicadas en esta sección.
(29/07/2020). Solicitante/s: SENJU METAL INDUSTRY CO. LTD.. Inventor/es: HAGIWARA, TAKASHI, NISHIZAKI TAKAHIRO, KAWASAKI HIROYOSHI.
Un fundente que contiene colofonia, un ácido orgánico, un compuesto a base de bencimidazol y un disolvente, el fundente se caracteriza por que comprende
el 30 % en masa o más y el 70 % en masa o menos de la colofonia;
el 1 % en masa o más y el 10 % en masa o menos del ácido orgánico;
el 0,2 % en masa o más y el 10 % en masa o menos del compuesto basado en bencimidazol;
el 20 % en masa o más y el 60 % en masa o menos del disolvente; y opcionalmente
el 5 % en masa o menos de un compuesto basado en imidazol o una sal de hidrohaluro del mismo,
en donde el compuesto basado en bencimidazol incluye al menos una especie seleccionada de un grupo que consiste en 2-alquilbencimidazol y sal de hidrohaluro de 2-alquilbencimidazol y
en donde la cantidad del compuesto basado en imidazol o la sal de hidrohaluro del mismo es igual o menor que la cantidad del compuesto basado en bencimidazol.
PDF original: ES-2816001_T3.pdf
Hoja de soldadura fuerte.
(04/12/2019). Solicitante/s: Gränges AB. Inventor/es: NILSSON, STEFAN, SVENSSON, ROGER, WESTERGÅRD,RICHARD, STENQVIST,TORKEL.
Hoja de soldadura fuerte que comprende una capa de núcleo y un revestimiento de soldadura fuerte, siendo dicha capa de núcleo de aluminio o una aleación de aluminio, comprendiendo dicho revestimiento de soldadura fuerte (a) una capa de material compuesto de fundente, capa de material compuesto de fundente que comprende una matriz de aluminio o una aleación de aluminio, conteniendo dicha matriz partículas de fundente; (b) una capa de aleación con carga que no contiene partículas de fundente; y (c) una capa de aluminio o de aleación de aluminio que no contiene partículas de fundente, formando dicha capa la superficie más externa de al menos un lado de la hoja de soldadura fuerte, donde la capa (a) de material compuesto de fundente está situada entre dicha capa (b) de aleación con carga y dicha capa (c) de aluminio o de aleación de aluminio.
PDF original: ES-2766898_T3.pdf
Aleación de soldadura, pasta de soldadura y placa de circuitos electrónicos.
(23/04/2019) Una aleación de soldadura que consiste en: estaño, plata, indio, bismuto y antimonio, y, opcionalmente, al menos un elemento arbitrario seleccionado del grupo que consiste en cobre, níquel, cobalto, galio, germanio y fósforo, donde, con respecto a la cantidad total de la aleación de soldadura,
la relación de contenido de plata es 2,8 % en masa o más y 4,0 % en masa o menos;
la relación de contenido de indio es 6,2 % en masa o más y 9,0 % en masa o menos;
la relación de contenido de bismuto es 0,7 % en masa o más y 5,0 % en masa o menos;
la relación de contenido de antimonio es del 1,0 % en masa o más y del 5,0 % en masa o menos;
la relación de contenido del elemento arbitrario está por encima de 0 % en masa y 1 % en masa o menos, cuando se contiene un elemento arbitrario; y,
aparte de las impurezas inevitables, la relación…
Nuevo concepto de soldadura fuerte.
(02/04/2019). Solicitante/s: ALFA LAVAL CORPORATE AB. Inventor/es: SJODIN,PER.
Un producto intermedio para unir y/o recubrir mediante soldadura fuerte, que comprende una mezcla de boro y silicio, y un metal base que tiene una temperatura de solidus por encima de 1040 °C, en donde dicho producto intermedio tiene al menos parcialmente una capa superficial de la mezcla aplicada sobre el metal base, en donde el boro en la mezcla se selecciona de una fuente de boro, y el silicio en la mezcla se selecciona de una fuente de silicio, en donde la mezcla comprende boro y silicio en una relacion de boro a silicio dentro de un intervalo de aproximadamente 3:100 en peso/peso a aproximadamente 100:3 en peso/peso, preferiblemente dentro de un intervalo de aproximadamente 5:100 en peso/peso a aproximadamente 1:1 en peso/peso, y en donde el metal base tiene un espesor < 1 mm y la mezcla se aplica sobre el metal base en una cantidad promedio inferior a 2,9 mg/mm2 o en donde el metal base tiene un espesor ≥ 1 mm.
PDF original: ES-2706986_T3.pdf
Fundente de broncesoldadura.
(27/02/2019) Un fundente que comprende un fundente fundamental, en donde el fundente fundamental comprende de 80% en moles a 100% en moles de KAlF4, en donde el fundente fundamental comprende uno o más componentes seleccionados del grupo que consiste en K2AlF5, K3AlF6, fluorocincatos potásicos, fluoroaluminatos de cesio, fluoroestannatos potásicos y fluoroestannatos de cesio, e hidratos, en donde el uno o más componentes están comprendidos en el fundente fundamental de 0 a 20% en moles, sumando con el contenido de KAlF4 100% en moles,
en donde el contenido de K3AlF6 es igual a o menor de 2% en moles incluyendo 0% en moles,
el contenido de KF libre en el fundente es menor de 0,2% en peso incluyendo 0% en peso, y
en donde el fundente…
Una composición de pasta de soldadura, una pasta de soldadura y un fundente de soldadura.
(30/01/2019). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: YANG, HUIYING, LU,DAOQIANG.
Un fundente de soldadura que comprende, basado en la cantidad total del fundente de soldadura, de un 10 a un 60 % en peso de una resina, de un 1 a un 10 % en peso de un agente tixotrópico, de un 0,5 a un 30 % en peso de un activador, de un 10 a un 60 % en peso de un disolvente, así como de un 0,2 a un 10 % en peso de un tiol de cadena larga y/o un agente quelante orgánico, en el que el tiol de cadena larga se selecciona entre hexanotiol, octanotiol, decanotiol, dodecanotiol, y/u octadecanotiol, y/o mezclas de los mismos, y en el que el agente quelante orgánico se selecciona entre 1,10-o-naftisodiazina, 2,9-dimetil-4,7-difenil-1,10-fenantrolina, 4,7-dimetil-1,10-onaftisodiazina, 4,7-difenil-1,10-o-naftisodiazina, y/o mezclas de los mismos.
PDF original: ES-2712549_T3.pdf
Fundente que forma un residuo de soldadura fuerte insoluble.
(09/01/2019). Solicitante/s: SOLVAY FLUOR GMBH. Inventor/es: BECKER, ANDREAS, DR., SWIDERSKY, HANS-WALTER, OTTMANN, ALFRED, BORN, THOMAS, GARCIA-JUAN,PLACIDO.
Un fundente modificado para la soldadura fuerte de aluminio que contiene un fundente básico que comprende K2AlF5 o un precursor del mismo que forma K2AlF5 durante la soldadura fuerte, seleccionado del grupo que consiste en fluorozincatos de potasio y K2SiF6, y Li3AlF6 en una cantidad que corresponde a del 80% al 120% de la cantidad que se necesita estequiométricamente para convertir todos los K2AlF5 en K2LiAlF6 durante la soldadura fuerte, conteniendo el fundente modificado una cantidad igual o inferior al 2% en peso de K3AlF6 y siendo la relación molar entre Li3AlF6 y K2AlF5 presente en el fundente o formado a partir del precursor durante la soldadura fuerte de 0,2:1 a 0,3:1.
PDF original: ES-2719460_T3.pdf
Cable con núcleo de fundente de aleación a base de Ni.
(19/12/2018) Un cable con núcleo de fundente de aleación a base de Ni que comprende una aleación a base de Ni como vaina, donde la composición de la vaina con respecto a la masa total de la vaina está en el intervalo de:
Ni: 60 a 80 por ciento en masa,
Cr: 1 a 15 por ciento en masa,
Mo: 8 a 22 por ciento en masa,
Ti: 0,002 a 0,40 por ciento en masa,
Al: 0,03 a 0,40 por ciento en masa,
Mg: 0,004 a 0,025 por ciento en masa,
donde se realiza un control para garantizar
C: 0,020 por ciento en masa o menos y
Si: 0,15 por ciento en masa o menos,
Mn: 4,0 por ciento en masa o menos,
Fe: 7,0 por ciento en masa o menos, y
W: 4,0 por ciento en masa o menos,
siendo el resto impurezas incidentales que incluyen P, S, Cu, Nb, V, y N,
la composición de la totalidad del cable, que es la suma total de los componentes de…
Proceso de soldadura de aleaciones de aluminio y un fundente.
(09/10/2018) Un proceso de soldadura de piezas de aleación de aluminio que comprende igual o superior a 0,5 en peso de magnesio en la interfase, que comprende una etapa de aplicar un fundente de soldadura a al menos una de las piezas a unir, una etapa de ensamblar las piezas a unir y una etapa de calentar las piezas a unir a una temperatura igual o superior a 450 ºC para proporcionar las piezas unidas soldadas, en el que el fundente de soldadura comprende igual o superior a 80 % en peso, con respecto al peso total del fundente de soldadura, de un primer componente e igual o superior a 3 % en peso de un segundo componente, con respecto al peso total del fundente de soldadura, en el que el…
Una pieza de soldadura fuerte, un procedimiento de elaboración de una pieza de soldadura fuerte, y un procedimiento de soldadura fuerte y componentes realizados a partir de dicha pieza de soldadura fuerte.
(02/05/2018). Solicitante/s: Sandvik Osprey Limited. Inventor/es: OGILVY, ANDREW, JOSEF, WIDAWSKI, HAWKSWORTH,DOUGLAS KENNETH, ABOM,ELISABETH.
Una pieza de soldadura fuerte, auto-fundente, en la que la pieza comprende un material compuesto formado por pulverización que comprende al menos una sal inorgánica distribuida en forma de partículas solidificadas en una matriz de aleación de aluminio, en la que la sal inorgánica es sustancialmente insoluble y sustancialmente inmiscible en el material de aleación de aluminio. en su estado fundido, en la que la sal inorgánica o las sales inorgánicas forman un fundente durante la soldadura fuerte para promover la formación de un enlace metálico inducido térmicamente, en la que la pieza es un tocho formado por pulverización.
PDF original: ES-2670933_T3.pdf
Método para mejorar la soldabilidad de una superficie.
(02/05/2018). Solicitante/s: MACDERMID, INCORPORATED. Inventor/es: LONG,ERNEST, MCKIRRYHER,Colleen, CASTALDI,Steven A, STEINECKER,CARL P, TOSCANO,LENORA M, ROMAINE,PAUL, KOLOGE,DONNA.
Un proceso para mejorar la soldabilidad de una superficie de metal, comprendiendo dicho proceso:
a) contacto de la superficie de metal con una solución de metalizado de plata produciendo así una placa de plata sobre la superficie de metal; y a continuación
b) tratamiento de la superficie de metal metalizada con plata con una solución que comprende un mercapto o tio silano sustituido.
PDF original: ES-2676750_T3.pdf
Proceso de inmersión única continua para el galvanizado de productos largos de acero en aleaciones de Zn-Al-Mg.
(14/03/2018) Un proceso de galvanizado continuo para un producto largo de acero que comprende una etapa único de inmersión que consiste en la inmersión de dicho producto largo de acero en un baño fundido de galvanizado que comprende (a) de 4 a 24% en peso de aluminio, (b) de 0 a 6% en peso de magnesio y (c) el resto siendo esencialmente zinc,
en donde, antes de dicha única etapa de inmersión, dicho producto largo de acero se ha sometido a una o más etapas de tratamiento seleccionadas del grupo que consiste en limpieza alcalina, enjuagado, decapado y secado y además a una etapa de aplicación de fundente que consiste en sumergir en una composición de fundente que comprende:
(a) más…
Complejo de fluoruro de cesio y aluminio amorfo, su producción y uso.
(02/08/2017). Solicitante/s: CHEMETALL GMBH. Inventor/es: HARMS,DR. GERD J, HOFMANN,DR. HARTMUT, LEHMANN,KLAUS-PETER, SCHIEDT,ALEXANDER.
Fundente sobre la base de un complejo de CsAlF, caracterizado por que es amorfo y el intervalo de fusión del complejo oscila entre 400 y 500ºC, y por que contiene 45 a 65% en peso de cesio, 5 a 15% en peso de aluminio y 20 a 40% en peso de flúor.
PDF original: ES-2645009_T3.pdf
Proceso de inmersión individual continuo para el galvanizado de productos largos de acero en aleaciones de Zn-Al-Mg.
(11/01/2017) Un proceso de galvanizado continuo para un producto largo de acero que comprende una etapa individual de inmersión que consiste en la inmersión de dicho producto largo de acero en un baño fundido de galvanizado que comprende (a) de 4 a 24% en peso de aluminio, (b) de 0 a 6% en peso de magnesio y (c) el resto siendo esencialmente zinc, en donde antes de dicha etapa individual inmersión, el dicho producto largo de acero se ha sometido a una o más etapas de tratamiento seleccionadas del grupo que consiste en limpieza alcalina, enjuague, decapado y secado y además a una etapa de aplicación de fundente que consiste en la inmersión en una composición de fundente que comprende…
Aleación de soldadura libre de plomo.
(05/10/2016). Solicitante/s: SENJU METAL INDUSTRY CO. LTD.. Inventor/es: SUZUKI,MASAYUKI, YOSHIKAWA,SHUNSAKU, FUJIMAKI,REI, TACHIBANA,KEN, NOMURA,HIKARU, HIRAI NAOKO.
Una aleación de soldadura libre de plomo que tiene una composición de aleación que comprende: del 1,0 al 7,0 % en peso de In, del 1,5 al 5,5 % en peso de Bi, del 1,0 al 4,0 % en peso de Ag, del 0,01 al 0,2 % en peso de Ni, del 0,01 al 0,15 % en peso de Sb, y un resto de Sn.
PDF original: ES-2658593_T3.pdf
Fundente y pasta para soldar.
(10/08/2016) Fundente de soldadura, que comprende:
una resina acrílica (A) como resina de base que tiene un índice de acidez de 0 a 70 y se obtiene mediante polimerización de una mezcla de monómeros que contiene al menos el 50 % en masa de (met)acrilato de alquilo que tiene un grupo alquilo que tiene de 12 a 23 átomos de carbono; y
una resina acrílica (B) como resina de base que tiene un índice de acidez de 30 a 230 y se obtiene mediante polimerización de una mezcla de monómeros que contiene al menos el 50 % en masa de (met)acrilato de alquilo que tiene un grupo alquilo que tiene de 6 a 10 átomos de carbono,
en el que el índice de acidez de la resina acrílica (B)…
Polvos metálicos recubiertos de polímero térmicamente descomponible.
(25/06/2014) Una partícula metálica que tiene un polímero térmicamente descomponible recubierto sobre al menos una parte de su superficie, en la que el polímero térmicamente descomponible tiene una temperatura de techo por debajo de una temperatura de degradación del polímero térmicamente descomponible y por debajo de un punto de fusión de la partícula metálica, dicha partícula metálica que se caracteriza adicionalmente porque:
el polímero térmicamente descomponible es un polímero de cianoacrilato;
la partícula metálica es soldadura; y,
el recubrimiento polimérico sobre la partícula metálica tiene un espesor de 0,0001 a 3,0 μm.
Electrodo de soldadura autoprotegido que comprende aluminuro de tierras raras.
(19/09/2012) Electrodo de soldadura, que comprende:
una parte de electrodo metálico, y
una parte de fundente adyacente a la parte de electrodo metálico,
en el que al menos una de dicha parte de electrodo metálico y/o parte de fundente contiene un aluminuro de tierras raras, comprendiendo dicho electrodo entre el 0,5% y el 15% en peso de la parte de fundente de dicho aluminuro de tierras raras.
COMPOSICIÓN DE FUNDENTE PARA LA SOLDADURA FUERTE DE PIEZAS, EN PARTICULAR A BASE DE ALUMINIO COMO MATERIAL BÁSICO, ASÍ COMO SU UTILIZACIÓN.
(08/06/2011) Composición de fundente para soldadura fuerte, que contiene por lo menos un fundente, un disolvente, un aglutinante y un agente tixotrópico, caracterizado porque la composición de fundente para soldadura fuerte está prevista como mezcla dispersada de manera suficientemente fuerte para que se seque con los poros abiertos, y porque el aglutinante es un poliuretano orgánico que se seca química y/o físicamente, se descompone mediante soldadura fuerte por calentamiento a más de 450ºC en lo que respecta a los componentes poliméros para formar componentes volátiles, de bajo peso molecular sin residuos, fijando el oxígeno residual debido a…
COMPOSICION DE FUNDENTE PARA LA SOLDADURA FUERTE DE PIEZAS, EN PARTICULAR A BASE DE ALUMINIO COMO MATERIAL BASICO, ASI COMO SU UTILIZACION.
(25/11/2009). Solicitante/s: BEHR GMBH & CO. KG. Inventor/es: ENGLERT,PETER,DIPL.-ING , SKIBA,ERWIN,DIPL.-ING, TRAUTWEIN,INGO.
Utilización de una composición de fundente para soldadura fuerte para la fabricación de piezas preformadas revestidas a base de aluminio o aleaciones de aluminio, conteniendo la composición de fundente para soldadura fuerte lo siguiente: por lo menos un fundente, un disolvente y un aglutinante, siendo el aglutinante un poliuretano orgánico que seca físicamente y el fundente, un fundente a base de un fluoaluminato de potasio, y conteniendo dispersados la composición del fundente del 15 al 50% en peso, preferentemente del 15 al 45% en peso de fundente y del 0,1 a 30% en peso, preferentemente del 1 al 25% en peso de aglutinante en un disolvente polar o no polar o mezcla de disolventes.
AGENTE AGLUTINANTE EN UTILIZACION EN MEZCLA CONUN AGENTE FUNDENTE, CUERPOS MOLDEADOS DE ALEACIONES PARA SOLDAR ENVUELTOS CON UN AGENTE FUNDENTE, CUERPOS MOLDEADOS A BASE DE UN AGENTE FUNDENTE Y DE UN AGENTE AGLUTINANTE, Y PROCEDIMIENTO PARA SU PRODUCCION.
(16/03/2005). Ver ilustración. Solicitante/s: DEGUSSA-HULS AKTIENGESELLSCHAFT. Inventor/es: KOCH, JURGEN, STAAB, LEANDER.
UNAS CUBIERTAS FLUIDAS RELATIVAMENTE ELASTICAS PARA CUERPOS MOLDEADOS PARA SOLDADURA SE OBTIENEN CUANDO SE UTILIZA COMO AGLUTINANTE UNA MEZCLA DE ENTRE 5 Y 30 % EN PESO DE SILICATO POTASICO CON UNA RELACION MOLAR K{SUB,2}O:SIO{SUB,2} DE ENTRE 1:2,5 Y 1:4,5, 0,5 A 10 % EN PESO DE ACIDO FOSFORICO CONCENTRADO, 0,1 A 5 % EN PESO DE ACIDO BORICO Y ENTRE 0 Y 10 % EN PESO DE DIOXIDO DE SILICIO FINAMENTE DIVIDIDO, SIENDO EL RESTO AGUA.
MATERIAL LAMINAR COMPUESTO PARA SOLDADURA FUERTE.
(16/03/2004). Solicitante/s: CORUS ALUMINIUM WALZPRODUKTE GMBH. Inventor/es: WITTEBROOD, ADRIANUS, JACOBUS.
Un material laminar compuesto enrollado para soldadura fuerte, que tiene una estructura que comprende un substrato de aluminio o de una aleación de aluminio sobre al menos uno de los lados acoplado a una capa que tiene un espesor de hasta 150 ìm y que comprende un copolímero de poliolefina/ácido acrílico como vehículo cargado con un material fundente para soladura fuerte de un fundente de fluoruro y/o un fundente de cloruro en cantidad suficiente para lograr la soldadura fuerte, y el material fundente para soldadura fuerte tiene un tamaño medio de partículas de menos de 5 ìm, y la cantidad de material fundente para soldadura fuerte por cada lado del material laminar compuesto es inferior a 5 gramos/m2 y está dispuesto de manera esencialmente homogénea en la totalidad de dicha capa de vehículo de copolímero y el espesor de la capa de vehículo de copolímero cargada es esencialmente el mismo en toda el área superficial cubierta.
PASTA DE SOLDANTE FUERTE EXENTA DE FUNDENTE.
(01/12/2002). Solicitante/s: DEGUSSA-HULS AKTIENGESELLSCHAFT. Inventor/es: KOCH, JURGEN, WITTPAHL, SANDRA, STAAB, LEANDER.
Pasta de soldante fuerte exenta de fundente, compuesta por un soldante finamente distribuido a base de una aleación de cobre-fósforo, con una temperatura de trabajo no superior a 700ºC y un sistema aglutinante, caracterizada porque el sistema aglutinante es termoplástico y orgánico, y porque está compuesto por una mezcla de poliisobuteno con una masa molecular relativa de 50.000 hasta 500.000 y parafina, con un intervalo de fusión de 40 hasta 90ºC.
METODO PARA SOLDADURA FUERTE DE SUPERFICIES METALICAS.
(01/12/1995) SE DESCRIBE UN NUEVO METODO PAR UNIR ALUMINIO A SUPERFICIES DE METAL MEDIANTE SOLDADURA. EL METODO COMPRENDE A) LA APLICACION COMO REVESTIMIENTO A AL MENOS UNA DE LAS SUPERFICIES DE METAL A UNIR DE UNA MEZCLA DE UN METAL (POR EJEMPLO SI, CU O GE) Y UN FLUJO DE SOLDADURA. EL METAL DE LA MEZCLA ESTA ADAPTADO PARA FORMAR UN MATERIAL EUTETICO SOLDABLE CON UNA O CON AMBAS SUPERFICIES DE METAL, B) EL CALENTAMIENTO DE LAS SUPERFICIES Y DEL REVESTIMIENTO EN UNA RELACION YUXTAPUESTA HASTA UNA TEMPERATURA POR ENCIMA DEL PUNTO DE FUSION DE LA ALEACION DE SOLDADURA PARA DE ESTA FORMA DISOLVER UNA PELICULA DE OXIDO SOBRE LAS SUPERFICIES A UNIR, PROVOCAR QUE EL METAL DEL REVESTIMIENTO SE DISUELVA EN EL INTERIOR DE LA SUPERFICIE DE ALUMINIO LIBRE DE OXIDO Y FORME CON LA MISMA UNA CAPA DE ALEACION…
POLVO DE SOLDADURA RECUBIERTO CON PARILENO.
(01/10/1995). Solicitante/s: LONDON CHEMICAL COMPANY, INC. Inventor/es: JENKINSON, RICHARD DAY, SOWA, MICHAEL WILLIAM.
SE PRESENTAN POLVOS PARA SOLDADURA RECUBIERTOS CON UNA FINA CAPA DE PARILENO Y PASTAS DE SOLDADURA QUE CONTIENEN LOS POLVOS DE SOLDADURA RECUBIERTOS. LOS POLVOS DE SOLDADURA RECUBIERTOS PUEDEN EXHIBIR UN ALTO GRADO DE RESISTENCIA A LA OXIDACION Y A LAS REACCIONES CON EL FLUJO CONTENIDO EN LA PASTA DE SOLDADURA SIN INTERFERIR SUBSTANCIALMENTE CON LAS CARACTERISTICAS DE REFLUJO DE LA SOLDADURA.
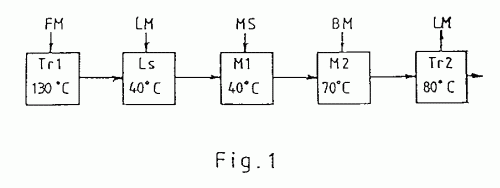
MATERIAL TERMOPLASTICO DE APORTACION PARA LA SOLDADURA Y METODO PARA SU PRODUCCION.
(01/07/1989). Ver ilustración. Solicitante/s: KAWE ELECTRO GMBH & CO. KG. Inventor/es: WENDISCH, KARL-HEINZ.
MATERIAL TERMOPLASTICO DE APORTACION PARA LA SOLDADURA Y METODO PARA SU PRODUCCION, EL CUAL MATERIAL CONSISTENTE EN UN POLVO DE METALES DE APORTACION PARA SOLDADURA, UN FUNDENTE Y UN COMPUESTO AGLUTINANTE TERMOPLASTICO QUE CONSISTE EN ACIDOS MACROCARBONICOS DE LA FORMULA CNH2NO2, SIENDO N F 14, 16, 18 O 20. EL PUNTO DE FUSION DEL COMPUESTO AGLUTINANTE OSCILA ENTRE 50 Y 75JC Y SU EVAPORACION TIENE LUGAR A UNOS 180JC. EL POLVO DE METALES DE APORTACION PARA LA SOLDADURA CONSISTE EN UNA ALEACION EUTECTICA DE ESTAÑO, PLOMO Y PLATA. EL FUNDENTE ES UNA COLOFONIA POCO ACTIVADA. EL FUNDENTE (FM) SE DISUELVE EN I-PROPANOL (LM) Y EL POLVO DE METALES (MS) SE MEZCLA CON EL MISMO. ENTONCES SE AÑADE EL COMPUESTO AGLUTINANTE (BM), SE FUNDE Y SE MEZCLA. FINALMENTE SE EVAPORA EL DISOLVENTE (LM). PERMITE MEJORAR EL PROCESO DE SOLDADURA DE COMPONENTES ELECTRONICOS Y SIMILARES.
UN PROCEDIMIENTO PARA PREPARAR UN FUNDENTE PARA SOLDADURA CON ARCO SUMERGIDO.
(01/07/1987). Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'E,XPLOITATIO.
NUEVO PROCEDIMIENTO PARA SOLDAR ACERO DE BAJA FUNDENTE SOLIDO. CONSISTE EN HACER PASAR DOS O MAS VECES EL MATERIAL QUE SE VA A SOLDAR POR DELANTE DEL ELECTRODO DE SOLDADURA, A UNA VELOCIDAD ENTRE 45 CM Y 1,6 M POR MINUTO, CON UNA INTENSIDAD DE CORRIENTE ENTRE 550 Y 1.050 A Y UNA TENSION DE 28 A 43 V Y UTILIZANDO UN FUNDENTE DE SOLDADURA QUE TIENE 1,5 A 9 POR CIENTO EN PESO DE MNO, 3 A 14 POR CIENTO EN PESO DE TIO2 +ZRO2, 3 A 15 POR CIENTO DE H2O3, 20 A 40 POR CIENTO DE SIO2, 15 A 35 POR CIENTO DE CAO, 6 A 30 POR CIENTO DE MGO Y DE 13 A 28 POR CIENTO DE CAF2, UN INDICE DE BASICIDAD ENTRE 1,2 Y 1,8 Y UN INDICE DE POR CIENTO MGO/POR CIENTO CAO ENTRE 0,4 Y 0,9. SE UTILIZA PARA SOLDAR OLEODUCTOS.
UN PROCEDIMIENTO PARA EL RECUBRIMIENTO DE ARTICULOS FERROSOS.
(01/04/1986). Solicitante/s: E.I. DU PONT DE NEMOURS AND COMPANY.
PROCEDIMIENTO PARA EL RECUBRIMIENTO DE ARTICULOS FERROSOS. COMPRENDE: A) LIMPIAR EL ARTICULO FERROSO DE GRASA Y ACEITE SEGUN SEA NECESARIO; B) LIMPIAR EL ARTICULO LIMPIADO, POR INMERSION, DURANTE AL MENOS TRES SEGUNDOS, CON UN BAÑO FUNDIDO O UN BAÑO ACUOSO DE UN FUNDENTE QUE CONTIENE DE 200 A 750 GRAMOS POR LITRO DE SOLIDOS DISUELTOS, CUYOS SOLIDOS COMPRENDEN DE 91 A 98,5% EN PESO DE CLORURO DE ZINC, DE 1,5 A 9% EN PESO DE CLORURO AMONICO, Y DE 0,6 A 3% EN PESO DE IONES FLORURO, EN FORMA DE FLUORURO SODICO, FLUORURO POTASICO, FLUORURO AMONICO, O BIFLUORURO AMONICO, A UNA TEMPERATURA DE ENTRE LA TEMPERATURA AMBIENTE Y 90JC, AJUSTANDO OPCIONALMENTE EL PH POR DEBAJO DEL PH NATURAL; Y D) RECUBRIR EL ARTICULO TRATADO DE LA ETAPA C) CON UNA ALEACION QUE CONTIENE DE 5 A 70% EN PESO DE ALUMINIO, DE 95 A 30% EN PESO DE ZINC Y HASTA 3% EN PESO DE SILICIO BASADO EN EL ALUMINIO PRESENTE, POR INMERSION.
PERFECCIONAMIENTOS EN EL PROCESO DE OBTENCION DE MATERIALES DE APORTACION PARA SOLDADURA AUTOGENA.
(16/02/1985). Solicitante/s: MESSER GRIESHEIM GMBH.
PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES DE APORTACION PARA SOLDADURA AUTOGENA, QUE INCLUYEN ELEMENTOS FACILMENTE OXIDABLES, TIERRAS RARAS Y COMBINACION DE POLVOS QUE CONTIENEN FLUORUROS Y CARBONATOS PARA SOLDADURA Y FUSION DE ACEROS.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA COMBINACION DE POLVOS EN LA QUE LA RELACION ENTRE EL PESO EN SECO DE TODOS LOS FLUORUROS Y EL PESO EN SECO DE LOS CARBONATOS ALCALINOS DE TIERRAS RARAS, ES MENOR QUE 2,2:1; SEGUNDA. DICHA COMBINACION DE POLVOS SE SOMETE A UNA TEMPERATURA DE 3.500 GRADOS, A TRAVES DE UN ARCO VOLTAICO, PARA PRODUCIR LA CORRESPONDIENTE OXIDACION; Y POR ULTIMO, LA COMBINACION DE POLVOS SE DISPONE EN LA ENVOLTURA QUE CUBRE EL ALAMBRE DE NUCLEO CON FORMA DE VARILLA O TUBO.
UNA COMPOSICION FUNDENTE.
(16/01/1985). Solicitante/s: KAWASAKI STEEL CORPORATION.
PROCEDIMIENTO PARA LA PREPARACION DE UNA COMPOSICION FUNDENTE, PARA LA SOLDADURA RECRECIDA CON ESCORIA ELECTRICAMENTE CONDUCTORA DE ACERO INOXIDABLE SOBRE UNA SUPERFICIE INTERNA CIRCULAR DE UNA VASIJA CILINDRICA, CON UN ELECTRODO DE CINTA, CONTROLANDO EL FLUJO DE LA ESCORIA Y DEL METAL FUNDIDOS CON UN CAMPO ELECTROMAGNETICO EXTERNO.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA MEZCLA FORMADA POR UN 50 A UN 60 EN PESO DE CAF2, POR UN 10 A UN 20 EN PESO DE SIO2, POR UN 5 A UN 25 EN PESO DE CAO, Y POR UN 10 A UN 30 EN PESO DE AL2O3; SEGUNDA, LA MEZCLA FORMADA POR CAF2, SIO2, CAO Y AL2O3, EN LAS PROPORCIONES ADECUADAS SE FUNDE; Y POR ULTIMO, EL PRODUCTO FUNDIDO SE PULVERIZA AL TAMAN/O DE MALLA ADECUADO.
UN PROCEDIMIENTO PARA LA ELIMINACION QUIMICA DE SOLDANTES DE ESTAÑO Y DE ALEACION DE ESTAÑO-PLOMO DE UN SUBSTRATO.
(16/04/1984). Solicitante/s: OCCIDENTAL CHEMICAL CORPORATION.
PROCEDIMIENTO PARA LA ELIMINACION QUIMICA DE SOLDANTES DE ESTAÑO Y DE ALEACION DE ESTAÑO-PLOMO DE UN SUSTRATO.CONSISTE EN HACER REACCIONAR UNA SOLUCION ACUOSA DE PEROXIDO DE HIDROGENO, BIFLUORURO AMONICO O FLUORURO AMONICO, UN ACIDO Y UN COMPUESTO COMPLEJANTE DE 8-HIDROXIQUINOLINA, CON EL DEPOSITO DE SOLDANTE, DURANTE EL TIEMPO NECESARIO PARA ELIMINAR PRACTICAMENTE LA TOTALIDAD DE DICHO SOLDANTE SIN ATACAR SIGNIFICATIVAMENTE EL CITADO SUSTRATO. LA CONCENTRACION DE PEROXIDO DE HIDROGENO ESTA COMPRENDIDA ENTRE 0,1 Y 10M, LA DE BIFLUORURO AMONICO O FLUORURO AMONICOESTA COMPRENDIDA ENTRE 0,4 Y 10M, Y LA DEL COMPUESTO 8-HIDROXIQUINOLINA ES DE 0,005M COMO MINIMO. LA CANTIDAD DE ACIDO UTILIZADA HA DE SER LA NECESARIA PARA QUE SU CONCENTRACION PUEDA MANTENER EL PH ADECUADO DE LA SOLUCION.
UN METODO MEJORADO PARA EL ESTAÑADO DE UN PANEL DE CIRCUITO IMPRESO.
(01/06/1982). Solicitante/s: STANDARD ELECTRICA, S.A..
METODO PARA EL ESTAÑADO DE UN PANEL DE CIRCUITO IMPRESO CON UNA COMPOSICION DE FUNDENTE. SE FORMA UNA COMPOSICION DE FUNDENTE QUE COMPRENDE UN FUNDENTE LIQUIDO O SOLIDO DISPERSADO EN LA FORMA DE UNA EMULSION O DE UNA SUSPENSION EN UN LIQUIDO EN EL CUAL EL FUNDENTE ES SUSTANCIALMENTE INSOLUBLE. SE APLICA DICHA COMPOSICION A UNA PANEL DE CIRCUITO IMPRESO COMO UNA ESPUMA NO ESTABLE, Y POSTERIORMENTE SE APLICA A DICHO PANEL UNA COMPOSICION DE SOLDADURA DERRETIDA. UNA VEZ ESTAÑADO SE LAVA EN UN LIQUIDO EN EL CUAL EL FUNDENTE ES SOLUBLE.
{kind=link}
{kind=link}