CIP-2021 : B29C 65/58 : Conexiones de presión.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/58[2] › Conexiones de presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/58 · · Conexiones de presión.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de fabricación de cápsula.
(22/04/2020) Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes:
a) una etapa de preparación que comprende la preparación de un primer y de un segundo elemento de cápsula formados a partir de película de material termoplástico, comprendiendo el primer elemento por lo menos una primera cavidad , estando cada elemento provisto de una corona periférica,
b) una etapa de acercamiento en la que el primer y el segundo elemento son acercados de manera que las coronas se superpongan,
c) una etapa de colocación para colocar el conjunto de los dos elementos entre un sonotrodo y un yunque , comprendiendo el yunque un vaciado de yunque y una superficie de golpeo que rodea el vaciado de yunque , comprendiendo el sonotrodo un vaciado de sonotrodo de igual sección…
Procedimiento de ensamblaje de una pieza para vehículo automóvil.
(26/07/2017) Procedimiento de ensamblaje de una pieza ensamblada para vehículo automóvil a partir de unas piezas primera y segunda , caracterizado por que:
- se surte al menos una de las piezas primera y segunda de un pegamento de solidarización con la otra pieza de un primer tipo, activado por efecto de al menos una primera condición predeterminada,
- se surte al menos una de las piezas primera y segunda de un pegamento de solidarización con la otra pieza de un segundo tipo, distinto del pegamento del primer tipo y activado por efecto de al menos una segunda condición predeterminada diferente de la primera condición predeterminada,
…
Preforma, contenedor y método para formar un contenedor.
(29/03/2017). Solicitante/s: HEINEKEN SUPPLY CHAIN B.V.. Inventor/es: LANDMAN, BERNARDUS, CORNELIS, JOHANNES.
Preforma o conjunto de preformas para moldear por soplado un contenedor, en donde la preforma o el conjunto de preformas tiene una porción (4, 4A ,4B) que define una abertura de cuello, en donde un elemento de tapa ha sido previsto en la porción (4, 4A ,4B) de cuello, una abertura que se extiende en la porción (4, 4A ,4B) de cuello, proporcionando acceso a un espacio interior de la preforma o conjunto de preformas, caracterizada porque el elemento de tapa está conectado a la porción (4, 4A ,4B) de cuello de forma permanente y el elemento de tapa está provisto de la abertura , cuya abertura tiene una sección trasversal que es menor que la sección transversal interior de la abertura de cuello.
PDF original: ES-2622878_T3.pdf
Procedimiento de ensamblaje de la unión entre dos tubos en el que al menos uno es de material termoplástico moldeado, aplicación a la realización de un dispositivo portafusiles de alta o de media tensión.
(17/09/2014) Procedimiento de ensamblaje de la unión entre dos tubos (2.1 o 2.2, 30 o 4) en el que al menos uno es de material termoplástico moldeado, en el que se realiza un ensamblaje mixto de encaje/encolado de los extremos de los dos tubos, gracias a las etapas siguientes:
a/ inserción parcial y forzada de una parte del extremo de un tubo en una parte del extremo del otro tubo sin encaje;
b/ inyección de una cola bajo forma líquida o pastosa entre las partes del extremo de los tubos insertados parcialmente uno en el otro;
c/ detención de la inyección;
d/ inserción final hasta la puesta a tope longitudinal del tubo de menor diámetro, provocando la inserción final simultáneamente el encaje y el relleno de los espacios entre…
DISPOSITIVO DE COLOCACIÓN DE ASAS EN BOTELLAS O GARRAFAS, MÁQUINA QUE INTEGRA EL DISPOSITIVO DE COLOCACIÓN DE ASA EN BOTELLA O GARRAFA, PROCEDIMIENTO PARA LA COLOCACIÓN DEL ASA EN UNA BOTELLA O GARRAFA Y ASA COLOCABLE EN BOTELLA O GARRAFA.
(20/04/2012) Dispositivo de colocación de asas en botellas o garrafas, máquina que integra el dispositivo de colocación de asa en botella o garrafa, procedimiento para la colocación del asa en una botella o garrafa y asa colocable en botella o garrafa.
El dispositivo de colocación de asa en botella o garrafa presenta una serie de brazos que permiten recoger el asa de unos medios alimentadores de asas y colocarla en una botella o garrafa.
La máquina que integra el dispositivo anterior presenta unos medios alimentadores de asas que posicionan cada una de las asas en una disposición tal que permiten al dispositivo de colocación del asa en la botella o garrafa recoger las asas de dichos medios…
CIERRES COMPUESTOS PARA RECIPIENTES.
(11/05/2011) Un método para fabricar un cierre compuesto para un recipiente, que comprende las etapas de: (a ) proveer un panel de cubierta formado de un material de hoja generalmente flexible, que tiene unas superficies inferior y superior, con al menos la superficie superior recubierta con una película termoplástica fusible por calor; (b) proveer una sección de anillo inferior fabricada de un material termoplástico, que tiene unas paredes interior y exterior y unos márgenes periféricos superior e inferior, cuyo margen periférico superior presenta una formación de borde convexo que sobresale verticalmente y una pluralidad de repisas horizontales integrales que sobresalen radialmente hacia dentro desde la pared interior…
CIERRE POR ENCLIQUETADO PARA ENVASES FLEXIBLES.
(11/03/2011) Cierre por encliquetado para su fijación a un envase flexible que presenta una parte interior para contener material en el mismo, estando formado dicho envase a partir de un material flexible y comprendiendo unos primeros y segundos paneles unidos entre sí, presentando cada uno de los paneles una parte extrema superior , una superficie interior y una superficie exterior que se unen para formar una boca para el envase entre las mismas, pudiendo abrirse dicha boca para proporcionar acceso al interior del envase, estando dispuesto dicho cierre por encliquetado para cerrar de nuevo y sellar dicha boca y comprendiendo un elemento de cierre macho (24A) y un elemento de cierre hembra (24B), siendo dicho elemento de cierre…
ELEMENTO DE FIJACION PARA MATERIAL DE FIBRAS PLANO Y METODO DE FIJACION DE MATERIAL DE FIBRAS PLANO.
(24/06/2010) Elemento de fijación para material de fibras plano, con
- un elemento de base ,
- elementos perfilados en forma de pasador, que sobresalen para la penetración del material de fibras en el elemento de base , y
- un elemento de cubierta , que está previsto para el apoyo en los elementos perfilados del elemento de base ,
- en el que en el elemento de cubierta , los elementos perfilados igualmente en forma de pasador sobresalen para la penetración del material de fibras ,
caracterizado porque
- los elementos perfilados del elemento de base y los elementos perfilados del elemento de cubierta son deformables para la formación de cabezas de retención para el material de fibras ,
- en el que los elementos perfilados del elemento de base y los elementos perfilados del elemento…
SELLADO PARA UNA LAMPARA DE AUTOMOVIL.
(14/01/2010) Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene una ranura adaptada para recibir el montaje con lengüeta del primer elemento; comprendiendo el proceso las etapas siguientes:
(i) moldeo por inyección in situ de una composición de silicona o de una composición termoestable sobre el montaje con lengüeta y/o en la ranura ;
(ii) vulcanizado de la composición de silicona o de la composición termoestable in situ para formar una junta que está química y/o físicamente unida a dicho montaje con lengüeta y/o ranura ; y
(iii) sellado del montaje de automoción engranando mecánicamente el primer elemento y el segundo elemento, uno de…
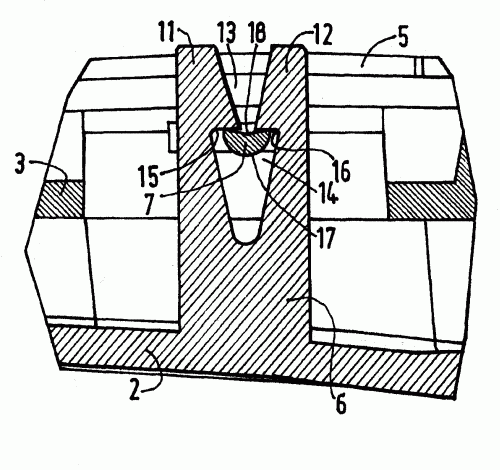
DISPOSITIVO DE ENCAJE PARA LA SOLIDARIZACION DE CARCASAS PLASTICAS.
(01/05/2005). Ver ilustración. Solicitante/s: KONINKLIJKE PHILIPS ELECTRONICS N.V.. Inventor/es: SERRE, PASCAL.
DOS CUERPOS DE MATERIAL PLASTICO MOLDEADO COMPRENDE UNO LA PARTE HEMBRA Y EL OTRO LA PARTE MACHO DE LOS DISPOSITIVOS. ESTAS PARTES SE OBTIENEN POR MOLDEADO COMUN CON SU CUERPO DE SOPORTE. SEGUN LA INVENCION, LA PARTE HEMBRA COMPRENDE AL MENOS DOS GANCHOS SIMETRICOS QUE DELIMITAN ENTRE SI UN PRIMER ESPACIO DE INTRODUCCION DE LA PARTE MACHO, DE FORMA ENSANCHADA HACIA EL EXTREMO LIBRE Y UN SEGUNDO ESPACIO DE SECCION RECTANGULAR O TRIANGULAR LLAMADO DE RETENCION. EL INTERFAZ ENTRE AMBAS PARTES COSISTE EN DOS SALIENTES HEMBRAS PARA DICHOS GANCHOS. LA PARTE MACHO SITUADA ENFRENTE COMPRENDE UN EXTREMO DE INTRODUCCION DE FORMA ADAPTADA AL PRIMER ESPACIO DE INTRODUCCION, EXTREMO QUE TERMINA CON UN SALIENTE COMUN DE PARTE MACHO . APLICACION: MICROTELEFONO DE TELEFONO MOVIL.
PROCEDIMIENTO PARA REALIZAR UNA UNION DE UN COMPONENTE DE SELLADO CON UN ELEMENTO CONSTRUCTIVO.
(01/12/2003). Solicitante/s: HENNIGES ELASTOMER- UND KUNSTSTOFFTECHNIK GMBH & CO. KG.. Inventor/es: KREYE, BERNHARD.
De acuerdo con el procedimiento de la invención para producir una conexión entre un componente que tiene al menos un elemento de sujeción y un elemento estructural (solicitud de patente 196 49 617.9), se forma un dispositivo de sujeción intermedio sobre una superficie del elemento estructural en el área de conexión utilizando un compuesto moldeable endurecible adhesivo . El dispositivo de sujeción intermedio puede unirse a al menos un elemento de sujeción del componente con el cual forma una conexión de sujeción activa. Este es un procedimiento barato para producir una conexión que puede liberarse fácilmente.
PROCESO PARA LA FABRICACION DE UNA VAINA DE PROTECCION, Y VAINA DE PROTECCION.
(01/01/1996). Solicitante/s: AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE. Inventor/es: BRETAGNE, JOEL.
LA INVENCION SE REFIERE A UN PROCESO PARA FABRICAR UNA VAINA DE PROTECCION REALIZADA EN UN MATERIAL ESTRATIFICADO, MEDIANTE UN MANDRIL. VENTAJOSAMENTE, SE PREVE SOBRE DICHO MANDRIL , DOS ELEMENTOS LONGITUDINALES QUE ESTAN EN VOLADIZO RESPECTO DE SU PERIFERIA (1A) Y DISPUESTOS A LO LARGO DE DOS GENERATRICES (M1,M2) DIAMETRALMENTE OPUESTAS, DELIMITANDO DICHO MANDRIL EN DOS PARTE SEMICILINDRICAS LONGITUDINALES (1B,1C), Y: PRIMERA CAPA DE MATERIAL ESTRATIFICADO FLEXIBLE CUYOS BORDES LONGITUDINALES (4A) CUBREN DICHOS ELEMENTOS LONGITUDINALES; APA DE MATERIAL ESTRATIFICADO FLEXIBLE CUYOS BORDES LONGITUDINALES (5A) CUBREN LOS DE LA PRIMERA CAPA Y DICHOS ELEMENTOS LONGITUDINALES; ENDURECIMIENTO DE LAS DOS CAPAS QUE DEFINE DOS SEMICOQUILLAS SEMICILINDRICAS ENCAJADAS POR SUS BORDES LONGITUDINALES RESPECTIVOS (4A,5A) Y FORMAN HINCHAZONES LONGITUDINALES EXTERNAS (4A1, 5A1); Y CHO MANDRIL.
{kind=link}