CIERRES COMPUESTOS PARA RECIPIENTES.
Un método para fabricar un cierre compuesto (10) para un recipiente,
que comprende las etapas de: (a ) proveer un panel (18) de cubierta formado de un material de hoja generalmente flexible, que tiene unas superficies inferior y superior, con al menos la superficie superior recubierta con una película termoplástica fusible por calor; (b) proveer una sección de anillo inferior (16) fabricada de un material termoplástico, que tiene unas paredes interior y exterior y unos márgenes periféricos superior e inferior, cuyo margen periférico superior presenta una formación de borde convexo que sobresale verticalmente y una pluralidad de repisas horizontales integrales que sobresalen radialmente hacia dentro desde la pared interior de la sección de anillo inferior (16) para soportar a dicho panel de cubierta (16) en un plano horizontal en el cierre armado; (c) proveer una sección de anillo superior (14) construida de un material termoplástico, que tiene (i) unas paredes interior y exterior para obtener un apretado ajuste concéntrico alrededor de dicha parte de anillo inferior, y (ii) unos márgenes periféricos superior e inferior; cuyo margen periférico superior de la sección de anillo superior incluye un canal cóncavo (15) para recibir a dicha formación de borde convexo de la sección de anillo inferior y a una brida anular para un apoyo coplanario contra la superficie superior de dicho panel de cubierta en el cierre armado; (d) sujetar dicha sección de anillo inferior (16) con dicho panel de cubierta (18) soportado en su sitio y dicha sección de anillo superior (14) en alineación vertical espaciada; (e) dirigir aire caliente al interior de dicho canal cóncavo (15) y en la cara inferior de dicha brida anular a una temperatura suficiente y durante un tiempo suficiente para causar la fusión de la superficie de la misma; y (f) bajar la sección de anillo superior (14) verticalmente sobre la sección de anillo inferior (16) y el conjunto de panel de cubierta para efectuar el contacto por adherencia entre la cara inferior de dicha brida anular y la superficie superior recubierta del panel de cubierta y entre dicho canal cóncavo y dicha formación de borde convexo y dejar que se enfríen las secciones ensambladas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2006/000296.
Solicitante: STANPAC INC.
Nacionalidad solicitante: Canadá.
Dirección: R.R. 3, SPRING CREEK RD. SMITHVILLE, ONTARIO L0R 2A0 CANADA.
Inventor/es: WITT,Stephen H.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Febrero de 2006.
Clasificación Internacional de Patentes:
- B29C65/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando gases calientes.
- B29C65/58 B29C 65/00 […] › Conexiones de presión.
- B65D43/02T3E
Clasificación PCT:
- B29C65/10 B29C 65/00 […] › utilizando gases calientes.
- B65D43/10 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 43/00 Cubiertas o tapas para recipientes en forma de caja (para recipientes de cocción A47J 36/06; cubiertas de cierre para recipientes a presión en general F16J 13/00). › y se retienen por enclavamiento sobre burletes o salientes.
- B65D55/06 B65D […] › B65D 55/00 Accesorios para cierres de recipientes no previstos en otro lugar. › Alambres, cordones o bandas deformables o desgarrables (recipientes especialmente concebidos para ser abiertos por medio de una banda desgarrable, un cordón o similares B65D 17/00; capuchones o tapas en forma de capuchones con bandas desgarrables B65D 41/32 ); Utilización de sellos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2358525_T3.pdf

Fragmento de la descripción:
CAMPO DE APLICACIÓN DEL INVENTO
Este invento se refiere en general a tapas compuestas para recipientes, y en particular a tapas compuestas a prueba de manipulaciones indebidas y resistentes a sabotajes, para recipientes para productos que planteen preocupaciones significativas para los consumidores en relación con la manipulación no autorizada con el 5 producto (por ejemplo, productos alimenticios y otros artículos consumibles).
Se entiende por una tapa “ compuesta”, una tapa constituida por una hoja de impreso (por ejemplo cartón) que sirve como una cubierta de panel superior y un reborde de plástico moldeado sujeto a – y compatible con – el material del panel para formar los medios destinados a encajar la tapa a un recipiente. Cuando se pueden usar en lugar de tapas que sean totalmente de plástico, las tapas compuestas permiten reducir los costes de material y unos 10 gráficos superiores para la parte más alta de la tapa.
Un cierre compuesto para recipiente de esta clase general se ha ejemplificado por tapas compuestas a prueba de manipulaciones indebidas para recipientes de productos alimenticios que constituyen el asunto de la patente de EE.U. Nº 6.772.901 (concedida a Witt, propiedad del cesionario de derechos en la presente solicitud. En el miembro de cierre compuesto inventado por Witt, un panel de cubierta formado de un material de hoja 15 generalmente flexible se cierra herméticamente en toda su periferia con respecto a una formación de reborde anular que une dos partes anulares cilíndricas de un miembro de cierre que tiene una línea rompible de material más débil que se rompe ante cualquier intento de apalancar la tapa para quitarla, proporcionando de ese modo la evidencia de una manipulación indebida.
ANTECEDENTES DEL INVENTO 20
En la industria de los envases para helados, se usa una variedad de disposiciones de cierre para sujetar una tapa de cartón, plástico o material compuesto en posición sobre el recipiente o tubo de cartón que contiene el helado. Un ejemplo de la combinación de papel y plástico en el diseño de un cierre de recipiente de esta clase general se aporta por la patente de EE.UU, Nº 6.053.353 (concedida a Helms), en el que la tapa de material compuesto incluye una pieza de partida de material de hoja y una pieza moldeada periférica, con una parte marginal 25 de la pieza de partida que es desplazada fuera del plano general del panel central. La pieza moldeada periférica incluye la parte marginal de la pieza de partida unida a una parte del reborde sobre una superficie exterior, con el fin de controlar la contracción longitudinal y de proveer una superficie impresa sobre la sección marginal.
En la tapa compuesta de la patente de EE.UU. Nº 6.772.901 anteriormente mencionada, la parte superior de la tapa consiste en un estrato de polímero para aumentar la resistencia a la humedad fijado a un disco de papel 30 adecuado para la aplicación de una impresión de identificación de producto sobre la cara superior. Un –estrato de politeno sobre la cara inferior del disco de papel evita que la humedad del producto entre al papel y permite que el disco se una al anillo de plástico. Las partes superior e inferior del anillo se unen juntas mediante la fusión del –estrato de politeno del papel a una plataforma sobre el anillo de plástico por soldadura por conducción, soldadura por ultrasonidos o soldadura de fricción . Alternativamente, se podría usar un revestimiento de adhesivo aplicado a 35 cualquiera de las dos superficies antes de la inserción del disco. Una vez unidas conjuntamente, las partes superior e inferior forman un cierre compuesto
SUMARIO DEL INVENTO
Un objeto general del presente invento es proveer miembros de cierre compuesto para recipientes, que comprenden un reborde de plástico y una tapa de cartón, en el que la tapa está sujeta de forma herméticamente 40 cerrada a unos medios periféricos dirigidos hacia dentro sobre el reborde, sin el requisito de cualquier adhesivo o de cualquier tratamiento de soldadura de contacto tales como soldadura por conducción, por ultrasonidos o por fricción.
Un objeto adicional del presente invento es proveer miembros de cierre compuesto para recipientes de esta clase, que incluyan propiedades de resistencia a las manipulaciones indebidas y al sabotaje.
De acuerdo con una primera realización del invento, el reborde de plástico comprende una parte de anillo 45 interior e inferior y una parte de anillo exterior y superior, ambas fabricadas de un material termoplástico fusible tal como el polietileno de baja densidad (en adelante LDPE). La parte de anillo inferior incluye una formación de borde periférico superior destinada a ajustar de forma conjugada dentro de un canal cilíndrico formado dentro de la parte de anillo superior, y una formación de repisa interior para soportar una tapa de cartón. Esa tapa tiene al menos su superficie superior recubierta con una película del mismo material termoplástico que los anillos. 50
La parte de anillo superior incluye una brida anular que sobresale hacia dentro en una dirección paralela a la periferia exterior de la tapa. En una posición previa al cierre hermético, el anillo superior y el anillo inferior que sujetan la tapa de disco de cartón se mantienen ligeramente separados. Se dirige aire caliente al interior de la parte de canal del anillo superior y en la cara inferior de la brida anular. Cuando la superficie inferior de la brida y la pared lateral interior del canal del anillo superior llegan a fundirse, el anillo superior es descendido verticalmente a su 55 posición de acoplamiento conjugado con el anillo inferior, y el anillo superior se adhiere al estrato termoplástico sobre el cartón y a la pared lateral exterior del anillo inferior.
De acuerdo con una segunda realización del invento, el reborde de plástico es una construcción de ajuste a presión de dos piezas que incluye un medio periférico dirigido hacia dentro que agarra firmemente el panel superior de la tapa de cartón cuando está armado.
BREVE DESCRIPCIÓN DE LOS DIBUJOS 5
La Figura 1 es una vista en perspectiva desde arriba de un recipiente para helados con medios de cierre de acuerdo con cualquiera de las dos realizaciones del presente invento, incluyendo características de resistencia a sabotajes y a prueba de manipulaciones indebidas;
La Figura 2 es una vista en despiece ordenado del recipiente para helados de la Figura 1, con los componentes de tapa de acuerdo con la primera realización del invento; 10
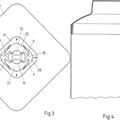
La Figura 3 es una vista en corte transversal vertical tomada a lo largo del eje largo X de la Figura 1 de un recipiente para helados que incluye medios de cierre que responden a la primera realización del invento;
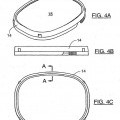
Las Figuras 4a, 4b y 4c son respectivamente vistas en perspectiva, en alzado lateral y en planta desde arriba de medios de cierre armados de acuerdo con cualquiera de las dos realizaciones del invento.
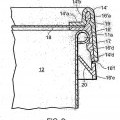
La Figura 5 es una vista en corte a escala ampliada a lo largo de la línea A-A de la Figura 4a de los 15 componentes que se acoplan mutuamente del recipiente y de la tapa cuando se hah armado de acuerdo con la primera realización del invento
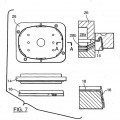
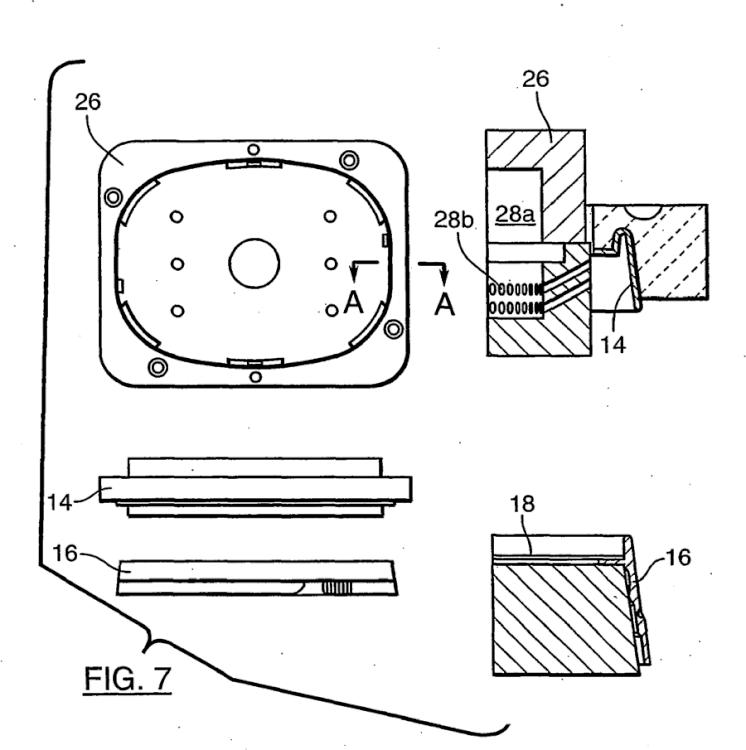
La Figura 6 ilustra esquemáticamente medios para calentar los componentes de la tapa antes del armado, de acuerdo con la primera realización del invento;
La Figura 7 ilustra esquemáticamente la posición configurada de los componentes calientes de la tapa 20 compuesta inmediatamente antes del armado, de acuerdo con la primera realización del invento;
La Figura 8 ilustra esquemáticamente el establecimiento de contacto y el armado final de los componentes del cierre compuesto de acuerdo con la primera realización del invento; y
La Figura 9 es una vista en corte a escala ampliada a lo largo de la línea A-A de la Figura 4c de los componentes que se acoplan mutuamente de un recipiente y una tapa de acuerdo con la segunda realización del 25 invento, cuando están armados.
DESCRIPCIÓN DE LAS REALIZACIONES PREFERIDAS
Como se ve mejor en las Figuras 1 a 3, 5 y 9, un cierre compuesto 10 de acuerdo con el presente invento y destinado a cerrar herméticamente un recipiente convencional 12 para helados, comprende un anillo cilíndrico superior 14 y un anillo cilíndrico inferior 16, ambos construidos de un material de plástico elástico, que encajan 30 juntos para... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar un cierre compuesto (10) para un recipiente, que comprende las etapas de:
(a ) proveer un panel (18) de cubierta formado de un material de hoja generalmente flexible, que tiene unas superficies inferior y superior, con al menos la superficie superior recubierta con una película termoplástica fusible por calor;
(b) proveer una sección de anillo inferior (16) fabricada de un material termoplástico, que 5 tiene unas paredes interior y exterior y unos márgenes periféricos superior e inferior, cuyo margen periférico superior presenta una formación de borde convexo que sobresale verticalmente y una pluralidad de repisas horizontales integrales que sobresalen radialmente hacia dentro desde la pared interior de la sección de anillo inferior (16) para soportar a dicho panel de cubierta (16) en un plano horizontal en el cierre armado;
(c) proveer una sección de anillo superior (14) construida de un material termoplástico, que 10 tiene (i) unas paredes interior y exterior para obtener un apretado ajuste concéntrico alrededor de dicha parte de anillo inferior, y (ii) unos márgenes periféricos superior e inferior; cuyo margen periférico superior de la sección de anillo superior incluye un canal cóncavo (15) para recibir a dicha formación de borde convexo de la sección de anillo inferior y a una brida anular para un apoyo coplanario contra la superficie superior de dicho panel de cubierta en el cierre armado; 15
(d) sujetar dicha sección de anillo inferior (16) con dicho panel de cubierta (18) soportado en su sitio y dicha sección de anillo superior (14) en alineación vertical espaciada;
(e) dirigir aire caliente al interior de dicho canal cóncavo (15) y en la cara inferior de dicha brida anular a una temperatura suficiente y durante un tiempo suficiente para causar la fusión de la superficie de la misma; y 20
(f) bajar la sección de anillo superior (14) verticalmente sobre la sección de anillo inferior (16) y el conjunto de panel de cubierta para efectuar el contacto por adherencia entre la cara inferior de dicha brida anular y la superficie superior recubierta del panel de cubierta y entre dicho canal cóncavo y dicha formación de borde convexo y dejar que se enfríen las secciones ensambladas.
2. Un método según la reivindicación 1, 25
en el que la compresión vertical se aplica al margen periférico superior de dicha sección de anillo superior (14) y al margen periférico inferior de dicha sección de anillo inferior (16) mientras las secciones armadas se están enfriando en la etapa (f).
3. Un método según las reivindicaciones 1 ó 2,
en el que dicho material termoplástico es polietileno de baja densidad (en adelante LDPE). 30
4. Un método según una cualquiera de las reivindicaciones 1 a 3,
en el que dicho panel de cubierta (18) se ha formado de cartón.
5. Un método según la reivindicación 4,
en el que dicho recipiente es un recipiente para alimentos y la cara inferior de dicho panel de cubierta (18) está revestida con una película de plástico para mejorar la preservación del contenido del recipiente. 35
6. Un método según una cualquiera de las reivindicaciones 1 a 5,
en el que la apertura de dicho recipiente presenta una formación de tapa periférica, el margen periférico inferior de dicha parte de anillo inferior se extiende verticalmente por debajo del margen periférico inferior de dicha parte de anillo superior; dicha parte de anillo cilíndrico inferior está circunscrita por una línea rompible de menor resistencia mecánica verticalmente por debajo del margen periférico inferior de dicha parte de anillo superior; 40 y una pluralidad de dientes elásticamente deformables pende del margen periférico inferior de dicha parte de anillo inferior en una dirección ascendente y hacia dentro, para un acoplamiento con enclavamiento contra la tapa del recipiente cuando el miembro de cierre está en su sitio.
7. Un miembro de cierre compuesto para un recipiente, que comprende:
(a ) una sección de anillo interior inferior (16) fabricada de un material elástico, que tiene unas 45 paredes interior y exterior y unos márgenes periféricos superior e inferior y una primera brida anular integral que sobresale radialmente hacia dentro desde la pared interior de dicha sección de anillo inferior;
(b) una sección de anillo exterior superior (14) fabricada de un material elástico, que tiene unas paredes interior y exterior y unos márgenes periféricos superior e inferior y destinada a ajustar a presión de forma liberable sobre dicha sección de anillo inferior (16), cuya sección de anillo superior (14) tiene una segunda brida anular integral que sobresale radialmente hacia dentro desde la pared interior de dicha sección de anillo superior en una proximidad paralela muy cercana a dicha primera brida anular; y
(c ) un panel de cubierta (18) formado de material de hoja generalmente flexible, sujeto periféricamente y comprimido entre dichas bridas anulares primera y segunda por medio del ajuste a presión de la sección de anillo 5 superior sobre la sección de anillo inferior.
8. Un miembro de cierre compuesto según la reivindicación 7, en el que la pared interior de dicha sección de anillo superior (14) presenta unos salientes de pared destinados a acoplarse de manera conjugada con unas entalladuras de la pared interior de la sección de anillo inferior (16) para un ajuste a presión con enclavamiento cuando la sección de anillo superior se presiona sobre la sección de anillo inferior , pero que se desacoplan 10 fácilmente mediante la tracción manual de la periferia inferior de la sección de anillo superior hacia fuera separándose de la pared exterior de la sección de anillo superior.
9. Un miembro de cierre compuesto según la reivindicación 7 o la reivindicación 8, en el que:
(a) dicho recipiente tiene una apertura con una formación de tapa periférica;
(b) el margen periférico inferior de dicha parte de anillo inferior se extiende verticalmente por debajo 15 del margen periférico inferior de dicha parte de anillo superior;
(c) dicha parte de anillo cilíndrico inferior está circunscrita por una línea rompible de menor resistencia mecánica verticalmente por debajo del margen periférico inferior de dicha parte de anillo superior; y
(d) una pluralidad de dientes elásticamente deformables pende del margen periférico inferior de dicha parte de anillo inferior en una dirección ascendente y hacia dentro, impidiendo la retirada del cierre del 20 recipiente sin una rotura detectable a lo largo de al menos una parte de dicha línea rompible de menor resistencia mecánica.
Patentes similares o relacionadas:
Mejora dimensional de material compuesto de poliuretano para cuero artificial, del 22 de Abril de 2020, de SAGE AUTOMOTIVE INTERIORS, INC: Un material compuesto gofrado, incluyendo: una capa de poliuretano; una capa de espuma carente de recuperación de forma que tiene una superficie superior y una superficie […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Proceso para la producción de un recipiente a partir de un material compuesto plano con una capa interna mediante doblado en caliente, del 18 de Diciembre de 2019, de SIG TECHNOLOGY AG: Un proceso para la producción de un recipiente que rodea un interior comprendiendo las etapas de: a. Provisión de un material compuesto […]
Máquina de soldar de mesa portátil, del 6 de Noviembre de 2019, de Leister Technologies AG: Máquina de soldar de mesa portátil para soldar tiras de material sintético , que comprende un bastidor o armazón que incluye una carcasa portadora y un […]
 Dispositivo y procedimiento para el sellado hermético a líquidos de dos partes de envase, que se solapan parcialmente, del 28 de Agosto de 2019, de SIG TECHNOLOGY AG: Dispositivo para el sellado hermético a líquidos de dos partes de envase , que se solapan parcialmente, siendo la primera parte de envase un cuerpo de base […]
Dispositivo y procedimiento para el sellado hermético a líquidos de dos partes de envase, que se solapan parcialmente, del 28 de Agosto de 2019, de SIG TECHNOLOGY AG: Dispositivo para el sellado hermético a líquidos de dos partes de envase , que se solapan parcialmente, siendo la primera parte de envase un cuerpo de base […]
Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo de polímeros termoplásticos de distinto tipo con ayuda de una imprimación preferentemente […]
Procedimiento para soldar los plásticos poliamida y poli(met)acrilato, del 7 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar un plástico de poliamida con un plástico de poli(met)acrilato, en particular plástico de poli(metacrilato de metilo) […]
Procedimiento para la fabricación de planchas termoplásticas de varias capas mediante soldadura térmica de chapas diferentes, del 29 de Noviembre de 2018, de BASF SE: Procedimiento para la fabricación de planchas termoplásticas de al menos dos capas mediante soldadura térmica de al menos una primera plancha termoplástica más delgada […]