CIP-2021 : B21D 26/02 : aplicando una presión mediante un fluido.
CIP-2021 › B › B21 › B21D › B21D 26/00 › B21D 26/02[1] › aplicando una presión mediante un fluido.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas.
B21D 26/02 · aplicando una presión mediante un fluido.
CIP2021: Invenciones publicadas en esta sección.
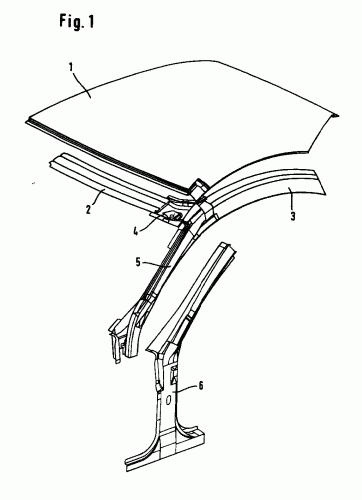
VIGA PORTANTE HUECA DE CARROCERIAS Y PROCEDIMIENTO PARA LA FABRICACION DE LA MISMA MEDIANTE ALTA PRESION INTERNA.
(01/04/2000). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: LOHSE, THOMAS, SCHAFER, FRANK, SCHRODER, MATTIAS.
LA INVENCION SE REFIERE A UN SOPORTE HUECO DE CARROCERIA PERFILADO, POR EJEMPLO UN MONTANTE DELANTERO, FABRICADO SEGUN EL PROCEDIMIENTO DE MOLDEO A ALTA PRESION INFERIOR. PARA QUE ESTAS PIEZAS PUEDAN FABRICARSE MAS ECONOMICAMENTE Y CON UN ALTO GRADO DE TRANSFORMACION, DE ACUERDO CON LA INVENCION SE UTILIZA PARA EL SOPORTE HUECO DE CARROCERIA UNA CHAPA DE ACERO LAMINADA EN CALIENTE DE 1,5 A 2 MM DE GROSOR Y DE LA CALIDAD DE ACERO STW24. EL MATERIAL DE PARTIDA PROPUESTO ES MAS ECONOMICO QUE OTROS ACEROS SIMILARES LAMINADOS EN FRIO. ADEMAS, LA CHAPA DE ACERO LAMINADA EN CALIENTE ES MAS DUCTIL, DE CARA AL PROCESO DE MOLDEO A ALTA PRESION INTERIOR, QUE LA CHAPA LAMINADA EN FRIO, Y PUEDE SOMETERSE A UN RECOCIDO INTERMEDIO, SI ES PRECISO, SIN PERDER RESITENCIA.
PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE TURBOMAQUINA.
(01/03/2000) UL ALABE HUECO DE TURBOMAQUINA CONSTITUIDO DE DOS PIELES QUE FORMAN UNA CAVIDAD INTERNA Y CONECTADAS POR TENSORES SE OBTIENE POR EL SIGUIENTE PROCEDIMIENTO: - FORJADO Y MECANIZADO DE LAS PIEZAS PRIMARIAS, DISPONIENDO UNA RESERVA DE MATERIA EN LAS ZONAS LOCALIZADAS DE LA CARA INTERNA DE LAS PIELES, ESPIGAS DE EXTREMO Y AGUJEROS DE LOCALIZACION ; DEPOSITO DE BARRERAS DE DIFUSION SEGUN LAS ETAPAS: APLICACION DE UN PROTECTOR, RECORTE GRACIAS A UNA HERRAMIENTA ESPECIFICA, PELADO, DEPOSITO DE UN PRODUCTO DE REVESTIMIENTO, PELADO, TRATAMIENTO DE PRECOCCION, LIMPIEZA Y CONTROL; - ENSAMBLAJE DE LAS PIEZAS PRIMARIAS Y A CONTINUACION SOLDADURA-DIFUSION A PRESION ISOSTATICA; - INFLADO A PRESION DE GAS Y FORMACION SUPERPLASTICO PARA OBTENER LA CONFORMACION DE LAS PIELES CONECTADAS POR LOS TENSORES QUE LLEVAN…
PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE TURBOMAQUINA.
(16/02/2000). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: DOUGUET, CHARLES JEAN-PIERRE, LORIEUX, ALAIN GEORGES HENRI, BICHON, MATTHIEU, LOUESDON, YVON MARIE JOSEPH, RENOU, FLORENCE ANNE NATHALIE.
UN PROCESO DE FABRICACION DE UN ALABE HUECA DE TURBOMAQUINA COMPRENDE LAS SIGUIENTES ETAPAS: - (A) A PARTIR DE LA DEFINICION DE UN ALABE A OBTENER; UN ESTUDIO UTILIZANDO LOS MEDIOS DE CONCEPCION Y FABRICACION ASISTIDOS POR ORDENADOR/CFAO Y REALIZACION DE UNA SIMULACION DIGITAL DE LA PUESTA EN PLANO DE LAS PIEZAS CONSTITUTIVAS DE LA PALA; - B) FORJADO EN PRENSA DE LAS PIEZAS PRIMARIAS POR MATRIZADO; - C) MECANIZACION DE LAS PIEZAS PRIMARIAS; -D) DEPOSICION DE BARRERAS DE DIFUSION SEGUN UN MOTIVO PREDEFINIDO; - E) MONTAJE DE LAS PIEZAS PRIMARIAS SEGUIDO POR LA SOLDADURA-DIFUSION EN PRESION ISOSTATICA; - F) INFLADO A PRESION DE GAS Y FORMACION SUPERPLASTICA; - G) MECANIZACION FINAL.
CUNA TUBULAR PARA VEHICULO AUTOMOVIL.
(16/10/1999). Solicitante/s: VALLOUREC COMPOSANTS AUTOMOBILES VITRY. Inventor/es: VALIN, DANIEL, DELETOMBE, PHILIPPE.
SUSPENSION METALICA MONOBLOQUE TUBULAR PARA VEHICULO AUTOMOVIL QUE LLEVA UNA ZONA CENTRAL TUBULAR PROLONGADA EN CADA UNO DE SUS EXTREMOS POR DOS BRAZOS (5,6 O 7,8) QUE TIENEN EN EL SENTIDO TRANSVERSAL SENSIBLEMENTE LA SECCION DE UN SEMITUBO ABIERTO Y QUE FORMAN ENTRE SI AL INICIO DE LA ZONA CENTRAL UN ANGULO DIEDRICO INFERIOR A 180 (GRADOS) , LOS BRAZOS , PERMITEN ASEGURAR LA CONEXION CON POR UNA PARTE LA CARROCERIA DEL VEHICULO Y POR OTRA PARTE BIEN CON EL TRIANGULO DE UNA RUEDA DELANTERA O BIEN CON EL EJE TRASERO DEL VEHICULO. PROCEDIMIENTO DE REALIZACION DE TAL SUSPENSION MONOBLOQUE TUBULAR METALICA.
APARATO DE HIDROFORMACION.
(16/05/1999) EN UN APARATO Y METODO PARA HIDROFORMACION, DE UN CONDUCTO DE PARED DOBLE QUE TIENE UN ESPACIO DE TAMAÑO CONTROLADO ENTRE LAS PAREDES, UN BASTIDOR TIENE UNA TAPA SUPERIOR (11C) Y UN LECHO INFERIOR (11D) QUE DEFINEN UN ESPACIO DE HIDROFORMACION ENTRE LOS MISMOS, EL LECHO (11D) TENIENDO UN RESBALADOR QUE SE EXTIENDE DESDE EL ESPACIO A UNA POSICION DE CARGA-DESCARGAPREFORMA FUERA DEL ESPACIO. EN EL RESBALADOR UN ENSAMBLAJE DE MOLDEO TIENE UNA PLACA INFERIOR Y UNA PLACA SUPERIOR QUE DEFINEN AL MENOS DOS CAVIDADES DE HIDROFORMACION , UNA CAVIDAD SIENDO UNA PREFORMA ALARGADA Y UNA CAVIDAD SEMI-TERMINADA , Y LA OTRA CAVIDAD SIENDO UNA CAVIDAD DE TERMINACION…
PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA DE MECANISMO DE CONSTRUCCION Y SOPORTE DE EJE.
(16/02/1999). Solicitante/s: BENTELER AG. Inventor/es: OLSZEWSKI, EGON, HANSEN, RAINER.
LA INVENCION SE REFIERE POR UN LADO A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA DE MECANISMO DE CONSTRUCCION MEDIANTE DOBLADO E HIDROMOLDEADO DE UN PERFIL HUECO METALICO RECTO Y POR OTRO LADO A UN SOPORTE DE EJE. EN UNA PRIMERA ETAPA DEL PROCEDIMIENTO SE CONFORMAN DE FORMA MATEMATICA DE HIDROMOLDEO LAS ZONAS DE CONFORMADO A PARTIR DEL PERFIL HUECO EN UNA HERRAMIENTA DE PRENSA. CON ELLO SE CARGA EL PERFIL HUECO CON UNA PRESION INTERIOR HIDRAULICA. AL MISMO TIEMPO RESULTA UN DESPLAZAMIENTO POSTERIOR AXIAL DE LOS EXTREMOS DEL TUBO. DE ESTA FORMA SE CONSIGUE UN MATERIAL PERFILADO EN EL QUE SE APOYAN LAS ZONAS (6') A SER PREMOLDEADAS Y SE PREMOLDEAN LAS ZONAS (7') DE LA CONFORMACION MAXIMA. EN OTRO PASO DEL PROCEDIMIENTO RESULTA LA ELABORACION DEL CONTORNO DE LA PIEZA DE CONSTRUCCION MEDIANTE DOBLADO Y MOLDEADO FINAL TECNICO DE HIDROMOLDEO, DONDE RESULTA UNA CALIBRACION DE LA PIEZA DE MECANISMO DE CONSTRUCCION.
PROCEDIMIENTO Y DISPOSITIVO PARA CONFORMADO DE CHAPA METALICA.
(01/10/1998). Solicitante/s: SMG SUDDEUTSCHE MASCHINENBAU GMBH SCHULER WERKZEUGE GMBH & CO. Inventor/es: KASMACHER, HARALD.
EN UN PROCEDIMIENTO PARA EL CONFORMADO DE CHAPA METALICA SE SUJETA DE FORMA ESTANCA A LIQUIDOS UNA PLETINA EN EL PLANO DE SEPARACION ENTRE UNA HERRAMIENTA SUPERIOR Y UNA HERRAMIENTA INFERIOR, DE LAS CUALES UNA MUESTRA EL CONTORNO DE CONFORMADO, Y MEDIANTE EFECTO DE UN MEDIO A PRESION HIDRAULICO SE CONFORMA DE ACUERDO CON EL CONTORNO DE CONFORMADO SOBRE EL LADO OPUESTO CON RESPECTO A ESTE CONTORNO DE CONFORMADO. UN PROCEDIMIENTO DE ESTE TIPO SE CARACTERIZA DE TAL MODO, QUE LA PLETINA SE CONFORMA BAJO EFECTO CONTROLADO DEL MEDIO A PRESION HASTA UNA DILATACION DESDE 10 HASTA 15 % EN LA DIRECCION DEL CONTORNO DE CONFORMADO Y A CONTINUACION MANTENIENDO LA PRESION SE OBTIENE EL CONFORMADO FINAL BAJO TRACCION DE LA CHAPA U OTRA DILATACION HASTA EL APOYO COMPLETO SOBRE EL CONTORNO DE CONFORMADO.
DISPOSITIVO PARA LA CONFORMACION HIDRAULICA DE COMPONENTES EN FORMA TUBULAR.
(01/08/1998). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, BUSCHSIEWEKE, OTTO.
EL DISPOSITIVO ABARCA UNA UNIDAD DE HERRAMIENTA CON UNA HERRAMIENTA DE CONFORMADO A BASE DE UNA ESTAMPA Y UNA CONTRAESTAMPA . SE HA PREVISTO ADEMAS UNA CARCASA , EN DONDE SE DISPONE DE UNA PUA DE ESTANQUEIDAD Y UN TRANSFORMADOR DE PRESION. UN CURSOR DE CUÑA PUEDE APOYAR LA PUA DE ESTANQUEIDAD MEDIANTE DESCENSO DE LA PARTE SUPERIOR DE PRESIONADO, DE TAL MODO QUE LA PUA DE ESTANQUEIDAD DISPONE DE UNA APLICACION ESTANCA CON EL COMPONENTE DE FORMA TUBULAR EN LA HERRAMIENTA DE CONFORMADO. SE ACTIVA ADEMAS EL TRANSFORMADOR DE PRESION A TRAVES DEL DESCENSO DE LA PARTE SUPERIOR DE PRESIONADO Y SE GENERA LA PRESION DE CONFORMADO HIDRAULICA NECESARIA EN EL COMPONENTE . LA HERRAMIENTA DE CONFORMADO CERRADA ES APOYABLE MEDIANTE RESORTE DE FORMA RELATIVA CON RESPECTO A LA PARTE SUPERIOR DE PRESIONADO. EL CURSOR DE CUÑA SE APOYA EN UN REAPOYO.
APARATO Y METODO PARA FORMAR E HIDROPENETRAR UN ELEMENTO DE BASTIDOR TUBULAR.
(01/05/1998) UN METODO Y APARATO PARA FORMAR ELEMENETOS DE BASTIDOR DE CONFIGURACION COMPLEJA, PARTIENDO DE UN BLANCO O PIEZA EN TOSCO, Y DONDE EL BLANCO SE TRANSFIERE DE ESTACION EN ESTACION, Y SE EJECUTAN VARIOS MAQUINADOS SOBRE EL BLANCO EN CADA ESTACION. POR EJEMPLO, EN UNA PRIMERA ESTACION SE EXPANDE EL BLANCO DENTRO DE UN TUBO QUE TIENE UNA SECCION TRANSVERSAL VARIABLE POR TODA LA LONGITUD DEL TUBO, APLICANDO PRESION AL INTERIOR DEL TUBO Y FUERZA COMPRESIVA EN LOS EXTREMOS OPUESTOS DEL TUBO, CON PREFERENCIA SIMULTANEAMENTE. EN OTRA ESTACION, SE PREFORMA EL TUBO EXPANDIDO, INTRODUCIENDO EN EL UNA CURVATURA. LA CURVATURA EN EL TUBO PREFORMADO SE AUMENTA DESPUES EN OTRA ESTACION. MIENTRAS EL TUBO EXPANDIDO SE ESTA PREFORMANDO Y CURVANDO, SE…
METODO Y APARATO PARA FORMAR LAMINAS METALICAS EMPLEANDO UN LIQUIDO PARA FORMAR EL METAL DIRECTAMENTE.
(01/03/1998) UN APARATO INDEPENDIENTE PARA FORMAR LAMINAS METALICAS, QUE SE ADAPTA PARA ACTUAR DENTRO DE UNA PRENSA ESTANDAR DE DOBLE ACCION, QUE TIENE UNA BASE Y UNAS CORREDERAS INTERIOR Y EXTERIOR RECIPROCAMENTE VERTICALES, E INCLUYE UN DADO DE TERRAJA BASICO QUE SE PUEDE MONTAR EN LA PRENSA Y UTILES ESPECIFICOS ADAPTABLES AL DADO DE TERRAJA BASICO Y QUE SE PUEDEN SUBSTITUIR. EL DADO DE TERRAJA INCLUYE UN TUBO VERTICAL FIJADO A LA CORREDERA EXTERIOR , UN COLECTOR MONTADO EN LA PARTE SUPERIOR DE LA BASE DE UN TUBO, MONTAJES HIDRAULICOS CILINDRICOS EN LA PARTE SUPERIOR DE LA BASE , CONECTADOS CON EL COLECTOR Y ACCIONADOS MECANICAMENTE POR LA CORREDERA INTERIOR, PARA PROPORCIONAR UN…
REFUERZO POR ABOLLAMIENTO.
(01/02/1998). Solicitante/s: DR. MIRTSCH GMBH. Inventor/es: MIRTSCH, FRANK.
LOS MATERIALES DE PARED DELGADA SON REFORZADOS CON ABOLLADURA SIN ORIGINAR DEFORMACIONES MATERIALES TIPICAS DE DESPLAZAMIENTO PROFUNDO. UNA BANDA DE MATERIAL A SER ESTRUCTURADA CON ABOLLADURAS ESTA ENROLLADA EN VARIAS CAPAS ALREDEDOR DE ELEMENTOS DE SOPORTE ESPACIADOS DE FORMA SEPARADA, SIENDO SELLADO EL ARROLLAMIENTO DE BANDA DE MATERIAL CON RESPECTO AL EXTERIOR A TRAVES DE MEDIOS HIDRAULICOS Y APLICANDOSE UNA SOBREPRESION A PARTIR DEL EXTERIOR Y/O UNA PRESION NEGATIVA APLICADA EN EL INTERIOR. DE FORMA ALTERNATIVA, UNA BANDA DE MATERIAL A SER ESTRUCTURADA CON ABOLLADURAS SE CURVA SOBRE ELEMENTOS DE SOPORTE ESPACIADOS DE MANERA SEPARADA Y SE APLICA SUCESIVAMENTE UNA SOBREPRESION A PARTIR DEL EXTERIOR, ASI COMO UNA PRESION NEGATIVA SUCESIVAMENTE APLICADA EN EL INTERIOR, EN PARTICULAR SEGMENTO A SEGMENTO.
PROCEDIMIENTO PARA LA CONFORMACION HIDROSTATICA DE CUERPOS HUECOS DE METAL CONFORMABLE EN FRIO Y DISPOSITIVO PARA LA REALIZACION DEL MISMO.
(16/01/1998). Solicitante/s: HDE METALLWERK GMBH. Inventor/es: KAISER, WILHELM.
EN UN PROCESO PARA EL PERFILADO HIDROSTATICO DE CUERPOS HUECOS DE METAL TRABAJADO EN FRIO Y EN UN DISPOSITIVO PARA LA REALIZACION DEL PROCESO, SE INTRODUCEN LIQUIDOS A PRESION DENTRO DEL CUERPO HUECO EN EL INTERIOR DE UNA CAMARA DE PERFILADO DE UNA INSTALACION DE TROQUEL . DE ESTA FORMA LA PARED DEL CUERPO HUECO EN LA ZONA DE PERFILADO ES PRESIONADA CONTRA LA GRABACION DE LA CAMARA DE PERFILADO BAJO UN MOVIMIENTO RELATIVO. EL CUERPO HUECO ESTA SUJETO FUERA DE LA REGION DE PERFILADO EN AL MENOS UNA ZONA DE SEGURIDAD. UNA ENCARNACION DEL PROCESO FACILITA UN AMPLIO CAMPO DE PERFILADO INCLUSO EN CUERPOS HUECOS DE PARED FINA DONDE EL CUERPO HUECO SE MANTIENE DE FORMA FLOTANTE Y CON LA AUSENCIA SUSTANCIAL DE FUERZAS AXIALES EN CADA ZONA O REGION DE ASEGURAMIENTO Y LA PARED DEL MENCIONADO CUERPO SE MUEVE EN RELACION A LA INSTALACION DE TROQUEL Y ESPECIALMENTE INTRODUCIDO EN EL POR MEDIO DE LIQUIDO PRESURIZADO.
FORMACION DE JUNTAS ENLAZADAS POR DIFUSION EN ESTRUCTURAS DE METAL FORMADAS SUPERPLASTICAMENTE.
(01/12/1997) UN METODO PARA FORMAR UN JUNTA ENLAZADA POR DIFUSION DURANTE LA FORMACION SUPERPLASTICA DE UNA ESTRUCTURA METALICA HUECA A PARTIR DE UN MATERIAL LAMINADO USANDO UNA MATRIZ DE DOS PIEZAS QUE TIENE SUS CARAS APRETADAS Y OPUESTAS DISPUESTAS A LO LARGO DE UNA LINEA DE DIVISION DEL MISMO. LA ESTRUCTURA 43 SE HA FORMADO CON UNA UNION EN LA LINEA DE DIVISION. EL METODO INCLUYE LA LOCALIZACION DE LAS LAMINAS ENTRE LAS CARAS APRETANDO LAS LAMINAS CON UNA PRESION SUFICIENTE PARA LOCALIZAR LA MUESTRA DURANTE LA FORMACION SUPERPLASTICA MIENTRAS ES INSUFICIENTE PARA DEFORMAR EL METAL Y PREVENIR EL FLUJO SUPERPLASTICO EN LAS LAMINAS ENTRE LAS CARAS APRETADAS , CALENTANDO LAS LAMINAS HASTA UNA TEMPERATURA DE FORMACION TERMOPLASTICA Y APLICANDO UNA PRESION GASEOSA ENTRE LAS LAMINAS PARA COMENZAR LA FORMACION SUPERPLASTICA.…
HIDROCONFORMACION EN MULTIPLES ETAPAS DE CONDUCTOS DE DOBLE PARED.
(16/10/1997). Solicitante/s: BENTELER INDUSTRIES, INC. Inventor/es: WELLS, GARY L., RIGSBY, DONALD R., DEHLINGER, JAMES R.
UN METODO Y UN APARATO CAPAZ DE FORMAR UN CONDUCTO DE DOS TUBOS QUE TENGA UNA DIMENSION DEL TUBO EXTERIOR PREDETERMINADA, UNA DIMENSION DEL TUBO INTERIOR PREDETERMINADA Y UN ESPACIO PREDETERMINADO ENTRE LOS DOS TUBOS. EN PRIMER LUGAR SE DOBLA UNA PIEZA DE TRABAJO DE DOS TUBOS (W) POR UNA O MAS ZONAS HASTA QUE TOME UNA FORMA NO LINEAL DESEADA, SE EXPANDEN POR HIDROCONFORMACION EL TUBO INTERIOR Y EL TUBO EXTERIOR SIMULTANEAMENTE HASTA OBTENER LA DIMENSION SELECCIONADA PARA EL TUBO INTERIOR Y A CONTINUACION SE EXPANDE POR HIDROCONFORMACION EL TUBO EXTERIOR HASTA ALCANZAR LA DIMENSION DESEADA PARA EL TUBO EXTERIOR Y EL ESPACIO DESEADO ENTRE MEDIAS, MIENTRAS QUE EL TUBO INTERIOR SE MANTIENE CONSTANTE.
PROCEDIMIENTO Y DISPOSITIVO PARA TRANSFORMACION APOYADA CON PRESION INTERNA DE PERFILES HUECOS METALICOS.
(01/08/1997) EN LA TRANSFORMACION APOYADA MEDIANTE PRESION INTERNA DESCRITA DE PERFILES HUECOS PARA PIEZAS DE TRABAJO PROVISTAS CON BIFURCACIONES O SIMILARES SE APLICA EL INTERIOR DE UNA PIEZA CRUDA APLICADA EN UNA HERRAMIENTA , QUE SE ENCUENTRA EN ENGRANE CON AMBAS CARAS FRONTALES CON PUNZONES DE PRESIONADO MOVILES, GUIANDO UN MEDIO A PRESION LIQUIDO, Y LA PIEZA EN BRUTO SE PRESIONA CON LA AYUDA DE UN PUNZON DE PRESIONADO BAJO ABOMBADO EN AL MENOS UN ESPACIO HUECO EN LA HERRAMIENTA . CON ELLO SE CONECTA LA PRESION (PI) DEL MEDIO A PRESION EN EL INTERIOR A TRAVES DE LOS PUNZONES DE PRESIONADO, ANTES DEL PROCESO DE PRESIONADO DE LA PIEZA CRUDA TRATADA EN CALIENTE EN DEPENDENCIA DEL PROGRESO DEL PROCESO CONTROLADO MEDIANTE PRESION. EN…
DISPOSITIVO PARA LA ELABORACION DE CUERPOS HUECOS.
(16/07/1997). Solicitante/s: SCHAFER HYDROFORMING GMBH & CO. Inventor/es: SCHAFER, AUGUST WILHELM.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA ELABORACION DE CUERPOS HUECOS MEDIANTE TRANSFORMACION DE UN TUBO SEGUN EL PROCEDIMIENTO DE ALTA PRESION INTERNA DISPONIENDO DE MULTIPLES EMPUJADORES DE CONFORMACION, A PARTIR DE LOS CUALES SE HA PREVISTO UNA DISPOSICION DE EMBOLOS DE CILINDRO HIDRAULICO DISPUESTOS CON EXTREMO DE MOVIMIENTO AXIAL LIBRE. AL MENOS UNO DE ESTOS EMPUJADORES ESTA PROVISTO CON UNA GUIA DE MEDIO A PRESION. LOS EMPUJADORES SE AJUSTAN CORRESPONDIENTEMENTE SEGUN LAS FLECHAS DOBLES (A-D) RELATIVAMENTE EN EJE DE ACCION DE REFERENCIA CONJUNTA Y CON UN PUNTO DE ENGRANE EN EL ESPACIO, PARA LA ELABORACION DE CUERPOS HUECOS DIFERENTES CON EL MENOR NUMERO DE PARTES POSIBLES QUE DEBAN SER CAMBIADAS EN LA DISPOSICION DE LA HERRAMIENTA.
PROCESO PARA CONFORMAR UN CUERPO DE CAJA METALICA E INSTALACION DE CONFORMACION DE TAL CUERPO DE CAJA.
(01/07/1997). Solicitante/s: CARNAUDMETALBOX. Inventor/es: RIVIERE, MAURICE.
PROCESO DE CONFORMACION HIDRAULICA DE UN CUERPO DE CAJA METALICA. SEGUN LA INVENCION, SE LLENA EL CUERPO DE CAJA DE UN LIQUIDO , SE COLOCA ESTE CUERPO DE CAJA EN UNA MATRIZ Y SE APLICA UNA PRESION EN DICHO CUERPO HASTA QUE ADAPTE LA FORMA DE DICHA MATRIZ.
CABEZAL DE OBTURACION PARA APARATO DE EXPANSION DE TUBO.
(16/05/1997) UN APARATO ESTA PREVISTO PARA LLENAR UN TUBO CON FLUIDO Y PARA PRESURIZAR EL TUBO PARA A EXPANDIR Y FORMARLO EN UNA MATRIZ POR EJEMPLO. EL APARATO ESTA PROVISTO DE UN CIRCUITO DE FLUIDO DE GRAN CAUDAL A BAJA PRESION PARA LLENAR Y DRENAR RAPIDAMENTE EL TUBO, JUNTO CON UN CIRCUITO DE FLUIDO A GRAN PRESION DE POCO CAUDAL SEPARADO PARA PRESURIZAR Y DESPRESURIZAR EL TUBO EL CIRCUITO DE ALTA PRESION DEL APARATO COMPRENDE UN ARBOL QUE TIENE UN ORIFICIO LONGITUDINAL QUE SE COMUNICA CON UNA FUENTE DE FLUIDO DE ALTA PRESION Y MEDIOS DE CONTROL MEDIOS DE OBTURACION DEL TUBO ADYACENTES AL EXTREMO DELANTERO DEL ARBOL PARA OBTURAR EL TUBO CUANDO EL ARBOL ESTA ACOPLADO CON EL TUBO Y EL FLUIDO DE ALTA PRESION CORRE DENTRO DEL TUBO , Y MEDIOS…
ESTAMPADO DE CHAPAS METALICAS.
(16/01/1997). Solicitante/s: EXTRUDE HONE CORPORATION. Inventor/es: RHOADES, MICHAEL, L., RHOADES, LAWRENCE, J.
SE PRESENTA UN PROCESO Y UN APARATO PARA FORMAR UN MATERIAL EN FORMA DE LAMINA DISPONIENDOLO DENTRO DE LA CAVIDAD UN TROQUEL UTILIZANDO EL FLUJO DE UN MEDIO DE POLIMERO TERMOPLASTICO VISCOSO EXTRUDIDO CONTRA LA LAMINA Y/O EXTRUDIDO FUERA DE DICHA CAVIDAD DEL TROQUEL A TRAVES DE UNA PLURALIDAD DE CONDUCTOS (14A, 14B Y 14C) Y VARIANDO DE FORMA PROGRAMABLE DICHA EXTRUSION DE DICHO MEDIO PARA PROVOCAR QUE EL MATERIAL EN FORMA DE LAMINA SE ESTRECHE DE FORMA CONTROLADA EN EL INTERIOR DE LA CAVIDAD Y SE CONFORME.
PROCEDIMIENTO PARA FABRICAR UNA PIEZA CONDUCTORA DE DOBLE PARED Y DISPOSITIVO PARA EJECUTAR EL PROCEDIMIENTO.
(16/04/1996). Solicitante/s: SCAMBIA INDUSTRIAL DEVELOPMENTS AKTIENGESELLSCHAFT. Inventor/es: BIESEMANS, MICHEL GERMAINE FRANCOIS.
PARA FABRICAR UNA PIEZA CONDUCTORA DE DOBLE PARED, UNA PIEZA DE TRABAJO CON DOS TUBOS INSERTADOS CASI LIBRE DE JUEGO, ES DOBLADA E INSERTADA , A CONTINUACION, EN UN ESPACIO HUECO DELIMITADO POR UN MOLDE CON PARTES SEPARABLES. DESPUES, SE INTRODUCE A PRESION UN FLUIDO , PREFERENTEMENTE, AGUA ENTRE AMBOS TUBOS Y TAMBIEN EN EL ESPACIO INTERIOR DEL TUBO INTERIOR , ENSANCHANDOSE EL TUBO EXTERIOR POR LA PRESION DEL FLUIDO. ENTRE LAS PAREDES FORMADAS POR AMBOS TUBOS DE LA PIEZA CONDUCTORA ASI FABRICADA EXISTE AHORA UN ESPACIO LONGITUDINAL INTERMEDIO LIBRE. GRACIAS AL HECHO DE QUE LA PIEZA DE TRABAJO SE DOBLA CON UNOS TUBOS QUE HAN SIDO INSERTADOS ESTRECHAMENTE, PUEDE LLEVARSE A CABO EL PROCESO DE DOBLADURA Y TODO EL PROCEDIMIENTO DE FABRICACION DE MODO RELATIVAMENTE SENCILLO Y RAPIDO.
PROCESO DE FABRICACION DE ENSAMBLAJES COMPUESTOS POR DOS PIEZAS ENCALADAS Y COMPORTANDO UNA ETAPA DE CONFORMADO.
(16/03/1996). Solicitante/s: HISPANO-SUIZA GEC ALSTHOM ACB. Inventor/es: BLOT, PHILIPPE YANNICK ANDRE, LEROY, FREDERIC ABEL HENRI, VIGNERON, DIDIER SIMON.
LAS DOS PIEZAS (1 Y 3) ESTAN DISPUESTAS SOBRE UN PUNZON Y UNA MATRIZ (2 Y 4) MANTENIDAS PROVISIONALMENTE SEPARADAS PARA INTRODUCIR UNA PRESION SUFICIENTE QUE PERMITE CONFORMARLAS EN CALIENTE. EL PUNZON Y LA MATRIZ SON A CONTINUACION ACERCADAS PARA QUE LAS SUPERFICIES PREVIAMENTE ENCOLADAS SE ENCUENTREN CARA A CARA Y SE TOQUEN. UNA VENTAJA ESENCIAL ES QUE NINGUNA INTERVENCION MANUAL ES NECESARIA.
(16/03/1996). Solicitante/s: VOLKSWAGEN AKTIENGESELLSCHAFT. Inventor/es: EICHLER, FRIEDRICH, SCHULER, RUDIGER.
LA INVENCION SE REFIERE A UN CODO TUBULAR (CODO 1 DE TUBO DOBLE) PARA MOTORES DE COMBUSTION INTERNA CON UN CUERPO TUBULAR FABRICADO MEDIANTE UN PROCESO DE CONFORMACION. SU EXTREMO ABIERTO ES CONECTABLE CON LAS ABERTURAS (4 HASTA 7) DE UNA BRIDA EN EL LADO DEL MOTOR. LA PARED DEL CUERPO TUBULAR MUESTRA UNA ABERTURA COLECTORA QUE ESTA DIRIGIDA A UNA BRIDA EN EL LADO DE ESCAPE. PARA LA ELABORACION DE LA RESISTENCIA DE DURACION DE UN CODO TUBULAR DE ESTE TIPO SE PROPONE, QUE EL CUERPO TUBULAR SEA ELABORADO DE UNA SOLA PIEZA CON ESPESORES DE PARED DIFERENTES POR MEDIO DE UNA CONFORMACION DE ALTA PRESION INTERNA. PARA ELLO A PARTIR DE LA ABERTURA COLECTORA PARA EL ORIFICIO DE LAS BRIDAS EN EL LADO DE ESCAPE SE FORMAN CONDUCTOS TUBULARES DE GUIA DE FORMA DIRECTA.
DEFORMACION SUPERPLASTICA DE ESTRUCTURAS DE ALUMINIO UNIDAS POR DIFUSION.
(01/02/1996). Solicitante/s: THE SECRETARY OF STATE FOR DEFENCE IN HER BRITANNIC MAJESTY'S GOVERNMENT OF THE UNITED KINGDOM OF GR. Inventor/es: DUNFORD, DAVID VICTOR, PARTRIDGE, PETER GEORGE.
LA REDUCIDA RESISTENCIA AL PELADO DE JUNTAS ENLAZADAS POR DIFUSION EN ESTRUCTURAS DE ALEACION DE ALUMINIO HA SIDO UN OBSTACULO PARA SU USO FORMANDO SUPERPLASTICO. LA INVENCION SUPERA ESTA DESVENTAJA CREANDO UNA PIEZA DE TRABAJO DESTINADA A SUPERPLASTICOS SUBSECUENTES FORMADOS UNIENDO POR DIFUSION UNA ASOCIACION DE LAMINAS DE ALEACION EN ZONAS UNIDAS DE ACUERDO CON UN PATRON PREDETERMINADO Y QUE PROPORCIONA MATERIAL DE REFUERZO, EN LA PIEZA DE TRABAJO, EN LA REGION DE LAS ZONAS UNIDAS POR DIFUSION. EL MATERIAL DE REFUERZO SIRVE PARA PREVENIR LAS TENSIONES DE TRACCION EJERCIDAS DURANTE LA FORMACION DE SUPERPLASTICO A PARTIR DE LA INICIACION DE FRACTURA POR PELADO DE LAS UNIONES POR DIFUSION. EN CAMBIO, LAS TENSIONES DE TRACCION ACTUAN COMO PARA PRODUCIR DEFORMACION SUPERPLASTICA EN AQUELLAS REGIONES DE LA PIEZA DE TRABAJO ENTRE LAS ZONAS UNIDAS POR DIFUSION.
DISPOSITIVO PARA LA CONFORMACION HIDROSTATICA DE CUERPOS HUECOS HECHOS DE METAL CONFORMABLE EN FRIO.
(01/11/1995). Solicitante/s: HDE METALLWERK GMBH. Inventor/es: KAISER, WILHELM.
UN DISPOSITIVO PARA LA CONFORMACION O PERFILADO DE CUERPOS HUECOS DE METAL TRABAJO EN FRIO CON UN HUECO DE PERFILADO DE UN TROQUEL ESTA EQUIPADO CON UN SISTEMA PARA EL SUMINISTRO DE FLUIDO BAJO PRESION EN EL INTERIOR DEL CUERPO HUECO. EL SISTEMA DE SUMINISTRO SE COMPONE DE UN ACOPLAMIENTO DE MANGUITO DE SUMINISTRO QUE TRANSPORTA EL FLUIDO BAJO PRESION Y QUE PUEDE SER MONTADO Y DESMONTADO EN RELACION AL CUERPO HUECO CONTENIDO EN EL TROQUEL Y BLOQUEADO EN LA POSICION DE SUMINISTRO. EL ACOPLAMIENTO DE CASQUILLO DE SUMINISTRO PUEDE SER EMPUJADO HACIA EL FRENTE DE LA REGION DE AGARRE CILINDRICA DEL CUERPO HUECO LOCALIZADO FUERA DEL HUECO DE PERFILADO DEL TROQUEL . EN LA POSICION DE SUMINISTRO, EL ACOPLAMIENTO DE MANGUITO ACEPTA LA ZONA DE AGARRE EN LA POSICION DE SUMINISTRO DE FORMA QUE ES MOVIBLE AXIALMENTE Y LO SUJETA POR MEDIO DE UN CIERRE ESTANCO DE CASQUILLO QUE ES IMPERMEABLE DE FORMA AUTOMATICA POR MEDIO DE LA PRESION DEL FLUIDO.
PROCESO PARA LA FABRICACION DE SOPORTE DE MECANISMO DE TRANSLACION.
(01/06/1995). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: GUNTHER, BERND, DENK, RUDOLF.
PARA LA FABRICACION DE PARTES DE MECANISMO DE TRANSLACION DE ALUMINIO PARA AUTOMOVILES, QUE PERMITAN UNA GRAN LIBERTAD DE CONFIGURACION POR MEDIO DE LA ELECCION DE PROCESOS DE ELABORACION O MECANIZACION POSTERIORES, SE PROPONE SEGUN LA INVENCION, QUE LOS COMPONENTES O PARTES DE TUBO SOLDABLES MEDIANTE COSTURA LONGITUDINAL DE UNA ALEACION DE ALUMINIO ENDURECIBLE DE FORMA NATURAL O MEDIANTE REVENIDO SE FABRIQUEN MEDIANTE EL PROCESO DE SOLDADURA EN LUGAR DE QUE SEAN OBTENIDAS COMO HASTA AHORA MEDIANTE LAS USUALES PRENSAS DE EXTRUSION.
APARATO Y METODO PARA REFORMACION DE CONTENEDORES.
(16/10/1994) UN APARATO PARA REFORMACION DE UN CONTENEDOR 12 INCLUYE UN MOLDE 210 DEL TIPO DE DIVISION. EL CONTENEDOR 12 TIENE UN ELEMENTO DE CUERPO 14, UN ELEMENTO TERMINAL INFERIOR CERRADO 16 Y UN ELEMENTO TERMINAL SUPERIOR ABIERTO CONICO 18. EL MOLDE 210 TIENE UN PAR DE ELEMENTOS SUPERIORES DE SUJECION 250, 252 Y UN ELEMENTO INFERIOR DE SUJECION 272 QUE SE DESLIZA A LO LARGO DE UN REVESTIMIENTO 228. LOS ELEMENTOS SUPERIORES DE SUJECION 250, 252 Y UNA JUNTA 262 PARA CERRAR EL CONTENEDOR 12 ACTUAN EN LA JUNTA LONGITUDINAL DOBLE 19 ENTRE EL ELEMENTO TERMINAL SUPERIOR 18 Y EL ELEMENTO DE CUERPO 14, ASEGURANDO, DE ESTE MODO, QUE NO SE DEFORMAN EL ELEMENTO TERMINAL SUPERIOR 18 NI LA JUNTA LONGITUDINAL DOBLE 19 DURANTE EL REFORMADO. LA JUNTA LONGITUDINAL…
PROCEDIMIENTO Y DISPOSITIVO PARA EL ABOCINAMIENTO HIDRAULICO DE PERFILES HUECOS EN FORMA DE TUBO.
(01/10/1994). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: JANSSEN, MANFRED, STIEHLE, FRIEDRICH, VOGT, GERD.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL ABOCINAMIENTO HIDRAULICO LOCAL O POR SEGMENTOS DE PERFILES HUECOS EN FORMA DE TUBO, A LOS QUE TRAS EL TAPONAMIENTO DE LOS EXTREMOS ABIERTOS SE FUERZA A UNA PRESION INTERNA HIDRAULICA Y EL MATERIAL DEL EXTREMO ABOCINADO ES PRESIONADO CONTRA EL PERFIL HUECO DEL APUNTALADO QUE LO RODEA. PARA LA MEJORA DE TAL PROCEDIMIENTO Y DE DICHO DISPOSITIVO, RENUNCIANDO A UN ADICIONAL, O MEJOR DICHO, UN ABOCINAMIENTO COMPLEMENTARIO MECANICO, PARA QUE SE PUEDA OBTENER UN GRADO DE TRANSFORMACION DE MAS DE UN 15% SIN DAÑOS MATERIALES, SE PROPONE QUE TRAS SOBREPASAR EL LIMITE DE ESTRICCION DEL MATERIAL, SE MUEVA HACIA AFUERA EL APUNTALADO DE FORMA CONTINUA Y SEA CONTROLADO EL TIEMPO NECESARIO POR LA INSTALACION PERMANENTE DEL MATERIAL EN EL APUNTALADO Y EL MANTENIMIENTO DE LA PRESION INTERIOR CONSEGUIDA PARA LA FLUENCIA CONTINUA DEL ACERO HASTA QUE SE CONSIGA LA POSICION FINAL PRECALCULADA.
APARATO Y METODO PARA OBTENER UN ELEMENTO DE BASTIDOR TUBULAR.
(01/10/1994) UN APARATO PARA OBTENER UN ELEMENTO DE BASTIDOR PARA UN AUTOMOVIL, PARTIENDO DE UN BLANCO O PIEZA EN TOSCO TUBULAR, APLICA PRESION HIDRAULICA INTERNA AL BLANCO, CURVAS TANGENTES Y PREFORMA EL BLANCO PRESURIZADO INTERNAMENTE EN UN TUBO PREFORMADO, QUE TIENE UNA CONFIGURACION CONVENIENTE DE PERFIL HORIZONTAL, FORMANDO A CONTINUACION EL TUBO PREFORMADO EN UN ELEMENTO DE BASTIDOR FINALMENTE FORMADO, QUE TIENE UNA CONFIGURACION DE PERFIL VERTICAL CONVENIENTE, Y UNA CONFIGURACION SECCIONAL TRANSVERSAL CONVENIENTE Y VARIABLE, MEDIANTE LA COLOCACION DEL TUBO PREFORMADO EN UN APARATO DE RELLENO DE REBORDE, QUE TIENE UN TROQUEL INFERIOR CON UN BORDE ENCARADO HACIA ARRIBA Y EXTENDIENDOSE VERTICALMENTE, SUPERFICIES DE ACOPLAMIENTO DE PUNZONES Y UN PUNZON QUE TIENE UN BORDE…
PROCESO DE FABRICACION DE ELEMENTOS DE METAL AHUECADO DE UNA PIEZA.
(16/08/1994). Solicitante/s: EUROPA METALLI - LMI S.P.A. Inventor/es: PIETROBON,TIZIANA.
SE TRATA DEL PROCESO DE FABRICACION DE ELEMENTOS HUECOS DE UNA PIEZA CON UNA PARED LATERAL MUY CURVA A PARTIR DE TUBOS DE METAL Y ESPECIALMENTE DE COBRE O ALEACION DE COBRE. SE PROCEDE AL VACIAMIENTO DE UN TUBO CILINDRICO POR MEDIO DE LA DEFORMACION PERMANENTE ENTRE DOS MATRICES DE FORMA ADECUADA, POR MEDIO DE LA APLICACION SIMULTANEA DE PRESION HIDRAULICA DIRECTAMENTE DENTRO DEL TUBO Y PRESION AXIAL SOBRE LOS EXTREMOS OPUESTOS DEL TUBO; LA FORMA FINAL REQUERIDA SE LOGRA EN ETAPAS SUCESIVAS, MEDIANTE LA INSERCION DE LAS MATRICES DE LOS MOLDES CON UN PERFIL Y TAMAÑO GRADUALMENTE EN AUMENTO PREDETERMINADOS.
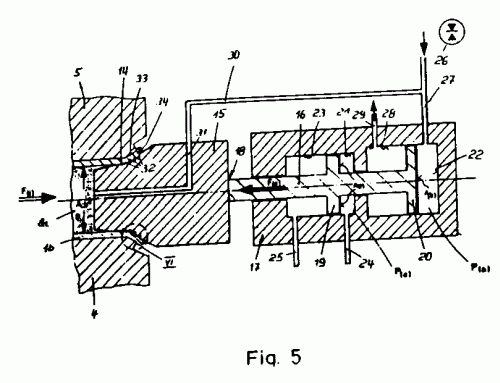
PROCEDIMIENTO PARA LA CONFORMACION HIDRAULICA DE UN CUERPO HUECO TUBULAR Y DISPOSITIVO PARA LA EJECUCION DEL PROCEDIMIENTO.
(01/08/1994). Ver ilustración. Solicitante/s: BENTELER AKTIENGESELLSCHAFT. Inventor/es: OLSZEWSKI, EGON, TOPKER, DIETER, HANSEN, RAINER.
PROCEDIMIENTO PARA LA CONFORMACION HIDRAULICA DE UN CUERPO HUECO TUBULAR Y DISPOSITIVO PARA LA EJECUCION DEL PROCEDIMIENTO. UNA ESTAMPA CON DOS SEMIESTAMPAS SE INTRODUCE EN UN RECIPIENTE CON UN LIQUIDO INCOMPRESIBLE. LA JUNTA DE LA ESTAMPA SE ENCUENTRA A UNA DISTANCIA PARALELA RESPECTO AL PLANO HORIZONTAL QUE ATRAVIESA EL CUERPO (1B) HUECO. LOS EXTREMOS FRONTALES DEL CUERPO (1B) HUECO ESTAN COLOCADOS BAJO LA INFLUENCIA DE CILINDROS HIDRAULICOS. MEDIANTE LOS CILINDROS HIDRAULICOS SE INSERTAN MANDRILES EN LOS EXTREMOS FRONTALES Y CUANDO LA PRESION [P(I)] INTERNA DE CONFORMACION ES ALTA EN EL CUERPO (1B), SE MANTIENEN EN LA POSICION DE OBTURACION.
APARATO Y METODO PARA FABRICACION DE ESTRUCTURAS FORMADAS SUPERPLASTICAMENTE.
(01/05/1993). Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY. Inventor/es: GINTY, BRIAN, JOHNSTON, STEPHEN HAROLD, FINCH, DUNCAN RALPH.
EL APARATO TIENE UN BLANCO DE MATERAIL SUPERPLASTICO FORMADO SOBRE UNA CUÑA SITUADA EN UNA CAVIDAD DE PRESION . EL DADO, QUE ESTA HECHO PREFERENTEMENTE DE MATERIAL CERAMICO, SE PUEDE QUITAR DESDE LA CAVIDAD Y NO REQUIERE CONEXIONES ESPECIALES PARA GAS O CONDUCTOS DE VACIO Y ASI SE ABARATA SU FABRICACION. EL USO DE LA CUÑA SEPARADA TAMBIEN PERMITE EL PROCESAMIENTO Y CONTROL DE LA PRESION SOBRE EL LATERAL DE LA CUÑA DEL BLANCO SUPERPLASTICO.
METODO DE FORMACION DE ELEMENTOS DE ARMAZON EN FORMA DE CAJA.
(16/04/1993). Solicitante/s: TI CORPORATE SERVICES LIMITED. Inventor/es: CUDINI, IVANO, G.
UN ELEMENTO DE ARMAZON EN FORMA DE CAJA SE FORMA COMPRIMIENDO UNA PIEZA BRUTA TUBULAR PRESIONIZADA INTERIORMENTE DENTRO DE UNA MATRIZ CON UNA CAVIDAD QUE TIENE LA SECCION FINAL EN FORMA DE CAJA QUE SE DESEA PARA EL PRODUCTO E INCREMENTANDO LA PRESION PARA SOBREPASAR EL LIMITE APARENTE DE ELASTICIDAD DE LA PARED DE LA PIEZA PARA EXPANDIR ESTA EN CONFORMIDAD CON LA CAVIDAD DE LA MATRIZ . LA PIEZA BRUTA SE SELECCIONA DE FORMA QUE EL PRODUCTO FINAL Y LA CAVIDAD DE LA MATRIZ TENGA UNA CIRCUNFERENCIA QUE NO SUPERE EN MAS DE UN 5% A LA CIRCUNFERENCIA DE LA PIEZA BRUTA, A FIN DE EVITAR EL DEBILITAMIENTO O LA CREACION DE FISURAS DE ESTA POR UNA EXPANSION CIRCUNFERENCIAL EXCESIVA. LA PRESION INTERIOR FUERZA A LA PIEZA BRUTA DE FORMA UNIFORME HACIA LAS ESQUINAS DEL MOLDE Y PERMITE QUE LA PIEZA SEA CONFINADA DENTRO DE LA CAVIDAD SIN QUE PARTES DE ESTE OPRIMAN LA PIEZA AL CERRAR LA MATRIZ.
{kind=link}
{kind=link}