CIP-2021 : B23K 103/04 : Aleaciones de acero.
CIP-2021 › B › B23 › B23K › B23K 103/00 › B23K 103/04[2] › Aleaciones de acero.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 103/00 Materiales a soldar sin fusión, a soldar o a cortar.
B23K 103/04 · · Aleaciones de acero.
CIP2021: Invenciones publicadas en esta sección.
Soldadura láser de componentes tubulares de acero TWIP.
(17/06/2020) Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y opuestos a lo largo de un eje de alineación y están montados para movimiento relativo y asumir:
- respectivas posiciones de bloqueo, donde los mandriles están espaciados para recibir y bloquear axialmente, en una posición coaxial al eje de alineación, respectivas piezas tubulares primera y segunda ,
- y respectivas posiciones de soldadura, donde los mandriles se disponen juntos para poner en contacto secciones de extremo de las respectivas piezas tubulares primera y segunda a soldar;
caracterizada porque la planta de soldadura láser comprende además:
- un cabezal de soldadura láser incluyendo un láser de fibra operable para soldar…
Empleo de un gas de protección para la soldadura WIG de aceros ferríticos.
(10/06/2020). Solicitante/s: MESSER GROUP GMBH. Inventor/es: Hildebrandt,Bernd,Dr, KAMPFFMEYER,DIRK, ROCKSER,MARIO.
Empleo de un gas de protección para la soldadura WIG de aceros ferríticos, conteniendo el gas de protección al menos 99,5 % en volumen de argón o una mezcla de argón-helio, caracterizado por que el gas de protección contiene una mezcla de tres o cuatro componentes y, además de argón o argón y helio, un dopaje de 10 a 2000 ppm de nitrógeno y 10 a 500 ppm de dióxido de carbono.
PDF original: ES-2806153_T3.pdf
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente.
(10/06/2020) Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método:
una etapa de calentamiento para calentar una combinación de láminas de acero a una temperatura de calentamiento de un punto Ac3 de las láminas de acero o más, y
una etapa de estampación en caliente para templar y conformar la combinación de láminas calentadas mediante la etapa de calentamiento, y
comprendiendo, además, antes de la etapa de calentamiento,
una etapa de obtención de la combinación de láminas que tiene una pluralidad de láminas de acero superpuestas, de modo que las superficies de lámina estén enfrentadas entre sí y un primer metal de relleno para soldadura fuerte se coloque…
Sistema de captura de chispas para el uso con un soplete de corte.
(03/06/2020) Un método que comprende:
suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo;
extender un filamento desde el segmento de hormigón ;
proporcionar un soplete de corte con un mango , una cabeza y una punta de corte ;
y que se caracteriza por los siguientes pasos:
provisión de un sistema de absorción de chispas , el sistema de absorción de chispas comprende:
una tapa adaptada para acoplarse al soplete de corte y con al menos una abertura de chispas a su través;
una unidad de captura de chispas , dicha unidad de captura de chispas sujeta a o formando parte integrante de la tapa y posicionada para capturar las chispas que pasan…
Método de soldadura por arco sumergido en tándem de acero CSEF con alto contenido en Cr.
(18/03/2020). Solicitante/s: KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.). Inventor/es: Ikai,Kazuya, YAMASHITA,KEN.
Un método de soldadura por arco sumergido en tándem de un acero ferrítico de alto contenido en Cr con resistencia a la fluencia mejorada (CSEF), en el que contenido de Cr de este acero es del 8 % en masa o superior, caracterizándose el método por: soldadura según las condiciones a una velocidad de alimentación del alambre VL de un electrodo principal (15a) de 45 a 90 g/min; una velocidad de alimentación del alambre VT de un electrodo de arrastre (15b) de 60 a 110 g/min; una velocidad v de soldadura de 30 a 55 cm/min; y una cantidad de soldadura por unidad de longitud de 2,8 a 3,8 g/cm.
PDF original: ES-2781076_T3.pdf
Procedimiento de preparación una chapa pre-revestida, con eliminación del revestimiento por medio de un rayo láser inclinado, chapa correspondiente.
(11/03/2020) Procedimiento de preparación de una chapa pre-revestida (1'; 1") con el fin de soldar la misma a otra chapa pre-revestida, que comprende las etapas sucesivas según las cuales:
- se proporciona una chapa pre-revestida que comprende un sustrato metálico provisto, en al menos una de sus caras , de una capa de pre-revestimiento , luego
- se elimina, en al menos una cara de dicha chapa pre-revestida , al menos una parte de dicha capa de prerevestimiento para formar una zona de eliminación , siendo dicha eliminación realizada mediante el impacto de un rayo láser sobre dicha capa de pre-revestimiento…
Acero inoxidable ferrítico y método para producirlo, e intercambiador de calor equipado con acero inoxidable ferrítico como un componente.
(13/11/2019) Un acero inoxidable ferrítico que consiste, en un % en masa, en
C: un 0,030% o menos,
N: un 0,030% o menos,
Si: un 1,0% o menos,
Mn: un 1,0% o menos,
P: un 0,05% o menos,
S: un 0,01% o menos,
Cr: de un 13% a un 25%,
Al: de un 0,003% a un 0,30%,
Mo: un 3% o menos,
Ni: un 2,0% o menos,
Cu: un 1,0% o menos,
Sn, Sb, Zr, Co, W: un 0,5% o menos,
1V: un 1,0% o menos,
B: un 0,0030% o menos,
Mg: un 0,0050% o menos,
La: un 0,1% o menos,
Y: un 0,1% o menos,
Hf: un 0,1% o menos,
lantánidos: un 0,1% o menos,
Ga: un 0,05% o menos,
Ca: un 0,0050 % o menos,
opcionalmente Ti: de un 0,001% a un 0,30 %,
opcionalmente Nb: de un 0,05% a un 1.0%, y
un resto de Fe e impurezas inevitables,
en donde
si no hay Ti presente, un…
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil.
(13/11/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: OKADA,TOHRU, FUJIMOTO,HIROKI, YASUYAMA,MASANORI.
Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la pluralidad de miembros de chapa de acero contiene martensita, incluyendo el método:
formar una pluralidad de partes soldadas por puntos, que tienen una lenteja en la parte solapada; y formar una parte fundida y solidificada, que cruza un extremo de la lenteja, y situada entre la lenteja y una posición externamente separada de un extremo de la lenteja por no menos de 3 mm, emitiendo un haz láser, en el que la parte fundida y solidificada se forma en el miembro de chapa de acero que contiene la martensita a fin de tener una profundidad no menor que el 50% de un grosor del miembro de chapa de acero que contiene la martensita en una posición externamente separada del extremo de la lenteja por 1 mm, caracterizado por que una parte fundida y solidificada se forma para cada una de las partes soldadas por puntos y separadas entre sí.
PDF original: ES-2768603_T3.pdf
Aleación austenítica resistente al calor y unión soldada.
(13/11/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: ISEDA, ATSURO, HIRATA, HIROYUKI, OKADA,HIROKAZU, ONO,TOSHIHIDE, JOTOKU,KANA, TANAKA,KATSUKI.
Una aleación austenítica resistente al calor que tiene una composición química, en % en masa, de:
0,04 a 0,15 % de C;
0,05 a 1 % de Si;
0,3 a 2,5 % de Mn;
hasta 0,04 % de P;
hasta 0,0015 % de S;
2 a 4 % de Cu:
11 a 16 % de Ni;
16 a 20 % de Cr;
2,2 a 5 % de W;
0,1 a 0,8 % de Nb;
0,05 a 0,35 % de Ti;
0,001 a 0,015 % de N;
0,0005 a 0,01 % de B;
hasta 0,03 % de Al;
hasta 0,02 % de O;
0 a 0,02 % de Sn;
0 a 0,5 % de V;
0 a 2 % de Co;
0 a 5 % de Mo;
0 a 0,02 % de Ca;
0 a 0,02 % de Mg;
0 a 0,2 % de MTR; y
el resto que es Fe e impurezas,
la aleación que tiene una microestructura con un tamaño de grano representado por un índice de tamaño de grano de acuerdo con la norma ASTM E112 de 2,0 o más y menos de 7,0.
PDF original: ES-2764162_T3.pdf
Viga estructural con placa de cubierta y procedimiento de fabricación.
(02/10/2019) Una viga estructural, que comprende:
una primera viga y una placa de cubierta configurada para unirse a la primera viga , teniendo la primera viga una sección transversal con una forma sustancialmente de U a lo largo de al menos una primera porción de su longitud, incluyendo la forma de U una pared inferior y dos paredes laterales , y en la que la sección transversal comprende además una pestaña lateral sobresaliente hacia afuera en un extremo de al menos una de las dos paredes laterales , y una ranura en un punto de unión entre la pared lateral y la pestaña lateral sobresaliente hacia afuera , en la que la ranura tiene una primera región de unión en o cerca de la parte inferior de la ranura, siendo la primera región de unión sustancialmente plana y teniendo la…
Alambre sólido y método de soldadura con arco sumergido en gas inerte.
(28/08/2019) Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, con respecto a la masa de todo el alambre sólido:
C: un 0,15 % en masa o menos,
Si: de un 0,40 a un 0,90 % en masa,
Mn: de un 0,20 a un 1,50 % en masa,
P: un 0,0500 % en masa o menos,
S: un 0,0080 % en masa o menos,
O: un 0,0100 % en masa o menos, y
Cr: de un 0,10 a un 1,00 % en masa, y opcionalmente
Cu: un 3,00 % en masa o menos,
Mo: un 5,00 % en masa o menos,
Al: un 0,500 % en masa o menos,
Ti: un 0,500 % en masa o menos,
Nb: un 0,500 % en masa o menos,
Zr: un 0,500 % en masa o menos, y
N: un 0,0200 % en masa o menos,
siendo el equilibrio Fe e impurezas inevitables,
donde el alambre…
Procedimiento para la soldadura por láser de CO2 de aceros de baja aleación.
(14/08/2019). Solicitante/s: MESSER GROUP GMBH. Inventor/es: WOLTERS,MICHAEL,DR, Wankum,Achim, ROCKSER,MARIO.
Procedimiento para la soldadura por láser de una pieza de trabajo constituida por acero no aleado o de baja aleación bajo empleo de un láser de CO2, en el que el punto de soldadura se lava por un gas de protección durante la soldadura, caracterizado por que se emplea como gas de protección una mezcla de gases constituida por entre 30 % en volumen y 35 % en volumen de dióxido de carbono, resto argón, como pieza de trabajo se emplea una chapa de 3 a 5 mm de grosor, y el rendimiento del láser se sitúa entre 1,5 y 3 kW.
PDF original: ES-2747704_T3.pdf
Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra.
(24/07/2019) Procedimiento para soldar por láser por la cara frontal, las juntas de dos bridas de unión mantenidas juntas una a otra de dos partners de unión fabricados en un material de acero, en el cual procedimiento el rayo de soldadura láser se mueve a un lado y a otro oscilando también transversalmente a la dirección de avance adicionalmente a la dirección de avance que sigue la extensión longitudinal de las juntas caracterizado por que como mínimo uno de ambos partners de unión que van a ser unidos por las juntas de sus bridas de unión está equipado como mínimo en la zona de sus bridas de unión con un revestimiento metálico y por que el baño de soldadura que se produce por la aplicación de energía al soldar con láser es mantenido liquido con un desarrollo…
Método para la producción de productos de acero revestido.
(17/07/2019). Solicitante/s: Cladinox International Limited. Inventor/es: CACACE,ANTONINO.
Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, níquel-cobre y cobre-níquel, y un cuerpo de acero al carbono que se coloca de manera que tenga una interfaz con el miembro de revestimiento , caracterizado porque una parte del cuerpo de acero que tiene la interfaz con el miembro de revestimiento que tiene una formación que es una cavidad , pasaje , orificio o rebaje en el cual el metal de depuración que sirve para eliminar el oxígeno y todos los demás gases excepto los gases inertes del aire residual en la interfaz se encuentra y se proporciona un elemento de barrera de acero al carbono que separa el metal de depuración del miembro de revestimiento en la interfaz y una soldadura de sellado que sella el lingote.
PDF original: ES-2748675_T3.pdf
Unión soldada por puntos y método de soldadura por puntos.
(26/06/2019) Una unión soldada por puntos de una plancha de acero de alta resistencia, que comprende:
dos o más planchas (1A, 1B, 1C) de acero delgadas que se sueldan por puntos entre sí; y
un botón de soldadura formado en una superficie de unión de las planchas de acero delgadas,
donde al menos una de las dos o más planchas de acero delgadas es una plancha de acero de alta resistencia cuya resistencia a la tracción es 750 MPa a 1850 MPa y cuyo equivalente de carbono Ceq representado por la fórmula siguiente es 0,22 % en masa a 0,55 % en masa, caracterizada por que
en una zona (3c) de capa exterior del botón de soldadura que es una zona con excepción de una zona (3b) de forma similar que es tan grande como el 90% de la forma exterior (3a) de botón de soldadura…
Aleación a base de níquel para la soldadura fuerte de acero superaustenítico.
(12/06/2019). Solicitante/s: HOGANAS AB (PUBL). Inventor/es: PERSSON,ULRIKA, MÅRS,OWE.
Metal de relleno de soldadura fuerte a base de níquel, que consiste en:
Cr: el 25-35% en peso
Fe: el 7-15% en peso
Si: el 3-8% en peso
Mo: el 5-10% en peso
impurezas inevitables el 1% en peso máx., de las que el C está por debajo
del 0,05%
siendo el resto níquel (Ni).
PDF original: ES-2745260_T3.pdf
Pinzas para soldadura ultrasónica.
(05/06/2019) Unas pinzas para soldadura ultrasónica para realizar soldadura ultrasónica en un medio de soldadura eléctricamente conductor tubular , que comprende una primera pieza de pinzas y una segunda pieza de pinzas que puede moverse con respecto a la primera pieza de pinzas, presentando la primera pieza de pinzas una primera mordaza de soldadura, que está formada por un sonotrodo , que transmite vibraciones ultrasónicas, y la segunda pieza de pinzas presenta una segunda mordaza de soldadura, que está formada por un yunque , caracterizadas porque:
la primera mordaza de soldadura o la segunda mordaza de soldadura y un dispositivo de detención de medio de soldadura…
Aleación basada en hierro para la manufactura de capas resistentes al desgaste inyectadas térmicamente.
(05/06/2019). Solicitante/s: Flowserve Flow Control GmbH. Inventor/es: MÖHWALD,KAI, TIGGEMANN,FELIX.
Aleación basada en hierro para la producción de capas protectoras contra el desgaste aplicadas térmicamente, la cual terminada presenta los siguientes constituyentes:
Fe 24 a 66 % M;
Cr 20 a 30 % M;
Ni 2 a 8 % M;
Co 3 a 8 % M;
Cu 3 a 9 % M;
W 2 a 8 % M y
Si 2 a 8% M
así como menos de en total 6 % M para B y/o C.
PDF original: ES-2744374_T3.pdf
Unión soldada por puntos y método de soldadura por puntos.
(15/05/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: MIYAZAKI,YASUNOBU, WATANABE,FUMINORI.
Una unión soldada por puntos que comprende láminas de acero (21a, 21b) superpuestas y soldadas por puntos , teniendo las láminas de acero (21a, 21b) una resistencia a la tracción entre 750 y 2500 MPs, caracterizada por que la unión soldada por puntos comprende 375 o más granos de cristales de estructuras solidificadas en una región de 0,5 mm x 0,5 mm de un extremo de la pepita, en donde la estructura solidificada es una estructura formada como un grano de cristal individual en el proceso de solidificación.
PDF original: ES-2741739_T3.pdf
Procedimiento para la fabricación de un instrumento dental o instrumento médico.
(15/05/2019). Solicitante/s: GEBR. BRASSELER GMBH & CO. KG. Inventor/es: KULLMER, MICHAEL, DANGER, KARL-HEINZ, PEUSER,CHRISTIAN.
Procedimiento para la fabricación de un instrumento dental o de un instrumento médico, en el que se genera una pieza bruta , que se recubre a continuación al menos parcialmente con partículas abrasivas, en donde las partículas abrasivas se alimentan en una mezcla con partículas de soporte sobre la superficie a recubrir y se funden por medio de un láser.
PDF original: ES-2734681_T3.pdf
MÉTODO MEJORADO DE FABRICACIÓN DE UNA HERRAMIENTA DE CONFORMADO.
(25/04/2019). Solicitante/s: CASA MARISTAS AZTERLAN. Inventor/es: ARTOLA,Garikoitz, MURO,Maider, SORIANO REYES,Carlos, LEUNDA ARRIZABALAGA,Josu.
La presente invención se refiere a un proceso para la fabricación de una herramienta de conformado que comprende: proporcionar un acero base para la herramienta de conformado y un acero de recubrimiento de composición química definida; depositar mediante recargue por láser el acero de recubrimiento sobre al menos parte de la superficie del acero base para la herramienta de conformado, obteniéndose un recubrimiento con presencia de austenita retenida; mecanizado de acabado en estado blando de la pieza resultante; y tratamiento criogénico para transformar la austenita retenida en martensita y aumentar la dureza del recubrimiento generado. La invención también se refiere a la herramienta de conformado con dureza y resistencia al desgaste mejoradas, obtenida por el proceso de la invención.
Placa de prueba para aprobar parámetros de soldadura de acero o metal; método para aprobar parámetros de soldadura de acero y metal utilizando dicha placa de prueba.
(17/04/2019). Solicitante/s: BAE SYSTEMS PLC. Inventor/es: COOPER,NORMAN.
Placa de prueba para aprobar parámetros de soldadura de alto límite elástico 100 (HY100) utilizando un consumible de soldadura sub-adaptado, comprendiendo la placa de prueba una placa de acero HY100 que tiene una ranura maquinada a lo largo de una longitud de la placa,
caracterizada porque:
miembros de refuerzo transversales y longitudinales están soldados a una parte trasera de la placa;
porque los miembros de refuerzo transversales tienen una densidad paralela a una dirección de la soldadura de al menos cuatro miembros por cada 0,5 m de soldadura; y
porque los miembros de refuerzo longitudinales tienen una densidad a través de la dirección de la soldadura de al menos dos miembros por cada 0,3 m de los miembros transversales.
PDF original: ES-2733845_T3.pdf
Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en el procedimiento de unión a tope.
(16/04/2019) Procedimiento para la soldadura por láser de una o varias piezas de trabajo de acero templable en prensa, en particular acero de manganeso-boro, en la unión a tope, en el que la pieza de trabajo o las piezas de trabajo (1, 2; 1, 2'] presentan un grosor de entre 0,5 y 1,8 mm, y/o en la unión a tope se forma una diferencia en el grosor (d) de entre 0,2 y 0,4 mm, y en donde la soldadura por láser se realiza mediante la alimentación de hilo suplementario en el baño de fusión creado con al menos un haz de láser , creándose el baño de fusión exclusivamente mediante el al menos un haz de láser , conteniendo el hilo suplementario al menos un elemento de aleación del grupo que comprende manganeso, cromo, molibdeno, silicio…
Procedimientos para unir dos piezas en bruto y piezas en bruto y productos obtenidos.
(03/04/2019) Procedimiento para unir una primera pieza en bruto y una segunda pieza en bruto, en el que la primera pieza en bruto y/o la segunda pieza en bruto comprende un sustrato de acero con un recubrimiento de aluminio o de una aleación de aluminio, y en el que la primera y la segunda piezas en bruto están unidas a tope con bordes rectos, comprendiendo el procedimiento:
seleccionar una primera parte de la primera pieza en bruto que se ha de unir a la segunda pieza en bruto, y seleccionar una segunda parte de la segunda pieza en bruto que se ha de unir a la primera parte;
siendo la primera parte un borde de la primera pieza en bruto y siendo la segunda…
(19/02/2019) Una junta soldada que comprende:
un material de base que tiene una composición química, en % en masa, de:
C: de un 0,03 a un 0,075 %;
Si: de un 0,6 a un 2,0 %;
Mn: de un 0,05 a un 2,5 %;
P: hasta un 0,04 %;
S: hasta un 0,015 %;
Cr: más de un 16,0 % y menos de un 23,0 %;
Ni: no menos de un 20,0 % y menos de un 30,0 %;
Cu: de un 0,5 a un 10,0 %;
Mo: menos de un 1 %;
Al: hasta un 0,15 %;
N: de un 0,005 a un 0,20 %;
O: hasta un 0,02 %;
Ca: de un 0 a un 0,1 %;
REM: de un 0 a un 0,15 %;
V: no menos de un 0 % y menos de un 0,5 %; y
Nb: de un 0 a un 2 %,
siendo el resto Fe e impurezas; y
un metal de la soldadura de la primera…
Procedimiento de fabricación de una banda de espesor variable y banda asociada.
(18/01/2019) Procedimiento de fabricación de una banda de espesor variable según su longitud, dicha banda está realizada en una aleación que comprende, en peso:
34,5% ≤ Ni ≤ 53,5% 0,15% ≤ Mn ≤ 1,5% 0 ≤ Si ≤ 0,35%, de preferencia 0,1% ≤ Si ≤ 0,35%
0 ≤ C ≤ 0,07%
opcionalmente:
0 ≤ Co≤ 20%
0 ≤ Ti≤ 0,5%
0,01%≤ Crs≤ 0,5%
el resto son hierro e impurezas resultantes necesariamente de la elaboración, el procedimiento comprende sucesivamente las etapas siguientes:
- producción de una banda inicial de espesor constante (E0) obtenida por laminado en caliente;
- laminado homogéneo en frío de la banda inicial según su longitud para obtener una banda intermedia de espesor constante (Ec) según la dirección de laminado;
-…
Proceso para la producción de junta soldada.
(09/01/2019) Un proceso para la producción de una junta soldada, que comprende las etapas de:
preparar un material de base en el que el material de base es un acero inoxidable martensítico que consiste, en 5 % en masa, en C: del 0,001 al 0,100 %, Si: del 0,050 al 1,00 %, Mn: del 0,10 al 1,50 %, P: no más del 0,040 %, S: no más del 0,0100 %, Cu: del 0,01 al 2,00 %, Cr: del 10,50 al 14,00 %, Ni: del 0,50 al 10,00 %, N: no más del 0,1 %, Al sól.: no más del 0,040 %, al menos uno de entre Mo: del 0,10 al 4,00 % y W: del 0,20 al 6,00 %, y el resto es Fe e impurezas o en el que el material de base es un acero inoxidable dúplex que consiste, en % en masa, en C: no más del 0,03 %, Si: del 0,20 al 1,00 %, Mn: no más del 8,00 %, P: no más del 0,040 %, S: no más…
Método para la producción de una junta soldada.
(31/10/2018) Método de fabricación de una junta soldada, que comprende las etapas de:
preparar un material de base que tiene una composición química de, en % en masa:
C: de un 0,005 a un 0,1 %;
Si: hasta un 1,2 %;
Mn: de un 2,5 a un 6,5 %;
Ni: de un 8 a un 15 %;
Cr: de un 19 a un 25 %;
Mo: de un 0,01 a un 4,5 %;
V: de un 0,01 a un 0,5 %;
Nb: de un 0,01 a un 0,5 %;
Al: menos de un 0,05 %;
N: de un 0,15 a un 0,45 %;
O: hasta un 0,02 %;
P: hasta un 0,05 %; y
S: hasta un 0,04 %, y
siendo el resto hierro e impurezas,
preparar un material de soldadura que tiene una composición química de, en % en masa:
C: de un 0,005 a un 0,1 %;
Si: hasta un 0,7 %;
Mn: de un 0,5…
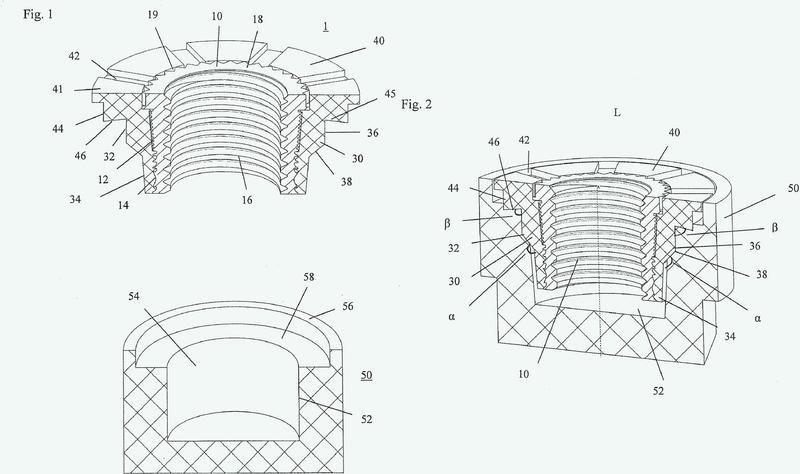
Elemento soldable por fricción y método para unir el elemento soldable por fricción a un alojamiento.
(03/10/2018). Ver ilustración. Solicitante/s: BOLLHOFF VERBINDUNGSTECHNIK GMBH. Inventor/es: STUMPF,MICHAEL.
Elemento soldable por fricción que se puede sujetar por medio de un método de soldadura por fricción en un canal de un alojamiento y que tiene las siguientes características:
una boquilla de conexión que tiene un lado radialmente interior y una carcasa soldable por fricción formados en un lado radial exterior de la boquilla de conexión que comprende:
un contorno soldable por fricción radialmente exterior para ser unido con el alojamiento caracterizado por que el contorno soldable por fricción tiene en el sentido axial al menos una gradación con forma cónica , y comprendiendo además la carcasa soldable por fricción un collar dispuesto circunferencialmente, que está montado axialmente contiguo a un extremo de la boquilla de conexión y comprende en un lado superior del collar alejado del contorno soldable por fricción al menos un medio de accionamiento para hacer girar el elemento soldable por fricción.
PDF original: ES-2684569_T3.pdf
Procedimiento para la producción de un producto de acero inoxidable unido por difusión.
(24/09/2018) Un procedimiento de producción de un producto de acero inoxidable unido por difusión, que comprende poner en contacto directamente materiales de acero inoxidable entre sí para unificar los materiales juntos mediante enlace por difusión, en el que al menos uno de los materiales de acero inoxidable que se va a poner en contacto es un acero de doble fase que tiene una estructura metálica de fase ferrita + carburo, fase ferrita + fase martensita o una fase única de martensita antes de someterlo a un enlace por difusión, que tiene la composición química (A) dada a continuación, que tiene una γmáx representada por la fórmula…
MÉTODO PARA LA FABRICACIÓN DE UN INTERCAMBIADOR DE CALOR PARA GASES E INTERCAMBIADOR DE CALOR PARA GASES FABRICADO CON EL MÉTODO.
(01/08/2018). Solicitante/s: VALEO TERMICO, S.A.. Inventor/es: GRACIA LAZARO,BENJAMIN, JIMENEZ PALACIOS,JESUS, CONTE OLIVEROS,Teresa, ROMERO PÉREZ,Raúl.
Método para la fabricación de un intercambiador de calor para gases e intercambiador de calor para gases fabricado con el método.
El método comprende fijar un miembro estructural a un extremo de una carcasa (B) dirigiendo un haz láser para que incida sobre unas superficies a soldar de la carcasa (B) y de una porción saliente del miembro estructural que se extiende hacia fuera con respecto a la carcasa (B), de manera que el haz láser siga una trayectoria recta que provenga de un punto situado dentro de un volumen que rodea la carcasa (B) entre sus extremos opuestos (Ba, Bb).
El intercambiador comprende un miembro estructural que tiene una porción saliente que se extiende hacia fuera con respecto a la carcasa (B) y transversalmente con respecto a un eje longitudinal de la misma, y el intercambiador ha sido fabricado de acuerdo con el método de la presente invención.
PDF original: ES-2677368_A1.pdf
Método para producir conductos comunes y conductos comunes parcialmente reforzados.
(27/06/2018) Un método para producir un conducto común que tiene un orificio del conducto formado en su región central y que tiene múltiples orificios de ramificación que se forman en una región de pared cilíndrica que rodea el orificio del conducto y que se conectan al orificio del conducto, en donde el método comprende:
utilizar como un material del conducto común un acero para unión por fusión de fase líquida de alta resistencia que tiene buena tenacidad y resistencia a la fatiga que contiene, en % en masa, C: de 0,01 a 0,3%, Si: de 0,01 a 0,5%, Mn: de 0,01 a 3.0%, Cr: de 1,0 a 12.0% y Mo: de 0,1 a 2,0%, que además contiene, en % en…
{kind=link}