Método para producir conductos comunes y conductos comunes parcialmente reforzados.
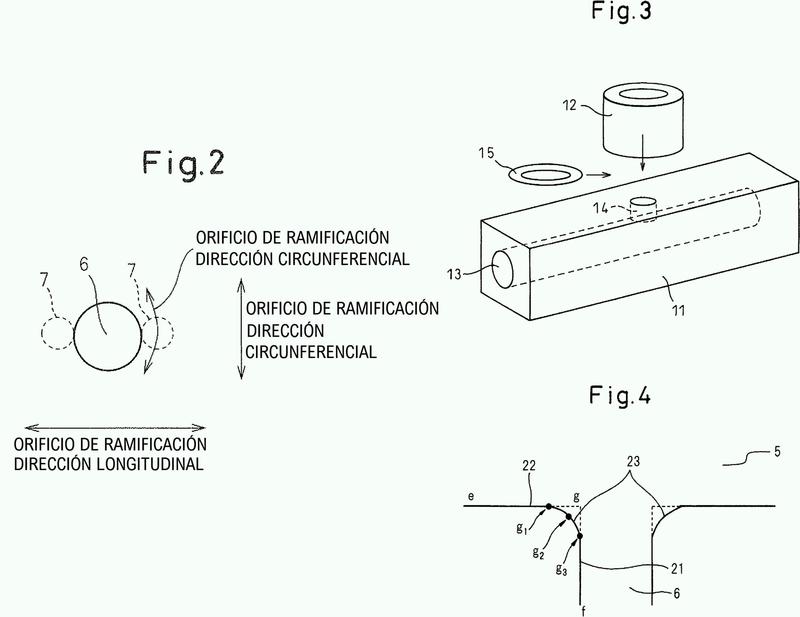
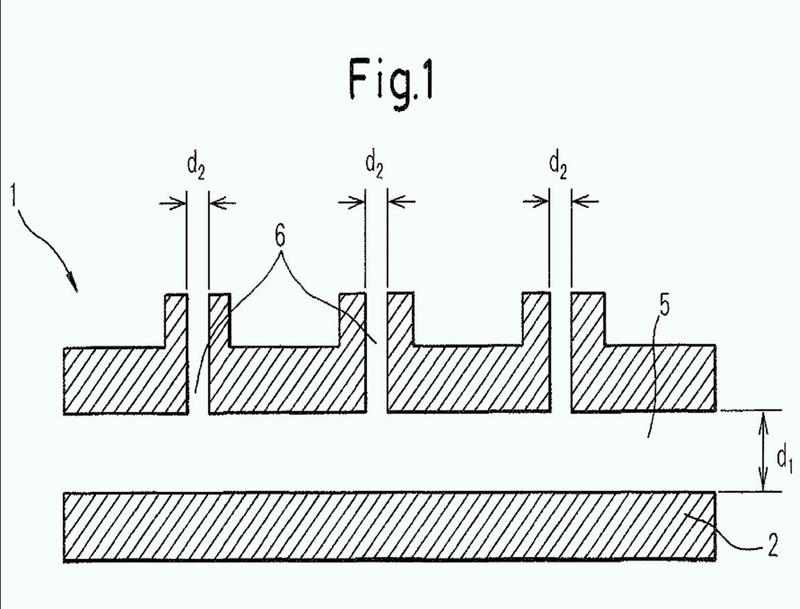
Un método para producir un conducto común (1) que tiene un orificio del conducto (5) formado en su región central y que tiene múltiples orificios de ramificación (6) que se forman en una región de pared cilíndrica que rodea el orificio del conducto (5) y que se conectan al orificio del conducto,
en donde el método comprende:
utilizar como un material del conducto común un acero para unión por fusión de fase líquida de alta resistencia que tiene buena tenacidad y resistencia a la fatiga que contiene, en % en masa, C: de 0,01 a 0,3%, Si: de 0,01 a 0,5%, Mn: de 0,01 a 3.0%, Cr: de 1,0 a 12.0% y Mo: de 0,1 a 2,0%, que además contiene, en % en masa, V: de 0,01 a 1,0%, B: de 0,0003 a 0,01%, Ti: de 0,01 a 0,05% y N: de 0,001 a 0,01%, opcionalmente uno o más de Ni: de 0,01 a 9,0%, Co: de 0,01 a 5,0%, Cu: de 0,01 a 5,0%, W: de 0,01 a 2,0%, Zr: de 0,001 a 0,05%, Nb: de 0,001 a 0,05%, Ta: de 0,001 a 0,2%, Hf: de 0,001 a 0,2%, elementos de control de forma de sulfuro seleccionados entre Ca: de 0,0005 a 0,005%, Mg: de 0,0005 a 0,005%, y Ba: de 0,0005 a 0,005%, y elementos de tierras raras seleccionados entre Y: de 0,001 a 0,05%, Ce: de 0,001 a 0,05%, y La: de 0,001 a 0,05%,
con un contenido de P limitado a 0,03% o menos, un contenido de S a 0,01% o menos y contenido de O a 0,01% o menos, teniendo además un contenido total de elementos de fragilidad segregados en el límite del grano tales como, Sn, Sb, Pb y Zn limitados a 0,015% o menos, y un equilibrio de impurezas inevitables y Fe;
realizar la unión por difusión en fase líquida;
hacer que un líquido transparente esté presente en, y realizar un granallado por láser con un haz de láser pulsado con respecto a, una superficie interna (21) de cada orificio de ramificación (6) situado en una zona periférica de la abertura del orificio de ramificación (6) y una zona periférica en un límite entre el orificio de ramificación y la superficie interior del orificio del conducto (5); y
retirar una capa superficial de acero de la zona periférica de abertura, aumentando así la resistencia a la fatiga de la zona periférica de la abertura, en donde
la eliminación de la capa superficial de acero de la zona periférica de la abertura se realiza mediante pulido electrolítico o pulido por fluido;
la energía del pulso del haz de láser pulsado es de 1 mJ a 10 J;
tanto la zona granallada por láser como la zona cuya capa superficial es eliminada, incluyen una zona en la superficie interna (22) del orificio del conducto (5) que cumple la Fórmula (1) y el espesor de la capa superficial eliminada es de 0,01 mm a 0,3 mm en la zona que cumple la Fórmula (1):
Distancia desde el centro del orificio de ramificación ≤ Diámetro del orificio de ramificación x 0,6 Ángulo entre el segmento de línea dibujado al centro del orificio de ramificación y dirección longitudinal del orificio del conducto ≤ 10º
... Fórmula (1).
La retirada de la capa superficial de acero de la zona periférica provoca un radio de curvatura de una línea de forma en la zona periférica de la abertura del orificio de ramificación visto en una sección transversal que se extiende en una dirección longitudinal del orificio del conducto e incluye una línea central del orificio de ramificación para que sea de 15 μm o más en puntos de una región que cumple la Fórmula (2):
Diámetro del orificio de ramificación x 0,5 ≤ Distancia desde el centro del orificio de ramificación ≤ Diámetro del 40 orificio de ramificación x 0.6
... Fórmula (2)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2008/070971.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Inventor/es: HIRANO,KOJI, SUGIHASHI,ATSUSHI, HASEGAWA,YASUSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K103/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 103/00 Materiales a soldar sin fusión, a soldar o a cortar. › Aleaciones de acero.
- B23K20/00 B23K […] › Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
- B23K26/00 B23K […] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- C21D7/00 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › Modificación de las propiedades físicas del hierro o el acero por deformación (aparatos para el trabajo mecánico de metales B21, B23, B24).
- C21D7/06 C21D […] › C21D 7/00 Modificación de las propiedades físicas del hierro o el acero por deformación (aparatos para el trabajo mecánico de metales B21, B23, B24). › por chorreado o similares.
- C22C38/00 C […] › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00).
- C22C38/02 C22C […] › C22C 38/00 Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00). › que contienen silicio.
- C22C38/04 C22C 38/00 […] › que contienen manganeso.
- C22C38/22 C22C 38/00 […] › con molibdeno o tungsteno.
- C22C38/24 C22C 38/00 […] › con vanadio.
- C22C38/28 C22C 38/00 […] › con titanio o circonio.
- C22C38/32 C22C 38/00 […] › con boro.
- C22C38/38 C22C 38/00 […] › con más de 1,5% en peso de manganeso.
- C22C38/58 C22C 38/00 […] › con más de 1,5% en peso de manganeso.
- F02M55/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02M ALIMENTACION EN GENERAL DE LOS MOTORES DE COMBUSTION CON MEZCLAS COMBUSTIBLES O CONSTITUYENTES DE LAS MISMAS. › F02M 55/00 Aparatos de inyección caracterizados por sus conductos de combustible o sus medios de ventilación. › Conductos entre bombas de inyección e inyectores.
- F02M61/16 F02M […] › F02M 61/00 Inyectores de combustible no cubiertos en los grupos F02M 39/00 - F02M 57/00 o F02M 67/00. › Detalles no cubiertos por, o con un interés distinto que, los aparatos de los grupos F02M 61/02 - F02M 61/14.
- F02M63/02 F02M […] › F02M 63/00 Otros aparatos de inyección que tienen características particulares no cubiertas en los grupos F02M 39/00 - F02M 57/00 o F02M 67/00; Detalles, partes constitutivas o accesorios de los aparatos de inyección de combustible no cubiertos por, o con un interés distinto que, los aparatos de los grupos F02M 39/00 - F02M 61/00 o F02M 67/00 . › Aparatos de inyección de combustible que implican varios inyectores alimentados por un elemento de bombeo alimentando un inyector común; Aparatos de inyección de combustible implicando la puesta fuera de servicio de las bombas, de los elementos de bombas o inyectores; Aparatos de inyección de combustible con posibilidades de conectar de forma variable y alternativamente los elementos de bombeo y los inyectores.
PDF original: ES-2677594_T3.pdf
Patentes similares o relacionadas:
Motor de combustión interna con inyecciones piloto y principal, del 1 de Mayo de 2019, de PRATT & WHITNEY CANADA CORP.: Un motor de combustión interna que comprende: al menos dos cuerpos giratorios ; un cuerpo exterior que define una cavidad interna respectiva para […]
Bomba de combustible de colector común dotada de válvulas combinadas de descarga y de limitación de la sobrepresión, del 26 de Septiembre de 2018, de Stanadyne LLC: Un conjunto de conexión que se extiende longitudinalmente a lo largo de un eje de flujo y que tiene pasos primero y segundo de flujo alineados coaxialmente en los […]
Válvula de regulación de alta presión, del 13 de Septiembre de 2018, de Kendrion (Villingen) GmbH: Válvula de regulación de alta presión con un cuerpo de válvula con una entrada y una salida , estando formada la salida por al menos una abertura […]
Válvula neumática de bloqueo de emergencia, del 1 de Noviembre de 2017, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para proteger instalaciones con - un consumidor , - un depósito de combustible , que está conectado al consumidor a través de un conducto de […]
Sistema de suministro de combustible y bomba de alta presión para motor térmico de combustión, del 24 de Agosto de 2016, de Vialle Group B.V: Sistema de suministro de combustible para inyectar vapor licuado a alta presión, tal como gas licuado del petróleo (GLP), a una cámara de combustión […]
Unidad de bomba mejorada para un dispositivo de inyección de un motor de combustión interna, del 29 de Junio de 2016, de POLITECNICO DI TORINO: Una unidad de bomba de alta presión para un dispositivo de inyección del tipo CR de un motor de combustión interna, que comprende al menos un cuerpo de […]
Bomba de alta presión de carburante para un motor de combustión interna, del 4 de Mayo de 2016, de ROBERT BOSCH GMBH: Bomba de alta presión de carburante para un motor de combustión interna con inyección directa, con una carcasa de la bomba , una válvula de […]
SISTEMA Y MÉTODO PARA PREVENIR EL SOBRECALENTAMIENTO DE UNA BOMBA DE COMBUSTIBLE, del 31 de Enero de 2012, de CATERPILLAR MOTOREN GMBH & CO. KG L'ORANGE GMBH: Un sistema de inyección de combustible, para suministrar combustible al alta presión en un motor de combustión interna , que comprende: al menos dos bombas […]