CIP-2021 : B29C 45/04 : utilizando moldes móviles (B29C 45/08 tiene prioridad).
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/04[2] › utilizando moldes móviles (B29C 45/08 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/04 · · utilizando moldes móviles (B29C 45/08 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA.
(02/04/2020). Solicitante/s: SIMPLICITY WORKS EUROPE, S. L. . Inventor/es: HERNANDEZ HERNANDEZ,ADRIAN.
Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre y apertura propios configurados para mantener unidos el cuerpo y la tapa durante el movimiento del mismo. Máquina (M1) para la fabricación de artículos tridimensionales, que comprende un módulo de recepción (M2) configurado para recibir el molde ; un módulo de acondicionamiento (M3) configurado para recibir el molde procedente del módulo de recepción (M2) y actuar sobre los medios de cierre y apertura propios para separar la tapa del cuerpo ; y un módulo de manipulación (M4) configurado para recibir el cuerpo procedente del módulo de acondicionamiento (M3) y permitir la colocación de los componentes del artículo a fabricar. Procedimiento para la fabricación de artículos tridimensionales y planta de fabricación asociada a dicha máquina (M1).
Dispositivo de moldeo por inyección con una parte central rotatoria.
(11/06/2019) Dispositivo de moldeo por inyección con
a. un primer semimolde y un segundo semimolde , que puede desplazarse con respecto al primer semimolde en una primera dirección (x) a lo largo de rieles de una máquina de moldeo por inyección, y con al menos un semimolde central, que está dispuesto entre los semimoldes primero y segundo, y que puede rotar alrededor de un eje de rotación y puede desplazarse en la primera dirección (x);
b. un dispositivo de sujeción, que puede desplazarse a lo largo de los rieles en la primera dirección (x) y sirve para montar de manera rotatoria el semimolde central alrededor del eje de rotación; y
c. al menos un dispositivo de procesamiento adicional dispuesto lateralmente con respecto al dispositivo…
Procedimiento de moldeo por inyección y dispositivo de moldeo por inyección.
(12/02/2019) Procedimiento de moldeo por inyección, que comprende estos pasos:
- un primer producto (P1) se moldea por inyección en la cavidad entre un primer par de zonas de moldeo (FB1, FB1_1, FB1_n, FB2, FB2_1, FB2_n) de una primera pieza de moldeo (FT1) y de una segunda pieza de moldeo (FT2), comrpendiendo la primera pieza de moldeo (FT1) un canal de material de inyección (K1, K11, K1n), que se desarrolla en dirección de apertura del molde, y comprendiendo la segunhda pieza de moldeo (FT2) un canal de material de inyección (K2, K21, K2n);
- la primera pieza de moldeo (FT1) y la segunda pieza de moldeo (FT2) se separan en dirección de apertura del molde (X);
- la primera pieza de moldeo (FT1) se mueve en una dirección (Y, Yr) distinta a la dirección de apertura del molde (X), siendo este movimiento, al menos en parte, un movimiento recto;
…
CONJUNTO DE MOLDEO POR INYECCIÓN Y PROCEDIMIENTO DE FABRICACIÓN.
(10/01/2019). Solicitante/s: QUINORGAN S.L. Inventor/es: JOVE MERCADER,RAMON.
Conjunto de moldeo por inyección, para fabricar piezas que presentan exteriormente al menos una cara plana, presentando unos medios de inyección previstos para inyectar un material plástico, un molde para conformar una pieza, que presenta dos partes desplazables al menos una respecto a la otra y enfrentables entre sí, en donde una de las dos partes del molde presenta al menos una cavidad de moldeo para conformar la pieza moldeada. La segunda parte del molde comprende una cinta sinfín deslizable a lo largo de un recorrido por unos medios de accionamiento, presentando al menos una de sus caras lisa que actúa de contra-molde, incluyendo unos medios de prensado previstos para aplicar una presión y mantener una región de la cinta enfrentada y en contacto con la primera parte del molde, tal que al menos una cavidad está en una posición cerrada durante una condición de moldeo.
PDF original: ES-2695756_A1.pdf
PDF original: ES-2695756_B2.pdf
CONJUNTO DE MOLDEO POR INYECCIÓN Y PROCEDIMIENTO DE FABRICACIÓN.
(10/01/2019). Solicitante/s: QUINORGAN S.L. Inventor/es: JOVE MERCADER,RAMON.
Conjunto de moldeo por inyección, para fabricar piezas que presentan exteriormente al menos una cara plana, presentando unos medios de inyección previstos para inyectar un material plástico, un molde para conformar una pieza, que presenta dos partes desplazables al menos una respecto a la otra y enfrentables entre sí, en donde una de las dos partes del molde presenta al menos una cavidad de moldeo para conformar la pieza moldeada. La segunda parte del molde comprende una cinta sinfín deslizable a lo largo de un recorrido por unos medios de accionamiento, presentando al menos una de sus caras lisa que actúa de contra-molde, incluyendo unos medios de prensado previstos para aplicar una presión y mantener una región de la cinta enfrentada y en contacto con la primera parte del molde, tal que al menos una cavidad está en una posición cerrada durante una condición de moldeo.
MÁQUINA DE INYECCIÓN DE PLÁSTICO Y PROCEDIMIENTO DE MOLDEO.
(03/01/2019). Solicitante/s: DISEÑO Y DESARROLLO DE MATRICERIA, S.L. Inventor/es: PACIOS RIVERA,JOSE ANTONIO.
Máquina de inyección de plástico y procedimiento de moldeo, referido a una máquina de moldeo por inyección de moldes en paquete, en la que la parte central del molde se mantiene fija y tiene dos caras de moldeo que actúan sobre la parte central fija mediante una cámara hidráulica que produce la fuerza de cierre y evita las deformaciones por flexión sobre las caras de moldeo. Asimismo se refiere a un procedimiento de moldeo.
PDF original: MX-2019002635_A.pdf
Preforma integral de dos capas, proceso, herramienta y aparato para la producción de esta y bolsa en contenedor producida de esta manera.
(25/10/2018). Solicitante/s: Anheuser-Busch InBev S.A. Inventor/es: VAN HOVE,Sarah, PEIRSMAN,Daniel, VERPOORTEN,Rudi.
Una preforma integral de dos capas obtenida por moldeo por inyección de una capa sobre la otra, para la producción de bolsas en contenedores para la dispensación moldeadas íntegramente por soplado, dicha preforma comprende: una capa interior y una capa exterior , y al menos un orificio de ventilación de interfaz que conecta continuamente una interfaz entre las capas interior y exterior con la atmósfera, en donde dicha preforma forma un contenedor de dos capas durante el moldeo por soplado y, en donde la capa interior obtenida de esta manera de dicho contenedor, se libera de la capa exterior obtenida de esta manera y se aprieta para dispensar un líquido contenido en ella durante el soplado de un gas presurizado a través al menos una orificio de ventilación de interfaz, y la temperatura de fusión de la capa interior es mayor o igual que la temperatura de fusión de la capa exterior.
PDF original: ES-2687437_T3.pdf
Aparato de inyección-compresión para fabricar recipientes de material termoplástico.
(01/10/2018) Un aparato de inyección-compresión para la fabricación de recipientes de material termoplástico (P), en particular, preformas de PET, que tiene un eje de giro vertical (Y), que comprende
- una base de soporte fija,
- un carrusel giratorio , que gira alrededor del eje de giro vertical (Y) con respecto a la base de soporte fija,
- una pluralidad de moldes de inyección-compresión (9', 9", 9"') de los recipientes de material termoplástico (P) dispuestos a lo largo de una periferia del carrusel giratorio ,
- una pluralidad de conductos de alimentación laterales de los moldes de inyección-compresión (9', 9", 9"'), aptos para girar junto con el carrusel giratorio ,
- un dispositivo de distribución que conecta la base de soporte fija al carrusel giratorio para permitir…
Prensa de moldeo por inyección.
(31/01/2018). Solicitante/s: CURTI COSTRUZIONI MECCANICHE S.P.A. Inventor/es: BOCCATO,ENRICO.
Prensa de moldeo por inyección, que comprende una pluralidad de moldes y un inyector para cada molde, comprendiendo cada inyector un tornillo de inyección, un motor de control del tornillo, un cilindro de inyección y un cilindro de plastificación, estando dichos moldes y dichos inyectores correspondientes montados en una plataforma con la que pueden ser rotados.
PDF original: ES-2666419_T3.pdf
Procedimiento para la fabricación de una pieza moldeada de plástico y máquina de moldeo por inyección.
(08/02/2017) Máquina de moldeo por inyección con dos placas de sujeción de molde móviles una respecto a otra, una unidad de cierre, una unidad de viraje dispuesta entre las placas de sujeción de molde y al menos dos unidades de inyección, en la que las dos placas de sujeción de molde portan un primer y un segundo útil parcial Y la unidad de viraje comprende un tercer útil parcial , que se puede girar alrededor de un eje de giro orientado en paralelo al eje de cierre y comprende varias cavidades realizadas de forma concordante dispuestas alrededor del eje de giro, las cuales delimitan cavidades configuradas diferentemente junto con el primer y el segundo útil parcial con el útil cerrada, en la que las cavidades del tercer útil parcial se pueden alimentar cada vez en una primera posición (A) del tercer útil…
Procedimiento y aparato para fabricar cables de conexión.
(27/01/2016) Un aparato para fabricar los extremos de cables eléctricos , que comprende una sección (B) para un moldeo por inyección en al menos uno de dichos extremos, comprendiendo una primera sección (A) primeros medios para aplicar elementos de conexión eléctrica a dicho al menos un extremo del cable y opcionalmente una segunda sección que comprende segundos medios para aplicar elementos adicionales de conexión eléctrica al extremo restante del cable, y una sección adicional (C) que comprende medios para comprobar dicho cable antes de su salida del aparato, en el que el aparato comprende medios de retención para retener en una posición predefinida (P) ambos extremos del cable en la totalidad de dichas secciones de…
Cierre de embalaje y dispositivo y método para producir un cierre de embalaje.
(20/01/2016) Cierre de embalaje que comprende un eje central (X), un cuello provisto de una abertura, y una tapa para el cierre de la abertura, donde el cuello comprende una porción de conexión para la conexión a un embalaje , y una porción de sellado que sobresale radialmente hacia adentro de la porción de conexión para interactuar con la tapa para formar un sellado entre éstos, donde la tapa , antes de la abertura de la misma, se conecta a la porción de sellado a través de una mella , donde la tapa es desmontable de al menos una parte de la porción de sellado por rasgado a lo largo de la mella , y donde la tapa dispone de una…
Dispositivo de traslación de piezas moldeadas aplicable a moldes de inyección de plástico.
(18/03/2015) Dispositivo de traslación de piezas moldeadas aplicable a moldes de inyección de plástico, del tipo que comprende:
una hilera de un número n de pares de semimoldes , donde n es un número entero igual o mayor que 1, los cuales, en caso de n mayor que 1, están separados en una primera dirección transversal (DT1) perpendicular a una dirección longitudinal (DL) por una distancia md, donde m es un número entero igual o mayor que 2, y soportados en unas correderas accionadas para mover dichos semimoldes en una segunda dirección transversal (DT2) perpendicular a dicha primera dirección transversal (DT1) entre unas posiciones de semimoldes abiertos y de semimoldes cerrados;
una…
Dispositivo de moldeo y procedimiento de aplicación del dispositivo para la fabricación de relés pirotécnicos de ignición.
(27/11/2013) Dispositivo de moldeo en colectivo de elementos (m1, m2, mi) de material polimerizable, que comprende unequipo de moldeo y una campana destinada a mantener el equipo de moldeo al vacío, presentando elequipo de moldeo un apilamiento de n placas de moldeo (P1, P2, ..., Pi, ..., Pn) en un eje de apilamiento (AA'),presentando cada una de las placas de moldeo dos caras principales paralelas, una cara principal superior (Cs) yuna cara principal inferior (Ci), k pasos (T1, T2, ..., Tj, ... Tk) entre su cara principal superior y su cara principalinferior, siendo j la fila del paso comprendido entre 1 y k, caracterizado porque las placas de moldeo puedendeslizarse unas con respecto a otras en los planos de las caras principales para ponerse o bien en una posicióndenominada de inyección al vacío, en la cual los pasos (T1, T2, ..., Tj, ..., Tk) al vacío de la misma…
Dispositivo de moldeo para preparar artículos de resina de superficie decorada y procedimiento de preparación de tales artículos.
(23/10/2013) Un dispositivo de moldeo para preparar artículos de resina de superficie decorada que comprendeuna primera unidad de molde para realizar una parte de lámina decorada (6a) a partir de una lámina decorada , siendo la primera unidad de molde una unidad de termoconformación y de corte que comprende una piezade molde hembra (1, 1', 16, 23) fijada a un portaherramientas hembra y que comprende una parte determoconformación (1c) rodeada por una pared de moldeo (1b), y una unidad de molde macho determoconformación (2, 2b, 3, 7, 15) que comprende una pieza de molde macho de termoconformación (2, 2b,)fijada a un primer portaherramientas de molde macho con una superficie de contención (2a) enfrentadacon dicha pared de moldeo (1b),
una segunda unidad…
Conjunto de vaina de catéter producido mediante un proceso de moldeo por inyección en un único paso.
(24/07/2013) Un introductor de catéteres fabricado mediante el proceso consistente en:
suministrar una cánula que tiene un extremo distal formado para acceder a un vaso sanguíneo;
suministrar un molde con una cavidad dimensionada para producir un conjunto de vaina conun diámetro interior dimensionado para rodear la cánula, teniendo la cavidad una porción de vaina y unaporción de elemento de conexión, de tamaño mayor que la porción de vaina en al menos unadimensión;
suministrar una espiga de núcleo ;
situar la espiga de núcleo en el interior de la cavidad ; e
introducir por presión plástico fundido en la porción de elemento de conexión de tal manera que elplástico fundido se desplace a través de un espacio intermedio en forma anular…
Conjunto de vaina de catéter y proceso de moldeo por inyección de un único paso para hacer el mismo.
(06/05/2013). Solicitante/s: BECTON, DICKINSON AND COMPANY. Inventor/es: HARDING, WESTON, F., CASTRO,CYNTHIA,A, JOHNSON,STEVEN,W, GAWRELUK,Craig,N, PARRIS,Wayne,M, GUO,Lantao, LARSEN,Michael,C.
Una vaina para un introductor de catéteres, la vaina comprendiendo:
un extremo proximal ;
un extremo distal afilado para entrar en una abertura creada por una cánula ;una primera región adelgazada; y
una segunda región adelgazada situada frente a la primera región adelgazada, en donde la primera yla segunda regiones adelgazadas permiten la separación de la vaina en dos porciones semitubulares bajola aplicación de fuerzas opuestas contra el extremo proximal;
caracterizada porque
cada una de la primera y segunda regiones adelgazadas se extienden sustancialmente a lo largo de lalongitud de la vaina y tiene un grosor de pared variable a lo largo de la longitud de la vaina.
PDF original: ES-2402492_T3.pdf
Procedimiento para producir una cápsula para preparar una bebida con un elemento de cierre hermético para la estanqueidad al agua unido a la misma.
(11/07/2012) Procedimiento para proporcionar un elemento de cierre hermético sobre el cuerpo de una cápsula quecontiene unos ingredientes de bebida diseñada para la introducción en un dispositivo de producción de bebidas, enel cual un líquido bajo presión se introduce en la cápsula a fin de interactuar con los ingredientes en la cápsula ydrenar una bebida desde la cápsula, estando el elemento de cierre hermético dispuesto geométricamente para estaren un acoplamiento de cierre hermético con al menos una superficie coincidente del dispositivo de producción debebidas;
caracterizado por el hecho de que comprende proporcionar un cuerpo e inyectar al menos un material de cierrehermético mediante moldeo por inyección sobre al menos una porción de la superficie externa del cuerpo paramoldear un elemento de cierre hermético unido de forma hermética…
SISTEMA Y PROCEDIMIENTO DE MOLDEO DE PIEZAS CON MOLDES AUTOPORTANTES.
(15/03/2012) Sistema y procedimiento de moldeo de piezas con moldes autoportantes que comprende:
- un equipo alimentador de material de moldeo en un molde autoportante, que comprende una pluralidad de medios de alimentación de diferentes compuestos,
- un equipo accionador de un elemento calefactor del molde autoportante,
- un equipo enfriador del molde autoportante lleno de material, y
- un equipo desmoldeador de la pieza moldeada en el molde autoportante, siendo todos ellos equipos independientes instalados en módulos de trabajo por los que transita el molde autoportante , de manera que el sistema permite fabricar piezas compactas, piezas estructurales de densidad reducida y piezas de densidad reducida.
DISPOSITIVO DE SUJECION PARA MOLDES.
(16/10/2005) Dispositivo de sujeción para moldes, en particular para una prensa de moldeo para moldear artículos de plástico, que comprende un bastidor de soporte , por lo menos un par de medios moldes que definen una superficie coincidente para su conexión mutua, y en los cuales está definida una dirección de cierre y de apertura de dichos medios moldes formando dicho par, en una posición de conexión, la correspondiente cavidad para moldear dichos artículos, y estando caracterizado porque comprende por lo menos un elemento de tirante para mantener los dos medios moldes en una posición de conexión contrarrestando las presiones producidas en el interior de, por lo menos, una cavidad de moldeo, estando articulado por lo menos uno de dichos elementos de tirante con un primer extremo de uno de dichos dos medios moldes…
APARATO PARA LA FABRICACION DE PREFORMAS POR MOLDEO.
(16/10/2005). Ver ilustración. Solicitante/s: INDUSTRIAL DE MOLDES Y MATRICES, S.A. Inventor/es: ATANCE ORDEN,ANGEL.
Aparato para la fabricación de preformas por moldeo. El aparato comprende un conjunto de bloque de inyección portador de alineaciones de cavidades de inyección de preformas intercaladas entre alineaciones de cavidades de enfriamiento, un bloque de punzones portador de una placa portapunzones con un número de punzones doble al de las alineaciones de cavidades de inyección del bloque de inyección, y un conjunto de placa intermedia corredera portadora de los cuellos de sujeción de las preformas, con disposición de elementos para apertura y cierre de las correderas y poseyendo un sistema de guías verticales con respecto a las placas de inyección y de punzones dotadas de guías para la salida de las preformas, en cuyos extremos quedan dispuestos sendos elementos de estrella giratoria u otro sistema de descarga para la salida de las preformas.
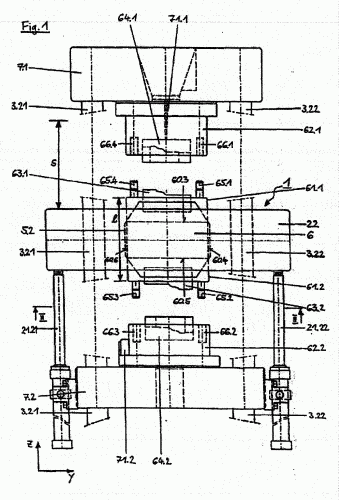
DISPOSITIVO DE SUJECCION PARA UN MOLDE, LA MITAD DE UN MOLDE O UN PORTA-MOLDES EN UNA MAQUINA DE MOLDEO POR INYECCION.
(16/11/2004). Ver ilustración. Solicitante/s: FOBOHA GMBH.
Dispositivo de sujeción para al menos un molde, mitades de molde o un porta-moldes en una máquina de moldeo por inyección con una primera placa de amarre del molde fija y una segunda placa de amarre del molde desplazable, que está guiada linealmente en una primera dirección (z) por medio de cuatro largueros paralelos, que incluye a) una primera y una segunda unidad de desplazamiento que están dispuestas entre la primera y la segunda placa de amarre del molde ; b) estando cada unidad de desplazamiento guiada linealmente en la primera dirección (z) por medio de dos largueros contiguos caracterizado porque c) la primera y la segunda unidad de desplazamiento presentan un medio de sujeción en cada caso que sirve para la fijación desmontable del molde, la mitad del molde o el porta moldes que está en medio: d) dichos medios de sujeción pueden desplazarse el uno respecto al otro, de tal manera que pueden sustituirse el molde, la mitad del molde o el porta- moldes.
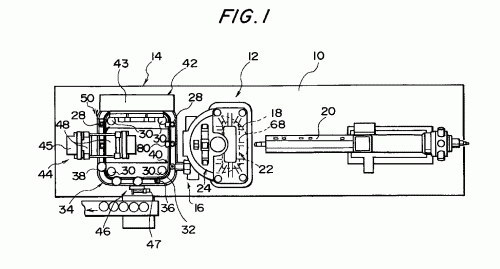
PROCEDIMIENTO DE MOLDEO POR INYECCION Y APARATO CON UNIDAD DE AGARRE MEJORADA.
(16/09/2004). Ver ilustración. Solicitante/s: LIBBEY-OWENS-FORD CO.. Inventor/es: ASH, CHARLES, E., GILLEN, JOHN, H.
Un aparato de moldeo por inyección del tipo que tiene una unidad de inyección y un dispositivo de agarre utilizable con platinas de molde móviles y fijas , caracterizado porque: una unidad de agarre separada y diferenciada que comprende una prensadora horizontal comunicada con una unidad de moldeo separada y diferenciada, en relación de agarre mutua.
PROCEDIMIENTO Y APARATO DE MOLDEO POR INYECCION CON UNIDAD DE AGARRE DESMONTABLE MEJORADA CON MATRICES DE CIERRE HORIZONTAL.
(16/12/2003) Un procedimiento de moldeo, que comprende las etapas de proporcionar una unidad de inyección, y proporcionar una unidad de agarre, que se caracteriza por las etapas adicionales de: a) proporcionar un plato de molde móvil en una unidad de agarre horizontal, b) proporcionar un plato de puerta, fijable en relación fija con dicho plato de molde móvil, c) proporcionar una base de molde en dicho plato de molde móvil , incluyendo dicha base de molde uno de entre un núcleo de molde o cavidad de molde, y un bebedero para la introducción de material de moldeo desde una unidad de inyección, d) proporcionar el otro de dichos núcleo…
Aparato de moldeo estirado soplado.
(16/12/2002) Un aparato de moldeo por estirado soplado, que comprende: un recorrido de transporte para llevar de forma intermitente una preforma que tiene un gollete y un cuerpo cilíndrico ; unos medios de giro para hacer girar la mencionada preforma alrededor de su eje longitudinal cuando la preforma es transportada a lo largo de un recorrido dado del mencionado recorrido de transporte; unos medios calefactores para calentar el mencionado cuerpo cilíndrico de la preforma cuando la preforma se hace girar; y una sección de moldeo por soplado para el moldeo por estirado soplado del mencionado cuerpo cilíndrico de la preforma en forma de un recipiente una vez que la preforma ha pasado a través del mencionado medio calefactor;…
Aparato de moldeo por inyección estirado soplado.
(16/12/2002) Un aparato de moldeo por inyección estirado soplado, que comprende: Una estación de moldeo por inyección , que incluye dos moldes núcleo de inyección para moldear preformas por inyección simultáneamente, teniendo cada una un gollete , un cuerpo cilíndrico y un asa que se forma adyacente al límite entre el mencionado gollete y el mencionado cuerpo cilíndrico; y una estación de moldeo por soplado para moldear las preformas por estirado soplado en forma de recipientes; caracterizado porque la mencionada estación de moldeo por inyección incluye: un órgano giratorio que gira alrededor de un árbol giratorio, que soporta los mencionados dos moldes núcleo de inyección en posiciones enfrentadas unas a otras con el mencionado…
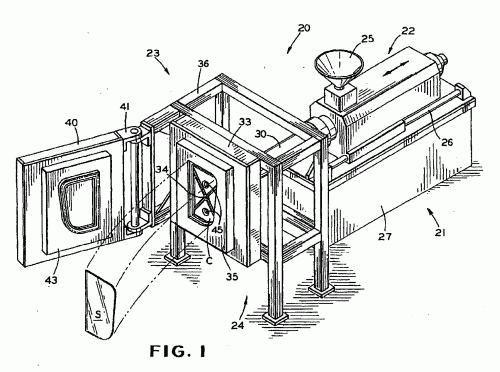
APARATO DE MOLDEO POR ESTIRADO-SOPLADO Y APARATO DE MOLDEO POR INYECCION ESTIRADO-SOPLADO.
(01/10/2002). Ver ilustración. Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: OGIHARA, SHUICHI, FUKUNISHI, YOSHIHIRO.
UN APARATO DE MOLDEO POR SOPLADO CON ESTIRADO QUE TIENE UNA SECCION DE CALENTAMIENTO Y UNA SECCION DE MOLDEO POR SOPLADO , DISPUESTAS A LO LARGO DE UNA RUTA DE TRANSPORTE UTILIZADA PARA TRANSPORTAR PREFORMAS CADA UNA DE LAS CUALES TIENE UN MANGO DE FORMA INTERMITENTE. UNA CADENA Y UNAS RUEDAS DENTADAS HACEN ROTAR A LAS PREFORMAS ALREDEDOR DE SUS EJES CUANDO SON TRANSPORTADAS A ALA SECCION DE CALENTAMIENTO. HAY UNA SECCION DE ESPERA COLOCADA ENTRE LA SECCION DE CALENTAMIENTO Y LA SECCION DE MOLDEO POR SOPLADO . LA SECCION DE ESPERA COMPRENDE UNAS PLACAS DE GUIA QUE ACTUAN A MODO DE ELEMENTOS DE POSICIONAMIENTO PARA COLOCAR LOS MANGOS QUE SE EXTIENDEN DE LAS PREFORMAS RESPECTIVAS EN UNA DIRECCION DADA. DE ESTE MODO SE PUEDEN ORIENTAR TODOS LOS MANGOS EN LA DIRECCION EN QUE SON TRANSPORTADAS LAS PREFORMAS . ESTO IMPIDE TAMBIEN QUE LOS MANGOS QUEDEN ATRAPADOS EN UN MOLDE DE LA CAVIDAD DE SOPLADO.
MAQUINA DE MOLDEO POR INYECCION QUE COMPRENDE MOLDES QUE PUEDEN DESPLAZARSE, Y DISPOSITIVO DE FIJACION Y PORTA-MOLDES DESTINADOS PARA DICHA MAQUINA DE MOLDEO POR INYECCION.
(01/07/2002). Solicitante/s: FOBOHA GMBH. Inventor/es: BODMER, WERNER, ARMBRUSTER, RAINER.
Dispositivo de sujeción para por lo menos un molde, mitad del molde o un porta-moldes en una máquina de moldeo por inyección, caracterizado porque hay por lo menos dos medios de sujeción para el amarre desmontable de por lo menos un molde, mitad del molde o porta-moldes, pudiendo desplazarse por lo menos dos medios de sujeción los unos con respecto a los otros.
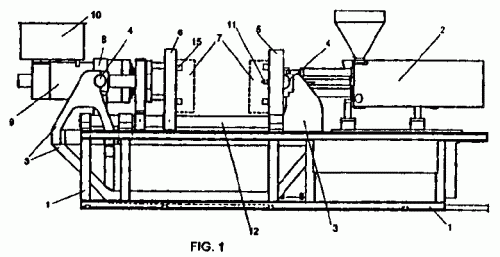
MAQUINAS DE INYECCION PARA MATERIAL PLASTICO PERFECCIONADA.
(01/05/2000). Ver ilustración. Solicitante/s: MATEU Y SOLER, S.A. Inventor/es: CASTANY VALERI,JAVIER, SERRALLER SANCHEZ,FRANCISCO, MATEU ORTIZ,VICENTE, CLAVERIA AMBROJ,ISABEL.
1. Máquina de inyección para material plástico perfeccionada del tipo utilizado para la fabricación de piezas plásticas moldeadas, sin la incorporación de columnas en la superficie de los platos portamoldes caracterizada esencialmente por constituirse a partir de una doble bancada, siendo una bancada fija con elementos de apoyo sobre el suelo, y otra basculante en forma de "U' asentando sobre sendos ejes transversales a unos elementos de soporte y de la bancada fija , ubicándose en la bancada fija dos platos portamoldes, uno fijo que constituye uno de los elementos de soporte y otro móvil , disponiéndose el plato portamoldes fijo enfrentadamente al móvil , Presentando ambos por su parte inferior y fuera de la zona de ubicación de los moldes, sendas columnas horizontales de guiado de los mismos.
METODO Y APARATO PARA EL MOLDEO CONTINUO.
(01/10/1997). Solicitante/s: GENCORP, INC.. Inventor/es: BROWN, ROBERT L., BAXTER, DAVID E., PARRENT, MICHAEL K.
SE DESCRIBE UN METODO Y APARATO DE UN SISTEMA NO-SINCRONICO PARA MOLDEAR CONTINUAMENTE ARTICULOS DE UN MATERIAL CURADO MEDIANTE EL CONTROL DE LA TEMPERATURA Y PRESION. EL APARATO INCLUYE UN MOLDE DE AUTOABRAZADERA MULTISECCION, UN SISTEMA DE CONTROL, UN INYECTOR DE MATERIAL, UN SISTEMA DE TRANSFERENCIA, UN APARATO DE CURA PARA CURAR EL ARTICULO Y UN SEPARADOR-MONTADOR DEL MOLDE. EL METODO COMPRENDE EL PRE-TRATAMIENTO Y EL MONTAJE DEL MOLDE. BAJO EL CONTROL DE UN SISTEMA CONTROLADOR, EL MOLDE ES INYECTADO A CONTINUACION CON UN MATERIAL DESDE EL INYECTOR, Y TRANSPORTADO POR EL SISTEMA DE TRANSFERENCIA A TRAVES DE UN APARATO DE CURA PARA CURAR EL MATERIAL DENTRO DEL MOLDE. UNA VEZ CURADO, EL SISTEMA DE CONTROL MUEVE EL MOLDE AL SEPARADOR-MONTADOR DEL MOLDE VIA AL SISTEMA DE TRANSFERENCIA. EL MOLDE ES A CONTINUACION DESMONTADO EN SECCIONES, EL ARTICULO MOLDEADO ES EXTRAIDO Y LAS SECCIONES SON PRE-TRATADAS Y MONTADAS, PARA LA PROXIMA OPERACION DE INYECCION.
MAQUINA DE INYECCION PARA FABRICACION DE SUELAS DE CALZADO.
(01/07/1996). Ver ilustración. Solicitante/s: TECNICAS Y EXPORTACIONES, S.A. Inventor/es: SANZ LOZANO,FELIX, VINAIXA SANCHEZ, ANTONIO.
1. MAQUINA DE INYECCION PARA FABRICACION DE SUELAS DE CALZADO, MEJORANDO LA SEGURIDAD PARA EXTRAER LAS PIEZAS INYECTADAS EN EL MOLDE, ADEMAS DE CONFERIR RAPIDEZ Y COMODIDAD A LA EXTRACCION DEL PRODUCTO INYECTADO, SIENDO DEL TIPO DE LAS QUE INCLUYEN UN MOLDE EN DOS SEMIMOLDES, EL SUPERIOR DE LOS CUALES, O CONTRAMOLDE, ES ACTUADO POR UN CILINDRO VERTICAL PARA CONSEGUIR LA APERTURA Y CIERRE DEL MOLDE, CARACTERIZADO PORQUE EL MOLDE O MATRIZ TIENE SU SEMIMOLDE INFERIOR DESPLAZABLE SOBRE UNA PLATAFORMA CON GUIAS LATERALES , MEDIANTE CILINDROS , PERMITIENDO ASI QUE EL OPERARIO TRABAJE SOBRE ESTE SEMIMOLDE FUERA DE LA ZONA DE INYECCION, UNA VEZ ABIERTO EL MOLDE , Y NO CERRANDOSE ESTE HASTA QUE EL SEMIMOLDE NO SE ENCUENTRE DEBAJO DEL CONTRAMOLDE POR RETRAERSE LOS CILINDROS ; HABIENDOSE PREVISTO UNA FOTOCELULA QUE DETECTA LA EXISTENCIA DE CUALQUIER CUERPO EXTRAÑO QUE SE INTRODUZCA EN LA ZONA DE MOLDEO.
PROCESO Y DISPOSITIVO PARA EL SOBREMOLDEADO DE UNA LUNA.
(16/10/1995). Solicitante/s: SAINT-GOBAIN VITRAGE. Inventor/es: DOUCHE, JEAN-PIERRE, ARMAND, PHILIPPE.
LA INVENCION SE REFIERE A UN PROCESO DE A UN DISPOSITIVO DE SOBREMOLDEADO SOBRE AL MENOS UNA PARTE DE UNA LUNA, COLOCADO EN UN MOLDE, PARTICULARMENTE UNA LUNA MONOLITICA O LAMINADA, DE VIDRIO Y/O DE MATERIAL PLASTICO TRANSPARENTE, POR INYECCION DE MATERIAL PLASTICO. LAS OPERACIONES ESENCIALES QUE CONSTITUYEN ESTE PROCESO SON REALIZADAS EN DOS PUESTOS: UN PUESTO (A) PRINCIPAL EN EL QUE SE EFECTUAN LA PUESTA A PRESION DE UN PRIMER MOLDE , LA INYECCION DE UN MATERIAL PLASTICO Y LA LIBERACION DE LA PRESION DE MOLDEADO DEL MOLDE, EFECTUANDOSE LAS OPERACIONES COMPLEMENTARIAS EN UN SEGUNDO MOLDE EN UN POSTE ANEXO (B,B'). SE PREVE UNA TRANSFERENCIA DE LOS MOLDES DEL PUESTO (B,B') ANEXO AL PUESTO (A) PRINCIPAL Y RECIPROCAMENTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}