CIP-2021 : B22D 21/04 : Colada de aluminio o magnesio.
CIP-2021 › B › B22 › B22D › B22D 21/00 › B22D 21/04[2] › Colada de aluminio o magnesio.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas.
B22D 21/04 · · Colada de aluminio o magnesio.
CIP2021: Invenciones publicadas en esta sección.
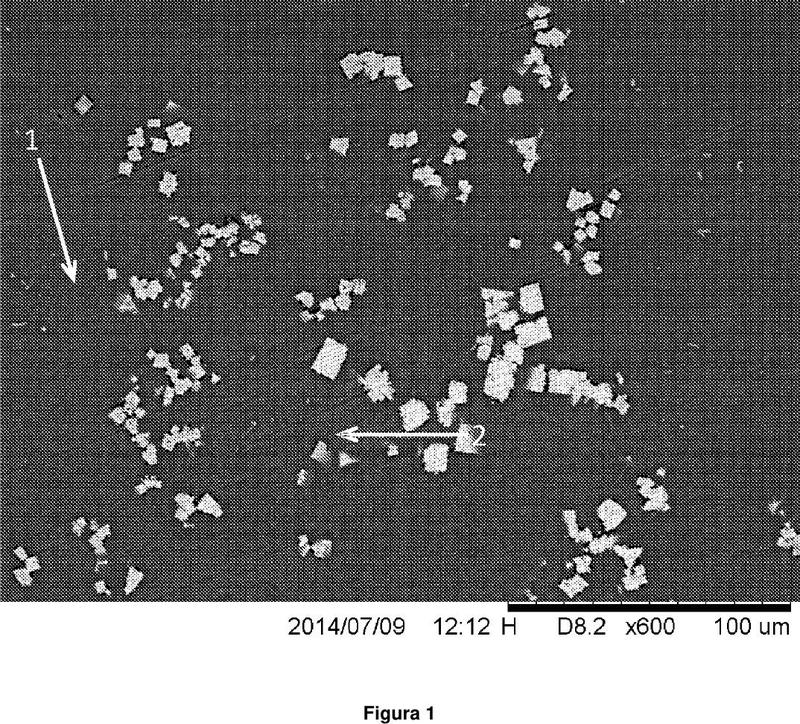
Artículo pozo adentro corrosible.
(25/03/2020). Ver ilustración. Solicitante/s: MAGNESIUM ELEKTRON LIMITED. Inventor/es: WILKS,TIMOTHY, TURSKI,MARK.
Un artículo pozo adentro corrosible que comprende una aleación de magnesio, la aleación de magnesio comprende:
(a) 0,01-10% en peso de uno o más de Ni, Co, Ir, Au, Pd o Cu,
(b) 1-10% en peso de Y,
(c) 1-15% en peso de al menos un metal de tierras raras distinto de Y, y
(d) 0-1% en peso de Zr,
en donde el resto de la aleación es magnesio e impurezas accidentales, y en donde la aleación tiene una velocidad de corrosión de al menos 50 mg/cm2/ día en KCl al 15% a 93 °C y un límite elástico al 0,2% de al menos 50MPa cuando se ensaya usando el método de ensayo de tracción estándar ASTM B557-10.
PDF original: ES-2796232_T3.pdf
Cuadro fundido de motocicleta y alojamiento de motor integrados.
(06/09/2017). Solicitante/s: Faster Faster Inc. Inventor/es: SAND,JEFF, DORRESTEYN,DEREK, DRENNAN,DAVID JOHN.
Un cuadro de motocicleta eléctrica , incluyendo el cuadro:
una primera estructura de cuadro incluyendo:
un primer tubo de torsión completamente tensado para alojar un motor eléctrico; y un soporte de amortiguador configurado para montar un amortiguador trasero ,
donde la primera estructura de cuadro se funde como una sola pieza fundida; y
una segunda estructura de cuadro montada en la primera estructura de cuadro, incluyendo la segunda estructura de cuadro una estructura de cabezal para recibir una horquilla de motocicleta.
PDF original: ES-2641319_T3.pdf
Dispositivo y procedimiento de obtención de lodos semisólidos.
(05/04/2017). Solicitante/s: CIE AUTOMOTIVE, S.A.. Inventor/es: LOIZAGA URBISTONDO,IÑIGO.
Equipo de fabricación de piezas metálicas por inyección, que comprende una mesa vibratoria, un equipo inyector de alta presión y un dispositivo para obtener lodos semisólidos, caracterizado porque el dispositivo para obtener lodos semisólidos comprende un crisol , que comprende al menos una parte fija , que está fijada a la mesa vibratoria, y al menos una parte móvil que puede estar unida a la parte fija mediante medios de fijación.
PDF original: ES-2632181_T3.pdf
Homogeneización y tratamiento térmico de metales colados.
(24/02/2016) Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una región en donde el metal fundido es confinado periféricamente, proporcionando de esta manera el metal fundido con una porción periférica;
(b) enfriar la porción periférica del metal para formar un lingote embrionario que tiene una envuelta sólida externa y un núcleo fundido interior;
(c) hacer avanzar el lingote embrionario en una dirección de avance (A) fuera de la región en la que el metal fundido está confinado periféricamente mientras se suministra metal fundido adicional a dicha región, de modo que el núcleo fundido…
Procedimiento para la producción de un componente de motor y componente de motor.
(30/11/2015) Procedimiento para la producción de un componente de motor, en particular, de un émbolo para un motor de combustión, en el que se cuela una aleación de aluminio en el procedimiento de colada a presión,
en el que la aleación de aluminio está compuesta por los siguientes elementos de aleación:
silicio: del 6 % en peso al 10 % en peso, opcionalmente
del 8,5 % en peso al 10 % en peso,
níquel: del 1,2 % en peso al 2 % en peso,
cobre: del 8 % en peso al 10 % en peso,
magnesio: del 0,5 % en peso al 1,5 % en peso,
hierro: del 0,6 % en peso al 1,5 % en peso, opcionalmente
del 0,9 % en peso al 1,1 % en peso,
manganeso: del 0,2 % en peso al…
Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio.
(29/07/2015) Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , un horno de resistencia , un rodillo de colada y varios rodillos ;
la adición de elementos metálicos a los hornos de inducción , en que los elementos metálicos comprenden lingotes de Mg o aleación de Mg, los elementos metálicos se funden en los hornos de inducción y después fluyen al horno de resistencia ;
el control de la temperatura de la masa fundida de Mg en el horno de resistencia , en que hay al menos dos zonas de control de la temperatura comunicadas entre sí y la diferencia de temperaturas es constante;
la transferencia de la masa fundida de Mg a la zona de mordida a través de una tubería de transferencia…
Homogeneización y tratamiento térmico de metales colados.
(16/07/2014) Un método de calentamiento de un lingote metálico colado de aleación de aluminio AA3003 o AA3104, para preparar dicho lingote para mecanizado en caliente a una temperatura predeterminada, método que comprende:
(a) precalentar dicho lingote a una temperatura de nucleación que es inferior a dicha temperatura predeterminada de mecanizado en caliente y es una temperatura a la cual ocurre nucleación de precipitado en el metal para hacer que tenga lugar formación de núcleos, estando comprendida dicha temperatura de nucleación en un intervalo de 380ºC a 450ºC;
(b) mantener dicho lingote a dicha temperatura de nucleación, o elevar gradualmente la temperatura de dicho lingote desde dicha temperatura de nucleación a una tasa menor que 25ºC/h hasta una temperatura de nucleación…
Aparato de colada de aleación.
(10/12/2013) Un aparato de colada que permite el flujo y alimentación por gravedad de aleación en una operación decolada, en el que el aparato tiene una vasija de suministro para mantener un suministro de aleación , unhorno en el cual está contenida la vasija , y en el que se puede calentar la vasija para mantener elsuministro de aleación a una temperatura de colada adecuada, un molde montado lateralmente por fuera de lavasija en relación con el horno , un conducto que proporciona comunicación entre la vasija y el molde , y medios para inclinar de modo reversible un conjunto que incluye el horno , la vasija y elmolde alrededor de un eje horizontal X para permitir o impedir el flujo de aleación desde la vasija a unacavidad del molde definida por el molde ; caracterizado…
Colada secuencial de metales que tienen coeficientes de contracción altos.
(04/09/2013) Aparato para colada de un lingote de metal compuesto, incluyendo:
una cavidad de molde generalmente rectangular de extremos abiertos que tiene una porción de extremo de entrada,una abertura de extremo de descarga, y un bloque inferior móvil adaptado para encajar dentro del extremo dedescarga y para el movimiento axial con respecto al molde durante la colada;
al menos una pared divisoria enfriada en la porción de extremo de entrada del molde y que termina encima dedicha abertura de extremo de descarga para dividir la porción de extremo de entrada en al menos dos cámaras dealimentación; y
un medio para…
Filtro destinado a la fundición de piezas de aleación de aluminio, magnesio, cobre y similares.
(30/05/2012) Filtro destinado a la fundición del tipo realizado en un tejido de fibra de vidrio, caracterizado porque incluye una impregnación en una resina enriquecida de óxido de hierro que le otorga una función y propiedad apta para la magnetización y permite un reciclaje del conjunto compuesto de mazarota y filtro, permitiendo recuperar el metal y los filtros a ser desechados.
Máquina de colada entre cintas sin fin de longitud de contacto ajustable con desbaste plano de metal colado.
(17/04/2012) Un procedimiento de colada continua de un desbaste plano de metal en forma de banda directamente de un metal fundido, en el cual el metal fundido es confinado y solidificado dentro de una cavidad de colada orientada para la colada horizontal del desbaste plano, estando la cavidad definida verticalmente por unas cintas sin fin de colada en desplazamiento superior e inferior flexibles, sin fin, enfriadas por líquido , rígidamente soportadas por unos respectivos mecanismos de soporte de las cintas sin fin superior e inferior, caracterizado porque una zona de colada fija corriente arriba está dispuesta dentro de la cavidad de colada, en la cual los mecanismos de soporte confinan las cintas sin fin en trayectorias corriente arriba fijas,…
RECUBRIMIENTO DE METALES NO FERROSOS FUNIDIDOS Y AELACIONES CON GAS FLUORURO QUE TIENE UN POTENCIAL DE CALENTAMIENTO GLOBAL REDUCIDO.
(16/05/2007). Solicitante/s: AIR PRODUCTS AND CHEMICALS, INC.. Inventor/es: HOBBS, JOHN PETER, HEFFRON, JAMES FRANCIS, WOYTEK, ANDREW JOSEPH.
Un método de procesado de un metal no ferroso fundido y aleaciones de dicho metal usando un gas de recubrimiento que tiene un potencial de calentamiento global que comprende las etapas de reducir dicho potencial de calentamiento global de dicho gas de recubrimiento mediante a) recubrir dicho metal no ferroso fundido y aleaciones con una mezcla gaseosa que incluye al menos un compuesto seleccionado entre el grupo compuesto por SO2F2, NF3, SO2ClF, SOF2, SOF4, NOF y SF4, b) proporcionar dicho al menos un compuesto a una primera concentración de menos del 10% en una base molar de dicha mezcla gaseosa, c) comprendiendo adicionalmente dicha mezcla gaseosa CO2 proporcionado a una segunda concentración del 30% al 60% en una base molar, y d) la parte restante de dicho gas de recubrimiento comprende al menos un miembro seleccionado entre el grupo compuesto por N2, Ar y aire como diluyente.
CRISOL DE ACERO PARA LA FUSION LIBRE DE HIERRO DE MAGNESIO Y ALEACIONES DE MAGNESIO.
(01/10/2006). Solicitante/s: TECHNISCHE UNIVERSITAT CLAUSTHAL. Inventor/es: DITZE, ANDRE, DR.-ING.
Crisol de acero para la fusión y/o conservación de magnesio líquido y aleaciones de magnesio libres de hierro, pudiendo calentarse el crisol de acero indirectamente, caracterizado porque sobre la pared interior del crisol de acero están adheridas placas de tierra arcillosa sinterizada con un espesor de 2 mm a 20 mm.
PROCEDIMIENTO PARA LA FABRICACION DE ESPUMA METALICA Y CUERPO METALICO FABRICADO A CONTINUACION.
(16/10/2005). Solicitante/s: GOLDSCHMIDT AG BUHLER DRUCKGUSS AG. Inventor/es: NIEDERMANN, BENNO, KNOTT, WILFRIED, RECKSIK, MANFRED, WEIER, ANDREAS.
Procedimiento para la fabricación de espuma metálica mediante añadido de un agente de expansión a un baño de metal fundido caracterizado porque se deposita el baño de metal fundido en el espacio hueco del molde de una moldeadora a presión metálica y se espuma con un agente de expansión sólido disolvente de gas a temperatura ambiente.
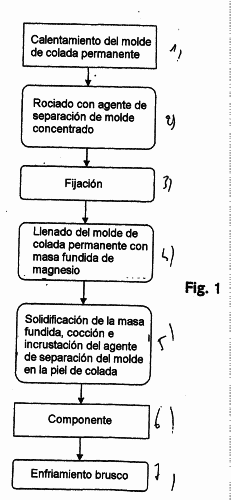
PROCEDIMIENTO PARA REVESTIR UN COMPONENTE METALICO.
(01/02/2005). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: BARTH, ANDREAS, BAUER, MARITA, POLLEY, WILFRID.
Procedimiento para revestir un componente de metal ligero con una capa de protección contra la corrosión, en el que . se rocía un útil de moldeo metálico, al menos en parte, con un agente de separación de molde concentrado, . el agente de separación de molde concentrado presenta al menos 15% de materiales base orgánicos constituidos fundamentalmente por ceras, . se moldea el componente en el útil de moldeo metálico, . presentando el útil de conformación durante la conformación una temperatura comprendida entre 150ºC y 400ºC, . se cuece el agente de separación de molde concentrado durante el proceso de moldeo del componente y se le incrusta así en una superficie de este componente, y . se forma de este modo sobre el componente una capa superficial continua inhibidora de la corrosión.
TRATAMIENTO DE UNA MASA FUNDIDA DE ALEACION DE ALUMINIO.
(01/11/2003). Solicitante/s: ALUMINIUM RHEINFELDEN GMBH. Inventor/es: KOCH, HUBERT.
Procedimiento de fabricación de aleación de fundición aluminio-magnesio con un contenido de al menos un 2, 5 % en peso de magnesio, caracterizado porquese añaden entre un 0, 02 y un 0, 08% en peso de vanadio y entre 11 y 50 ppm de berilio a la aleación en estado fundido, para reducir la sensibilidad del baño de la aleación a la formación de impurezas.
PROCEDIMIENTO DE FABRICACION DE DIANAS DE PULVERIZACION DE GRANO FINO.
(01/03/2001). Solicitante/s: LEYBOLD MATERIALS GMBH. Inventor/es: SCHLOTT, MARTIN, DR., HEINDEL, JOSEF.
EN UN BLANCO CON UNA RELACION LARGO/ANCHO DE AL MENOS 5:1 HECHA DE METALES O ALEACIONES DE METALES FUNDIBLES EN EL AIRE DE LA SERIE SN, IN, BI, PB, ZN, AL QUE TIENE UNA TEMPERATURA PARA EL LIQUIDO POR DEBAJO DE 700 C, EL TAMAÑO MEDIO DE GRANO SE ENCUENTRA POR DEBAJO DE 6 MM, OBTENIENDOSE EL BLANCO MEDIANTE UN PROCEDIMIENTO DIRECTO DE FUNDICION, RETIRANDOSE UNA PARTE DEL CALOR DE SOLIDIFICACION DE LA PARTE DEL BLANCO RECIENTEMENTE SOLIDIFICADA COLOCANDO UN REFRIGERANTE DE MANERA PLANA Y FINAMENTE DIVIDIDO.
PROCESO PARA LA PRODUCCION DE BARRAS REFUNDIDAS, EN PARTICULAR A PARTIR DE LAS CUALES SE PRODUCEN COLADAS BAJO PRESION DE ALTO RENDIMIENTO MECANICO.
(16/03/1998). Solicitante/s: MAGNETI MARELLI S.P.A.. Inventor/es: MOSCHINI RENZO.
UN PROCESO PARA LA FUNDICION DE BARRAS A UN ESTADO SEMILIQUIDO A PARTIR DE LOS CUALES SE PRODUCEN COLADAS BAJO PRESION DE ALTO RENDIMIENTO MECANICO, SEGUN EL CUAL SE FUNDE EN UN HORNO DE FUNDICION UNA ALEACION DE METALES A MODO DE LINGOTES Y QUE CONTIENEN O NO PARTICULAS DE CERAMICA, SE TRANSFIERE A UNA CUCHARA DE COLADA , SE DESGASIFICA Y SE ALIMENTA EN UN HORNO A PRESION EN EL QUE SE FUNDE HASTA ALCANZAR UN ESTADO SEMILIQUIDO A BASE DE ALIMENTARLO EN EL ESTADO DE SOLIDIFICACION Y BAJO CONDICIONES DE FLUJO LAMINAR EN UN MEZCLADOR ESTATICO , EN CUYA SALIDA SE RECOGE EL MATERIAL REOFUNDIDO BAJO CONDICIONES DE FLUJO LAMINAR, POSIBLEMENTE CON LA INTERPOSICION DE UN DEPOSITO COLECTOR DEL TIPO SIFON Y CON UNA PANTALLA PROTECTORA CONTRA EL GAS, A TRAVES DE UNA MATRIZ METALICA REFRIGERADA Y SE SOLIDIFICA FORMANDO UN SOLO LINGOTE QUE A CONTINUACION ES GUIADO POR UNOS RODILLOS HASTA QUE PASA POR UNA SIERRA Y ES CORTADO EN PIEZAS DE LAS QUE SE OBTIENEN BARRAS CON EL PESO Y TAMAÑO DESEADOS.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE FUNDICION A PARTIR DE UNA ALEACION CASI EUTECTICA DE ALSI.
(01/09/1991). Solicitante/s: VEREINIGTE ALUMINIUM-WERKE AKTIENGESELLSCHAFT. Inventor/es: DIETZ,WOLFGANG, VOGEL, WOLFGANG.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE FUNDICION A PARTIR DE UNA ALEACION CASI EUTECTICA DE ALSI. FABRICACION DE PIEZAS DE FUNDICION A PARTIR DE UNA ALEACION CASI EUTECTICA DE ALSI QUE SE REFINA MEDIANTE LA ADICION DE UNA ALEACION PREVIA A BASE DE ALUMINIO QUE CONTIENE ESTRONCIO. EL PROCEDIMIENTO SE CARACTERIZA PORQUE LA ALEACION PREVIA CON ESTRONCIO SE ADICIONA ANTES DEL VACIADO, EN UNA ZONA DE LA COLADA EN CIRCULACION TURBULENTA Y PORQUE HASTA EL VACIADO TRANSCURRE UN TIEMPO COMPRENDIDO ENTRE 0,1 MIN. Y 5 MIN. OTRAS CARACTERISTICAS DEL PROCEDIMIENTO SON QUE, PARA MANTENER BAJA LA ENTRADA DE HIDROGENO CON EL MATERIAL DE ALEACION PREVIA, EL CONTENIDO DE HIDROGENO DE DICHA ALEACION NO DEBE SUPERAR EL VALOR DE 1,5 ML/100 G. PARA LOGRAR UNA DOSIFICACION EXACTA DE LA ALEACION PREVIA, ESTA PUEDE A/ADIRSE EN FORMA DE ALAMBRE.
PROCEDIMIENTO Y DISPOSITIVO DE COLADA EN UNA FOSA, SIN RIESGO DE EXPLOSION, DEL ALUMINIO Y DE SUS ALEACIONES, ESPECIALMENTE CON EL LITIO.
(16/01/1990). Solicitante/s: CEGEDUR PECHINEY RHENALU. Inventor/es: MORICEAU, JACQUES, CANS, YVES, HICTER, JEAN-MARIE.
EL INVENTO ES RELATIVO A UN PROCEDIMIENTO Y A UN DISPOSITIVO DE COLADA, EN UNA FOSA SIN RIESGO DE EXPLOSION, DE ALUMINIO Y DE SUS ALEACIONES ESPECIALMENTE CON EL LITIO. CONSISTE EN SITUAR UNA PANTALLA ELASTICA ALREDEDOR DE PRODUCTO COLADO PARA DETENER EL AGUA DE REFRIGERACION Y TODO DERRAMAMIENTO DEL METAL LIQUIDO, LOS CUALES SON RECOGIDOS AL DESBORDAR LA PANTALLA EN CANALONES (5 A 14) INCLINADOS DONDE EL AGUA FORMA UNA PELICULA Y EL METAL ES DETENIDO DE MODO FRACCIONADO POR TABIQUES SITUADOS EN LOS CANALONES A DISTANCIAS CONVENIENTES.
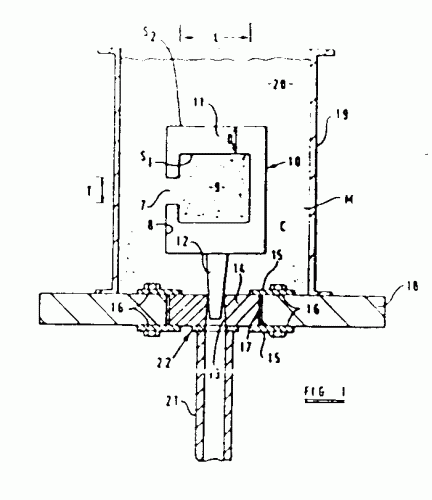
PROCEDIMIENTO Y MOLDE PARA LA PRODUCCION DE ARTICULOS MOLDEADOS METALICOS.
(01/12/1988). Ver ilustración. Solicitante/s: COSWORTH RESEARCH & DEVELOPMENT LIMITED. Inventor/es: WILKINS, PHILIP SIMON AR.
PROCEDIMIENTO Y MOLDE PARA LA PRODUCCION DE ARTICULOS MOLDEADOS METALICOS. EL PROCEDIMIENTO COMPRENDE EMPOTRAR UN MODELO DESTRUIBLE IN SITU EN ARENA NO AGLOMERADA; CONSOLIDAR LA ARENA PARA FORMAR UN MOLDE EN EL CUAL QUEDA DEFINIDA UNA CAVIDAD DE MOLDEO; ALIMENTAR METAL FUNDIDO AL INTERIOR DE LA CAVIDAD; PERMITIR QUE EL METAL SOLIDIFIQUE DENTRO DE LA CAVIDAD PARA FORMAR UN ARTICULO MOLDEADO; INTERRUMPIR LA ALIMENTACION DE METAL A LA CAVIDAD; Y SEPARAR EL ARTICULO MOLDEADO DE LA CAVIDAD. EL MOLDE COMPRENDE ARENA SIN AGLOMERAR EN LA CUAL ESTA EMPOTRADO UN MODELO DESTRUIBLE IN SITU PARA DEFINIR UNA CAVIDAD DE MOLDEO, ESTANDO DISPUESTA EN LA CAVIDAD DE MOLDEO UNA CARACTERISTICA DE MOLDEO. EL MODELO ES DESTRUIBLE IN SITU BIENU POR EL METAL A MEDIDA QUE ESTE SE ALIMENTA AL INTERIOR DE LA CAVIDAD DE MOLDEO, O BIEN POR LA APLICACION DE CALOR CON ANTERIORIDAD A LA INTRODUCCION DEL METAL EN DICHA CAVIDAD.
PROCEDIMIENTO PARA LA FABRICACION DE TIJAS DE BICICLETA.
(12/01/1984). Solicitante/s: ARIÑO EZPELETA, JUAN ANTONIO.
PROCEDIMIENTO PARA LA FABRICACION DE TIJAS DE BICICLETA, ESPECIALMENTE PARA AQUELLAS REALIZADAS EN ALEACION DE ALUMINIO.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, EN UNA PRIMERA FASE SE PRODUCE, EN FUNDICION POR GRAVEDAD Y EN COQUILLA, UNA TIJA SOBREDIMENSIONADA; SEGUNDA, DICHA TIJA EN UNA SEGUNDA FASE DE FORJA ES TRABAJADA, PREFERENTEMENTE ENTRE ESTAMPAS, PARA CONFORMAR UNA PIEZA QUE PRESENTA UNA CAPA PERIMETRAL TRABAJADA CON UNA ESTRUCTURA DE GRANO FINO FIBROSA DE ALTA RESISTENCIA; Y POR ULTIMO, EN UNA TERCERA FASE SE MECANIZA DICHA TIJA HASTA CONVERTIRLAEN UN ELEMENTO ACABADO CON UN MAXIMO DE CARACTERISTICAS RESISTENTES.
"PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN PRODUCTO DE ALUMINIO ALARGADO".
(16/06/1983). Solicitante/s: LAMITREF ALUMINIUM, SOCIEDAD ANONIMA BELGA.
FABRICACION DE UN PRODUCTO DE ALUMINIO ALARGADO, ESPECIALMENTE CONDUCTOR ELECTRICO. COMPRENDE UNA OPERACION DE FUNDICION CONTINUA EN FORMA DE BARRA, SEGUIDA DE UNA LAMINACION CONTINUA, INTERCALANDO ENTRE AMBAS OPERACIONES OTRA DE EXTRUSION CONTINUA POR FRICCION EMPLEANDO UN ORIFICIO DE EXTRUSION QUE TIENE FORMA RECTANGULAR PLENA Y CUYA SECCION TRANSVERSAL ES MAYOR QUE LA DE LA BARRA FUNDIDA. LA FUNDICION CONTINUA SE REALIZA EN UNA RUEDA DE FUNDICION CUYO BORDE COMPRENDE UNA MUESCA CUBIERTA POR UNA CINTA FLEXIBLE PARA FORMAR UN CONDUCTO DE SOLIDIFICACION.
PROCEDIMIENTO PARA FABRICAR UN PRODUCTO CONFORMADO DE ALEACION DE ALUMINIO.
(01/03/1975). Solicitante/s: SOUTHWIRE COMPANY.,.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}