Método de formación en vacío parcial con la ayuda de una superposición parcial de películas decorativas.
Un método de formación en vacío parcial por recubrimiento parcial de una película decorativa (F),
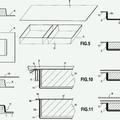
que incluye: intercalar una película decorativa entre un espacio inferior (11S) que presenta una abertura superior y un espacio superior (22S) que presenta una abertura inferior (22S) para acoplar juntos espacios superior e inferior sellados divididos por la película decorativa; y controlar instantáneamente cada uno de los espacios superior e inferior acoplados para tener una presión diferente para poner la película decorativa en contacto estrecho con una porción de formación (WP) predeterminada alojada en uno de los espacios, comprendiendo el método: seleccionar la porción de formación (WP) predeterminada que está próxima a un extremo de un elemento adhesivo (W);
sellar y rodear sólo la porción de formación del elemento adhesivo por una plantilla de recepción que tiene una parte rebajada abierta hacia el lado superior;
unir verticalmente la rejilla de recepción que tiene el espacio inferior (11S) que presenta una abertura superior a una caja superior (22) que tiene un espacio superior (22S) que presenta una abertura inferior para formar de manera estanca el espacio acoplado, en el que los espacios están acoplados juntos con la película decorativa intercalada en medio; y controlar la presión de cada uno de los espacios superior e inferior que constituyen el espacio acoplado para poner, a presión reducida, la película decorativa (F) en contacto estrecho con una superficie de una parte del elemento adhesivo alojado en uno de los espacios superior e inferior,
en donde
una plantilla de recepción que incluye un cuerpo rebajado que encierra una porción de formación (WP) predeterminada que es parte de un elemento adhesivo (W) desde el interior de la porción hasta la periferia lateral, teniendo la plantilla de recepción un molde de recepción con una abertura extrema superior a lo largo de un borde que presenta una abertura superior de una cámara de alojamiento (21);
la cámara de alojamiento está configurada para posicionar, en un estado en el que el elemento adhesivo está alojado en el espacio de la caja, la plantilla de recepción, que encierra la porción de formación (WP) predeterminada del elemento adhesivo (W), en la proximidad de la abertura superior;
una caja superior (22) posicionada por encima de un espacio por encima de la cámara de alojamiento para que se pueda mover hacia arriba y hacia abajo, y a una posición más baja, la caja superior (22) es ensamblada llevando una abertura inferior del espacio de la caja en contacto con la abertura superior de la cámara de alojamiento con una película decorativa intercalada en medio; y
un bastidor inferior (31) que tiene una placa de bastidor de cuatro lados (312) fijada a lo largo de la abertura de la cámara de alojamiento y que fija la plantilla de recepción en una parte inferior del bastidor inferior (31) por medio de la fijación de un extremo superior de la plantilla de recepción a lo largo de un borde interior inferior de un bastidor de formación;
un bastidor superior (32) que tiene una placa de cuatro lados (312) fijada a lo largo de ,la abertura de la capa superior (22) y que es capaz de entrar en contacto con una superficie superior del bastidor inferior (31); y
medios de control de la presión que controlan la presión en el espacio superior (22S) en la caja superior (22) y en un espacio inferior (11S) en la plantilla de recepción posicionada y fijada en la cámara de alojamiento (21 el método comprende:
el primer estado establecido (SA), en el que el extremo superior de la plantilla de recepción que encierra una parte de la porción de formación (WP) predeterminada del elemento adhesivo (W) se pone en contacto con el bastidor inferior (31), que tiene una parte superior abierta, la plantilla de recepción que rodea la porción de formación se una al bastidor inferior como una herramienta de recepción rebajada, la plantilla de recepción y el bastidor inferior en el estado es alojado en el espacio de alojamiento en la cámara de alojamiento junto con el elemento adhesivo (W), y la película decorativa (F) dimensionada para cubrir todas las aberturas es posicionada entre la plantilla de recepción y la caja superior (22),
el segundo estado (SB1) en el que después del primer estado establecido, las superficies superior e inferior de la película decorativa (F) son intercaladas por el bastidor inferior (31) en contacto con la cámara de alojamiento y el bastidor superior (32) en contacto con la caja superior (22), un brazo mueve la caja superior hacia abajo hasta que el bastidor superior y el bastidor inferior están en contacto de prensa entre sí, y de esta manera la película decorativa (F) sella la abertura inferior de la caja superior y el extremo superior del molde de recepción de la plantilla de recepción;
el primer estado a presión reducida (SB2), en el que, después del segundo estado establecido, cada uno del espacio superior (22S) en la caja superior (22) y el espacio inferior (11S) por encima de la porción de formación (WP) rodeada por la plantilla de recepción se reducen en la presión con medios de control de la presión que controlan presiones en la caja superior y en la plantilla de recepción que deben reducirse o liberarse por separado, y
el segundo estado de presión reducida (SC) en el que, después del primer estado de presión reducida, el espacio superior (22S) en la caja superior (22) es liberado de presión, mientras el espacio inferior (11S) es reducido en la presión con los medios de control de la presión para poner la película decorativa (F) en contacto estrecho sólo con la porción de formación predeterminada del elemento adhesivo rodeado por la plantilla de recepción en la plantilla de recepción y de esta manera la porción de formación predeterminada del elemento adhesivo se forma parcialmente recubierto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2014/065959.
Solicitante: Fu-se Vacuum Forming Co., Ltd.
Nacionalidad solicitante: Japón.
Dirección: 2-103 Komagatani Habikino-shi, Osaka 583-0841 JAPON.
Inventor/es: MIURA,TAKAYUKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Formación por diferencia de presión, p. ej. en vacío.
- B29C51/12 B29C 51/00 […] › de objetos que tienen elementos insertos o refuerzos.
PDF original: ES-2769585_T3.pdf
Patentes similares o relacionadas:
Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica así como dispositivo para la realización del procedimiento, del 10 de Julio de 2019, de KAUTEX TEXTRON GMBH & CO. KG.: Procedimiento para la fabricación de cuerpos huecos a partir de materia sintética termoplástica, que comprende el moldeo de al menos dos […]
Artículo moldeado revestido con una película, del 1 de Marzo de 2017, de Riken Technos Corporation: Un artículo moldeado que comprende un sustrato de metal o de resina cuya superficie está parcial o totalmente cubierta con una película, en donde la película […]
Proceso para la fabricación de una pieza de adorno por medio de moldeo seguido de termoformado, del 8 de Febrero de 2017, de Reydel Automotive B.V: Un proceso de fabricación de un elemento decorativo o adorno para automóviles, que comprende las etapas de fabricar un sustrato que comprende […]
 Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
Procedimiento para la fabricación de cuerpos huecos a partir de un material sintético termoplástico y dispositivo para la fabricación de cuerpos huecos a partir de un material sintético termoplástico, del 28 de Agosto de 2013, de KAUTEX TEXTRON GMBH & CO. KG.: Procedimiento para la fabricación de cuerpos huecos a partir de un material sintético termoplástico, en el cualpreformas en banda o cinta de un material sintético plastificado […]
 Tapón para recipiente y procedimiento para la fabricación del mismo, del 7 de Marzo de 2012, de SUNTORY HOLDINGS LIMITED: Un tapón para un recipiente que comprende un núcleo formado de un material elástico y que tiene una superficie de contacto con el líquido (F1) y una superficie […]
Tapón para recipiente y procedimiento para la fabricación del mismo, del 7 de Marzo de 2012, de SUNTORY HOLDINGS LIMITED: Un tapón para un recipiente que comprende un núcleo formado de un material elástico y que tiene una superficie de contacto con el líquido (F1) y una superficie […]
 CUERPO HUECO DE PLÁSTICO, del 25 de Mayo de 2011, de KAUTEX TEXTRON GMBH & CO. KG.: Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada que durante la fabricación del cuerpo hueco se unió con este, estando […]
CUERPO HUECO DE PLÁSTICO, del 25 de Mayo de 2011, de KAUTEX TEXTRON GMBH & CO. KG.: Cuerpo hueco de plástico con por lo menos una pieza incorporada o adosada que durante la fabricación del cuerpo hueco se unió con este, estando […]
 PROCEDIMIENTO DE FABRICACION DE PALAS DE AEROGENERADOR CON MATERIAL TERMOPLASTICO, del 15 de Febrero de 2010, de FUNDACION CENER-CIEMAT: Procedimiento de fabricación de palas de aerogenerador con material termoplástico, que consiste en fabricar previamente unos largueros o una viga […]
PROCEDIMIENTO DE FABRICACION DE PALAS DE AEROGENERADOR CON MATERIAL TERMOPLASTICO, del 15 de Febrero de 2010, de FUNDACION CENER-CIEMAT: Procedimiento de fabricación de palas de aerogenerador con material termoplástico, que consiste en fabricar previamente unos largueros o una viga […]