Método de control de la velocidad a la que un proceso anterior alimenta un producto acondicionado a un proceso posterior.
Un método de control que comprende:
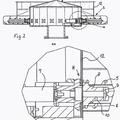
usar un transportador de distribución (120) para mover un flujo de productos que consiste en una gran pluralidad de porciones individuales (87);
suministrar una válvula de control de flujo accionada (10A y 10B) para descargar de forma selectiva del transportador de distribución (120) una fracción del flujo de productos;
suministrar uno o varios transportadores receptores (72, 74 y 170) para recibir la fracción del flujo de productos descargados del transportador de distribución (120) por la válvula de control de flujo (10A y 10B);
suministrar un proceso posterior alimentado por un proceso anterior para una de las siguientes acciones: (1) acondicionar adicionalmente la fracción del flujo de productos acondicionados y suministrados al proceso posterior desde el proceso anterior; y (2) pesar y envasar una pluralidad de cantidades discretas de la fracción del flujo de productos en una pluralidad de envases, conteniendo cada envase una cantidad de peso predeterminada de producto; suministrar una superficie de dispersión (13) en una posición intermedia entre el proceso posterior y el proceso anterior;
suministrar una o varias celdas de carga (27 y 29) en el proceso posterior para detectar el peso del producto procesado por el proceso posterior dentro de un intervalo de tiempo determinado;
suministrar un procesador (100) con una función de temporizador;
suministrar un controlador para regular la velocidad a la que el proceso posterior produce el producto envasado; introducir un valor fijado en el controlador acoplado al proceso posterior para regular la velocidad a la que el proceso posterior producirá productos envasados;
detectar con la celda o celdas de carga (27 y 29) en el proceso posterior el peso del producto envasado; usar la celda o celdas de carga (27 y 29) para generar una o más señales que corresponden al peso del producto envasado para el procesador (100);
usar el procesador (100) para cerrar la válvula de control de flujo (10A y 10B) con el fin de impedir la acumulación no deseada de producto entre el proceso anterior y el proceso posterior;
que se caracteriza porque el método comprende además:
suministrar dentro del transportador o transportadores receptores (72, 74 y 170) una sección para medir la velocidad de flujo de masa a la que el producto se descarga desde el transportador de distribución (120) al transportador receptor (72, 74 y 170);
suministrar un proceso anterior, alimentado por uno de los transportadores receptores (72, 74 y 170), para acondicionar la fracción del flujo de productos transportados a través del proceso anterior;
suministrar una celda de carga (27 y 29) acoplada a la superficie de dispersión (13) para detectar una velocidad de flujo de masa a la que la parte del flujo de productos es recibida desde el proceso anterior al proceso posterior; detectar la fuerza aplicada a la superficie de dispersión (13) por los productos suministrados desde el proceso posterior al proceso anterior;
usar la celda de carga (27 y 29) acoplada a la superficie de dispersión (13) para generar una señal correspondiente a la fuerza detectada aplicada a la superficie de dispersión (13);
usar el procesador (100) para recibir la señal desde la celda de carga (27 y 29) acoplada a la superficie de dispersión (13);
usar el procesador (100) para correlacionar la fuerza aplicada por la interacción de los productos con la superficie de dispersión (13) con una velocidad de suministro de productos desde el proceso anterior al proceso posterior;
usar el procesador (100) para determinar una razón de la variable indicadora de rendimiento de la velocidad real de los productos envasados por el proceso posterior al valor fijado;
seleccionar un intervalo de tiempo de interés;
usar el procesador (100) para determinar una razón de la variable indicadora de rendimiento del intervalo de tiempo durante el que el proceso anterior es activo a la duración del intervalo de tiempo;
usar el procesador (100) para determinar una métrica igual a un producto de un primer factor multiplicado por un segundo factor multiplicado por un tercer factor, en el que el primer factor es 1,0 dividido por la razón de la variable indicadora del rendimiento del intervalo de tiempo durante el cual el proceso anterior está activo a la duración del intervalo de tiempo, en donde el segundo factor es el cuadrado de la razón de la variable indicadora del rendimiento de la velocidad real de los productos envasados por el proceso posterior al valor fijado, y el tercer factor es 2,0 dividido por la suma de la razón de la variable indicadora de rendimiento del intervalo de tiempo durante el cual el proceso anterior está activo a la duración del intervalo de tiempo y la razón de la variable indicadora de rendimiento de la velocidad real de los productos envasados por el proceso posterior al valor fijado;
usar el procesador (100) para comparar la métrica a 1,0;
usar el procesador (100) para generar una señal para la válvula de control de flujo accionada (10A y 10B) para que realice una de las siguientes acciones: (i) dejar la válvula de control de flujo accionada (10A y 10B) en la posición actual al descubrir que la métrica es igual a 1,0; (ii) abrir la válvula de control de flujo (10A y 10B) para incrementar la velocidad a la que el producto se descarga desde el transportador de distribución (120) al transportador receptor (72 74 y 170) al descubrir que la métrica es inferior a 1,0; y (iii) cerrar la válvula de control de flujo (10A y 10B) para disminuir la velocidad a la que el producto se descarga desde el transportador de distribución (120) al transportador receptor (72, 74 y 170) al descubrir que la métrica es superior a 1,0;
usar el procesador (100), la celda o celdas de carga (27 y 29) en el proceso posterior, la celda de carga (27 y 29) acoplada a la superficie de dispersión (13) y la función de tiempo para generar una nueva métrica correspondiente al rendimiento actualizado del proceso anterior y el proceso posterior; y
repetir los pasos de comparar la nueva métrica con 1,0 y ajustar la válvula de control de flujo accionada (10A y 10B).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2016/013538.
Solicitante: HEAT AND CONTROL, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 800 Lakeside Parkway Flower Mound, TX 75028 ESTADOS UNIDOS DE AMERICA.
Inventor/es: REES, RICHARD, PETRI,KENNETH C.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B35/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › Alimentación en artículos separados, p. ej. transporte de estos artículos.
- B65B57/14 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o para la alimentación de los objetos o productos a embalar.
- G01G11/08 FISICA. › G01 METROLOGIA; ENSAYOS. › G01G DETERMINACION DEL PESO. › G01G 11/00 Aparatos para pesar un producto a su paso cuyo flujo es continuo; Aparatos para pesar para banda transportadora. › con medios para controlar la proporción de llenado o de vaciado.
- G01G13/24 G01G […] › G01G 13/00 Aparatos para pesar con llenado o vaciado automáticos para pesar cantidades determinadas de un producto (para pesar un producto cuyo flujo es continuo G01G 11/00; pesadas de control G01G 15/00; para fluidos G01G 17/04; para la dosificación por peso de productos a mezclar G01G 19/22; para pesar por combinación G01G 19/387). › Dispositivos adaptados a un mecanismo de pesada para controlar el llenado o el vaciado automático.
PDF original: ES-2744748_T3.pdf
Patentes similares o relacionadas:
 Disposición de pesaje, del 28 de Septiembre de 2018, de CABINPLANT INTERNATIONAL A/S: Disposición de pesaje para pesar material de productos pegajosos y/o flexibles, tales como la carne fresca, carne marinada, ave de corral, pescado y los […]
Disposición de pesaje, del 28 de Septiembre de 2018, de CABINPLANT INTERNATIONAL A/S: Disposición de pesaje para pesar material de productos pegajosos y/o flexibles, tales como la carne fresca, carne marinada, ave de corral, pescado y los […]
Máquina envasadora y procedimiento para el llenado de sacos, del 10 de Agosto de 2016, de HAVER & BOECKER OHG: Máquina envasadora para el llenado de sacos con una estructura portante , en la que está fijado al menos un depósito de llenado […]
Método para alimentar materia de grano fino a un quemador de concentrado o un quemador mate de un horno de fundición en suspensión y producto de programa informático, del 4 de Mayo de 2016, de Outotec (Finland) Oy: Un método para alimentar de materia de grano fino a un quemador de concentrado o un quemador mate de un horno de fundición en suspensión, […]
Disposición de pesaje, del 4 de Diciembre de 2013, de CABINPLANT INTERNATIONAL A/S: Disposición de pesaje para pesar material de productos pegajosos y / o flexibles, tales como la carne fresca,carne marinada, ave de corral,pescado y los correspondientes […]
Unidad de dosificación, del 22 de Agosto de 2012, de BRABENDER GMBH ; CO. KG (100.0%): Unidad de dosificacion pare la dosificación controlada de fluidos en un recipiente externo compuesta por un recipiente pare […]
PROCEDIMIENTO DE DESCARGA DE MATERIAL EN UNA MAQUINA PESADORA Y MAQUINA PESADORA UTILIZADA., del 1 de Noviembre de 2006, de PAYPER S.A.: Procedimiento de descarga de material en una máquina pesadora y máquina pesadora utilizada. Se calcula inicialmente la velocidad de pesado que se desea para la máquina, es […]
DISPOSITIVO DE CIERRE PARA EL CONTROL DE FLUJO DE MATERIAL EN UNA MAQUINA PESADORA., del 1 de Noviembre de 2006, de PAYPER S.A.: Dispositivo de cierre para el control de flujo de material en una máquina pesadora. Se calcula inicialmente la velocidad de pesado que se desea para la máquina, es decir, […]
TOLVA DISPENSADORA, del 23 de Agosto de 2011, de TELLEZ DE MENESES SERRA, GERARD: 1. Tolva dispensadora, en particular apta para montarse en una máquina dispensadora de bebidas, que comprende un recipiente en el que se almacena un producto […]